�C�^(q��)
��(bi��o)�}: ���ٱ���̎��֪�R�Y(ji��) [��ӡ���]
����: һ����ǰ �r�g: 2022-6-29 10:39
��(bi��o)�}: ���ٱ���̎��֪�R�Y(ji��)
��������Ҫ��������^�ߵ�Ӳ�Ⱥ���ĥ��,����Ҫ���IJ����������g��,����횲��ø��N���揊����ˇ��
һ,�������̎��1,��������
��������ָ�ڲ���׃䓵Ļ��W(xu��)�ɷּ��IJ��M����r��,�����ÿ��ټӟጢ��ӊW���w�����M�д���ԏ����������ğ�̎��������
 $ A# V: k+ p7 C+ [. P5 Z+ w
$ A# V: k+ p7 C+ [. P5 Z+ w
& ]" ~ e3 p" \
1.1������Ŀ�ģ�
�� ʹ������иߵ�Ӳ��,����ĥ�Ժ�ƣ�ژO��;
�� �IJ��ڱ���һ���ď���,��Ӳ�ȵėl���£������������Ժ��g��,������Ӳ���g,��
�m���ڳ�������Ť�D(zhu��n),��Ħ���͛_�������,��
 V# p6 u3 N, F1 U4 G2 M
V# p6 u3 N, F1 U4 G2 M
9 s! r$ W, p' p; S( ^3 W
1.2��������
�� 0.4-0.5%C����̼䓡���̼���^��,���t����Ӳ��,����ĥ���½�����̼���^��,���IJ��g���½�,��
�� �T�F ������������ĥ��,��
6 U/ ?. [2 u* ?
( D# r) F! y- \2 o1 ?/ p1.3�A(y��)���̎��
�Ź�ˇ�����ڽY(ji��)��(g��u)䓞��{(di��o)�|(zh��)������,��ǰ�����ܸߣ�����Ҫ��ߵ���Ҫ��,����������Ҫ�ߵ���ͨ��,��
��Ŀ��:����������M����(zh��n)��,���@����K�IJ��M����
