1.SLA(光固化技術(shù) )
立體光固化成型工藝(Stereolithography Apparatus,SLA),,又稱立體光刻成型,。該工藝最早由Charles W.Hull于1984年提出并獲得美國國家專利,是最早發(fā)展起來的3D打印技術(shù)之一,。Charles W.Hull在獲得該專利后兩年便成立了3D Systems公司并于1988年發(fā)布了世界上第一臺商用3D打印機SLA-250,。SLA工藝也成為了目前世界上研究最為深入、技術(shù)最為成熟,、應(yīng)用最為廣泛的一種3D打印技術(shù),。
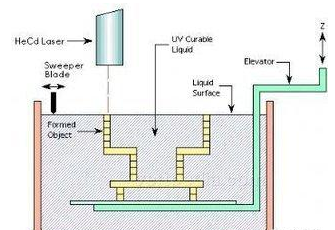
圖:SLA(光固化技術(shù))原理圖
原理:液槽中會先盛滿液態(tài)的光敏樹脂,氦—鎘激光器或氬離子激光器發(fā)射出的紫外激光束在計算機的操縱下按工件的分層截面數(shù)據(jù)在液態(tài)的光敏樹脂表面進行逐行逐點掃描,,這使掃描區(qū)域的樹脂薄層產(chǎn)生聚合反應(yīng)而固化從形成工件的一個薄層,。
當(dāng)一層樹脂固化完畢后,工作臺將下移一個層厚的距離以使在原先固化好的樹脂表面上再覆蓋一層新的液態(tài)樹脂,,刮板將粘度較大的樹脂液面刮平然后再進行下一層的激光掃描固化,。
SLA(光固化技術(shù) )的優(yōu)缺點
優(yōu)點:
1.成型過程自動化程度高。
2.尺寸精度高。SLA原型的尺寸精度可以達到±0.1mm,。
3.表面質(zhì)量優(yōu)良,。
4.系統(tǒng)分辨率較高,可以制作結(jié)構(gòu)比較復(fù)雜的模型或零件,。
缺點:
1.零件較易彎曲和變形,,需要支撐。
2.設(shè)備運轉(zhuǎn)及維護成本較高,。
3.可使用的材料種類較少,。
4.液態(tài)樹脂具有氣味和毒性,并且需要避光保護,。
5.液態(tài)樹脂固化后的零件較脆,、易斷裂,。
2.SLS ( 粉末燒結(jié)技術(shù) )
選擇性激光燒結(jié)工藝(Selective Laser Sintering,,SLS),該工藝最早是由美國德克薩斯大學(xué)奧斯汀分校的C.R.Dechard于1989年在其碩士論文中提出的,,隨后C.R.Dechard創(chuàng)立了DTM公司并于1992年發(fā)布了基于SLS技術(shù)的工業(yè)級商用3D打印機Sinterstation,。
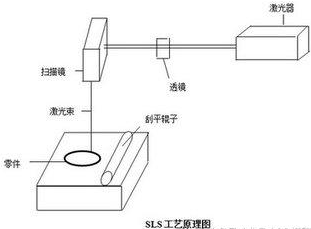
圖:粉末燒結(jié)技術(shù)原理圖
原理:先采用壓輥將一層粉末平鋪到已成型工件的上表面,數(shù)控系統(tǒng)操控激光束按照該層截面輪廓在粉層上進行掃描照射而使粉末的溫度升至熔化點,,從而進行燒結(jié)并于下面已成型的部分實現(xiàn)粘合,。當(dāng)一層截面燒結(jié)完后工作臺將下降一個層厚,這時壓輥又會均勻地在上面鋪上一層粉末并開始新一層截面的燒結(jié),,如此反復(fù)操作直接工件完全成型,。
SLS ( 粉末燒結(jié)技術(shù) )的優(yōu)缺點
優(yōu)點:
可直接制作金屬制件(獨有)。
材料選擇廣泛,。
可制造復(fù)雜構(gòu)件或模具,。
不需要增加基座支撐。
材料利用率
缺點:
樣件表面粗糙,,呈現(xiàn)顆粒狀,。
加工過程會產(chǎn)生有害氣體
3.FDM (熔融沉積技術(shù) )
