七七影院色七七_免费观看欧美a一级黄片_亚洲综合久久久久久中文字幕_国产999999在线视频免费观看,国产小视频无码,国产精品亚洲日日摸夜夜添,女人高潮潮叫免费网站,久久影院国产精品,日韩成人在线影院,欧美囗交XX×BBB视频,色在线综合高清
機(jī)械社區(qū)
標(biāo)題:
開孔設(shè)計(jì)對比
[打印本頁]
作者:
大米8888
時(shí)間:
2020-7-1 22:07
標(biāo)題:
開孔設(shè)計(jì)對比
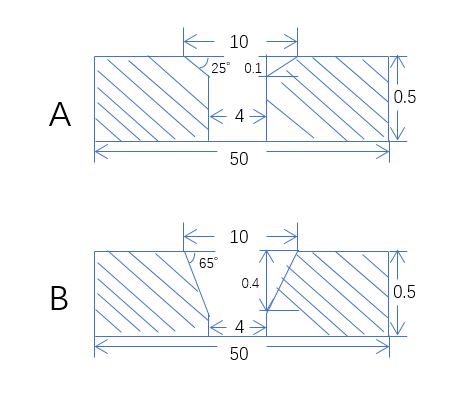
根據(jù)大家的回復(fù),,我把之前發(fā)的圖修改了細(xì)節(jié),,把缺少的尺寸補(bǔ)上,這個(gè)沉孔用作上鉚釘。
/ D2 R5 W7 G3 V+ A. f/ T, S
, `: z1 c' \- r# Y3 q8 s8 f3 D0 \/ S
請教各位機(jī)加工朋友,,圖中設(shè)計(jì)A和設(shè)計(jì)B的開孔方式,,哪一種更容易加工,,加工成本低,,而且一致性好?B設(shè)計(jì)的倒角小于A設(shè)計(jì),。材料是40CrMo,。謝謝大家!
作者:
曉昀
時(shí)間:
2020-7-2 07:08
只有0.5個(gè)厚,,都不好加工吧,。
作者:
277741987
時(shí)間:
2020-7-2 07:36
這樣設(shè)計(jì)的目的?
作者:
科技的瘋狂
時(shí)間:
2020-7-2 08:16
貼近刀具標(biāo)準(zhǔn)的相對容易吧
作者:
kaixinjixieren
時(shí)間:
2020-7-2 08:23
明顯圖紙不符合比例,大概意思明白,,應(yīng)該A圖加工成本低
作者:
未來第一站
時(shí)間:
2020-7-2 09:49
既然錐角度深度沒要求,,就 一樣
作者:
2011ayoon
時(shí)間:
2020-7-2 10:03
理論上B加工容易,側(cè)面刃容易切削,,實(shí)際上那樣的鉆頭很難磨出來,,除非專門的錐形鉆孔工具(例如錐形螺紋的錐度鉆)
- G3 I* g! H G+ h$ M; W0 L) l
從圖來說,錐度小了,,很小的開孔直徑變化,,孔深度變化就很大,那么按0.5的厚度就很容易鉆通了
作者:
譚天
時(shí)間:
2020-7-2 10:05
設(shè)計(jì)有問題
作者:
遠(yuǎn)祥
時(shí)間:
2020-7-2 19:12
肯定是A了,,這種C型式的倒角最容易加工出來,。
作者:
大米8888
時(shí)間:
2020-7-3 07:50
看到大家的回復(fù),這個(gè)孔是為了上沉頭鉚釘,,A方案的倒角深度是0.1, B方案則是0.35,。開這樣的沉孔的工藝,比較簡單的方法是不是先加工為直孔,,然后用轉(zhuǎn)頭加工倒角?還是要上銑床銑出倒角,? 估計(jì)用銑床成本高一些
作者:
lgh999111
時(shí)間:
2020-8-10 16:18
設(shè)計(jì)不對,,圖紙不按比例畫看不出來,0.1和0.4深度哪來的25度角,,基本就是個(gè)平面,,加不加工有什么用,不是那個(gè)好,,哪種方案都沒意義.
歡迎光臨 機(jī)械社區(qū) (http://97307.cn/)
Powered by Discuz! X3.4