 $ j% H) L: \3 c4 [8 H0 u2 z% Q1 ?
$ j% H) L: \3 c4 [8 H0 u2 z% Q1 ?
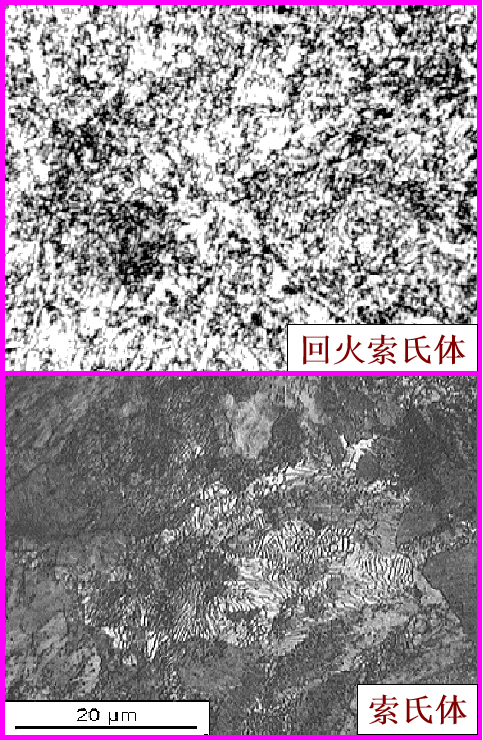
2 M5 j7 N9 _* m5 h6 Q5 p9 V/ ^�������Ļػ�,�����õ͜ػػ�,���ضȲ�����200���,��ػ�Ŀ�Ğ齵�̓�(n��i)��(y��ng)��,����������Ӳ�ȡ���ĥ��,��
������+�͜ػػ��ĽM������ӽM����M��,���IJ��M����S��(�{(di��o)�|(zh��))��F+S(����)��
# a" a% R: Q t4 s
4 N% _9 @3 d' a" t c$ W' ~" K; k* U1.4�������üӟ᷽��
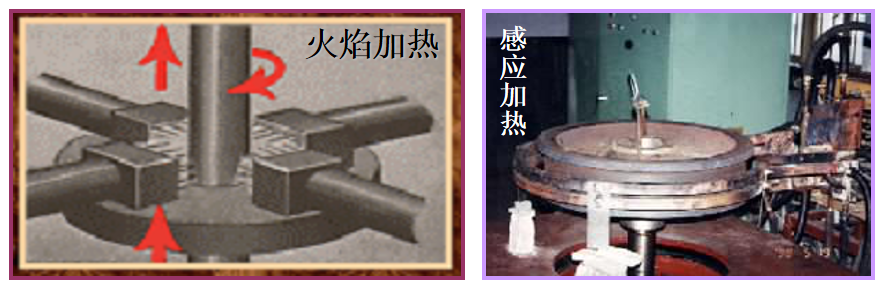
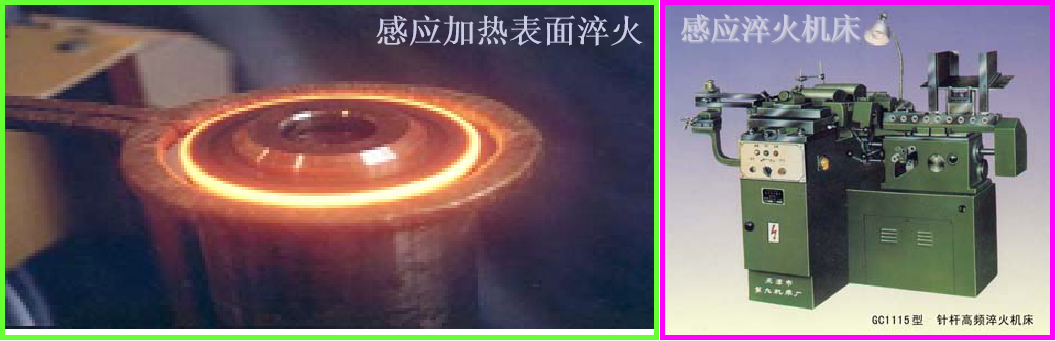
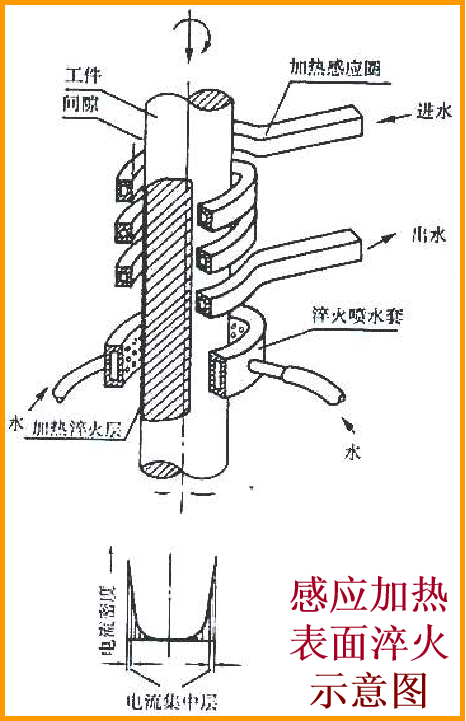
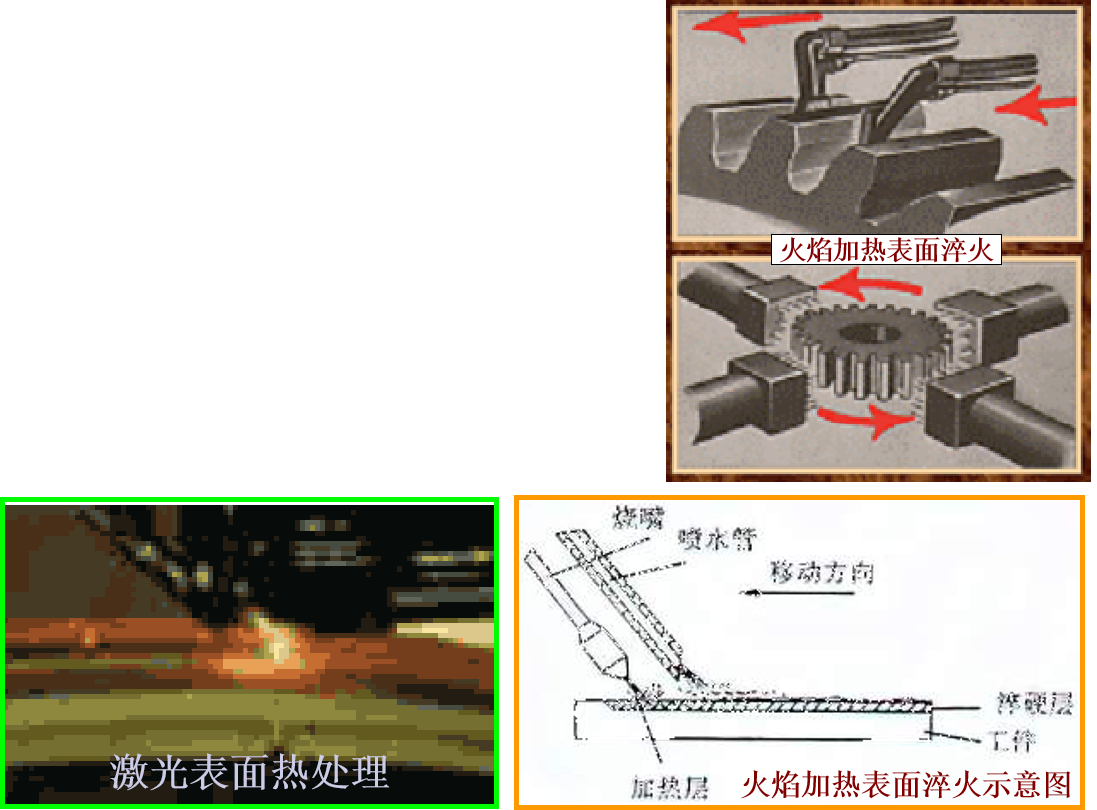
�� �Б�(y��ng)�ӟ�: ���ý�׃����ڹ�������Б�(y��ng)��u��,��ʹ��������Ѹ�ټӟ�ķ���,��
 B+ A) X9 c& a! \6 @ u
B+ A) X9 c& a! \6 @ u
1 A* G8 {* W; v0 [( u( b
�Б�(y��ng)�ӟ�֞飺
���l�Б�(y��ng)�ӟ�l�ʞ�250-300KHz����Ӳ�����0.5-2mm
: I9 s# q4 U: c [+ B
, I# b5 l8 a) d0 ~3 j9 m���l�Б�(y��ng)�ӟ�l�ʞ�2500-8000Hz,����Ӳ�����2-10mm,��
) ?$ Y) r/ B p' r% e$ A, ^8 X* {/ S" v3 |2 X
���l�Б�(y��ng)�ӟ�l�ʞ�50Hz,��Ӳ�����10-15 mm