熔融沉積成型工藝(Fused Deposition Modeling,F(xiàn)DM)是繼LOM工藝和SLA工藝之后發(fā)展起來的一種3D打印技術(shù),。該技術(shù)由Scott Crump于1988年發(fā)明,,隨后Scott Crump創(chuàng)立了Stratasys公司。1992年,,Stratasys公司推出了世界上第一臺基于FDM技術(shù)的3D打印機——“3D造型者(3D Modeler)”,,這也標(biāo)志著FDM技術(shù)步入商用階段。
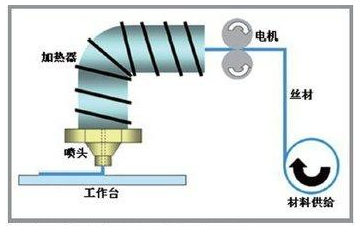
圖:FDM(熔融沉積技術(shù))原理圖
原理:將絲狀的熱熔性材料進行加熱融化,,通過帶有微細噴嘴的擠出機把材料擠出來,。噴頭可以沿X軸的方向進行移動,工作臺則沿Y軸和Z軸方向移動(當(dāng)然不同的設(shè)備其機械結(jié)構(gòu)的設(shè)計也許不一樣),,熔融的絲材被擠出后隨即會和前一層材料粘合在一起,。一層材料沉積后工作臺將按預(yù)定的增量下降一個厚度,,然后重復(fù)以上的步驟直到工件完全成型。
FDM(熔融沉積)的優(yōu)缺點
優(yōu)點:
整個系統(tǒng)構(gòu)造原理和操作簡單,,維護成本低,,系統(tǒng)運行安全�,?梢允褂脽o毒的原材料,,設(shè)備系統(tǒng)可在辦公環(huán)境中安裝使用。
工藝干凈,、簡單,、易于操作且不產(chǎn)生垃圾。
獨有的水溶性支撐技術(shù),,使得去除支撐結(jié)構(gòu)簡單易行,,可快速構(gòu)建瓶狀或中空零件以及一次成型的裝配結(jié)構(gòu)件。
原材料以材料卷的形式提供,,易于搬運和快速更換,。
可選用多種材料,如各種色彩的工程塑料ABS,、PC,、PPSF以及醫(yī)用ABS等。
缺點:
成型精度相對SLA工藝較低,,精度0.178mm,。
成型表面光潔度不如SLA工藝。
成型速度相對較慢,。
4.3DP( 3D 噴射打印技術(shù) )
聚合物噴射技術(shù)是以色列Objet公司于2000年初推出的專利技術(shù),,PolyJet技術(shù)也是當(dāng)前最為先進的3D打印技術(shù)之一,它的成型原理與3DP有點類似,,不過噴射的不是粘合劑而是聚合成型材料,,如圖所示為PolyJet聚合物噴射系統(tǒng)的結(jié)構(gòu):
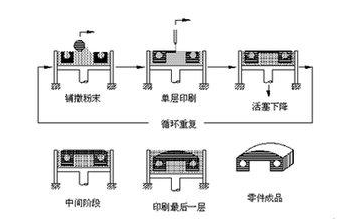
圖:3DP(3D噴射打印技術(shù))原理圖
原理:3D打印材料以超薄層被噴射到構(gòu)建托盤上,用紫外線固化,,并且可以同時噴射兩種不同機械特性的材料,。完成一層的噴射打印和固化后,設(shè)備內(nèi)置的工作臺會極其精準(zhǔn)地下降一個成型層厚,,噴頭繼續(xù)噴射光敏聚合材料進行下一層的打印和固化,。就這樣一層接一層,直到整個工件打印制作完成,。
3DP(3D噴射打印技術(shù))的優(yōu)缺點
優(yōu)點:
同時制作兩種及以上材料組合件,。
皮革紋理清晰,尤其適合內(nèi)飾件試制(方向盤、扶手,、排檔等),。
密封條、密封圈試制,。
一次性制作復(fù)雜分總成零件,。
更細致表現(xiàn)細節(jié)。
內(nèi)外飾小模型制作,。
缺點:
材料強度受限制
5.PUG (真空注型技術(shù) )
真空注型技術(shù)基于硅膠模而翻制樣件的技術(shù),,硅膠模制造工藝是一種比較普及的快速模具制造方法。由于硅膠模具有良好的柔性和彈性,,能夠制作結(jié)構(gòu)復(fù)雜,、花紋精細、無拔模斜度甚至具有倒拔模斜度以及具有深凹槽類的零件,,制作周期短,,制件質(zhì)量高。
PUG工藝流程圖
優(yōu)點:
小批量生產(chǎn),。
工藝相對簡單,,易操作,。
只需簡易硅膠模,,制作時間短。
可選擇多種材料,。
缺點:
類批量材料在性能上受限制,。
易發(fā)生起泡、缺料等表面缺陷,。
6 .五種技術(shù)對比