* h8 t) ~1 E6 E9 Z# r0 S9 u# P% b; P6 F% g3 ~. x( `) p, @/ Z2 K' m" ]
�� ����ӟ�: ������Ȳ����ֱ�ӼӟṤ������ķ������ɱ���,�����|(zh��)��������,��
�� �����̎��: ���ø������ܶȵļ��⌦���������M�мӟ�ķ�����Ч�ʸ�,���|(zh��)����,��
 3 a9 l. Q4 t+ F- j
3 a9 l. Q4 t+ F- j
- F9 R$ L9 |0 {0 p6 _
2�����W(xu��)�����̎��
���W(xu��)��̎���nj����������ض����|(zh��)�мӟᱣ��,��ʹ���|(zh��)�л���ԭ�ӝB�빤����ӏĶ���׃������ӻ��W(xu��)�ɷֺͽM��,�M����׃�����ܵğ�̎����ˇ,��

* r G7 M: n7 b. L5 j2 }: v6 \, |2 r5 I- z M/ A' m
�c��������ȣ����W(xu��)��̎�����H��׃䓵ı�ӽM��,��߀��׃�仯�W(xu��)�ɷ�,�����W(xu��)��̎��Ҳ�ǫ@�ñ�Ӳ���g���ܵķ���֮һ,��
����(j��)�B���Ԫ�ز�ͬ,�����W(xu��)��̎���ɷ֞�B̼������,����Ԫ���B,���B����Ԫ�صȡ�

1 B$ F! a. e* O
4 `- ]( _' b2 J2 O; Q( l; _���õĻ��W(xu��)��̎����
�B̼,���B�����Q������,��̼�����B���Q�軯��ܛ�������ȡ�
�B�B��,���B�X,���B�C���B�t��,���l(f��)�m,�������Ԛw�����̎���������ڻ��W(xu��)��̎��,��
���W(xu��)��̎���^�̰����ֽ�,�����ա��Uɢ���������^��,��
�ٻ��W(xu��)��̎���Ļ����^��
�Ž��|(zh��)(�B��)�ķֽ�: �ֽ��ͬ�rጷų�����ԭ��,���磺�B̼ CH4��2H2+[C]������ 2NH3��3H2+2[N]
�ƹ������������: ����ԭ��������w�ܽ���c���ijЩԪ���γɻ�����,��
��ԭ�����(n��i)���Uɢ��
3 q) L1 |, ^4 A1 N7 E1 c6 l7 A% @) \4 D) z3 N2 \
��䓵ĝB̼���ָ��䓵ı���B��̼ԭ�ӵ��^��,��
�ŝB̼Ŀ�ģ���߹�������Ӳ��,����ĥ�Լ�ƣ�ڏ��ȣ�ͬ�r�����IJ����õ��g��,��
�ƝB̼��䓣��麬0.1-0.25%C�ĵ�̼�,��̼�߄t�IJ��g�Խ��͡�

/ ^- `/ I$ L+ O% `: V/ q" H9 g
" c/ g, t/ Z3 q6 V. @, g, c�B̼����
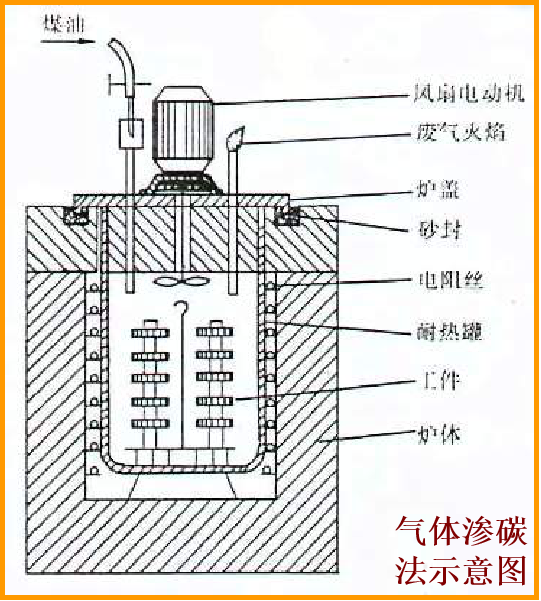
�� ���w�B̼���������������ܷ�t��(n��i),���ڸߜ؝B̼?x��)���НB̼,���B������w (ú�⡢Һ�����)���ЙCҺ�w(ú��,���״���),����(y��u)�c: �|(zh��)����, Ч�ʸߣ�ȱ�c: �B�ӳɷ��c��Ȳ�����
 . K2 Z! [7 I* j
. K2 Z! [7 I* j
) [( h) h% s' B7 I. l: \# R�� ���w�B̼��������������B����,���b���ܷ���ڸߜ��¼ӟ�B̼,���B����ľ̿����(y��u)�c����������,��ȱ�c���B����,���ڄӗl���
�� ��՝B̼����������������՝B̼�t��,������պ�ͨ��B̼?x��)��w�ӟ�B̼,����(y��u)�c: �����|(zh��)����, �B̼�ٶȿ졣

3 a5 y, J$ i M% y4 P
* t. x% S4 w) E) `- q" m4 l4 p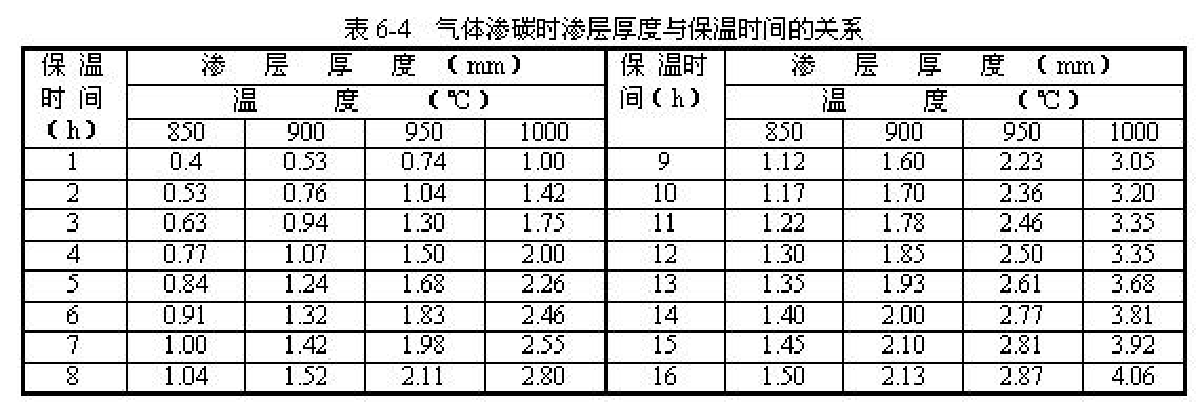 + M* Q/ ?5 p" m9 e0 {# e
+ M* Q/ ?5 p" m9 e0 {# e
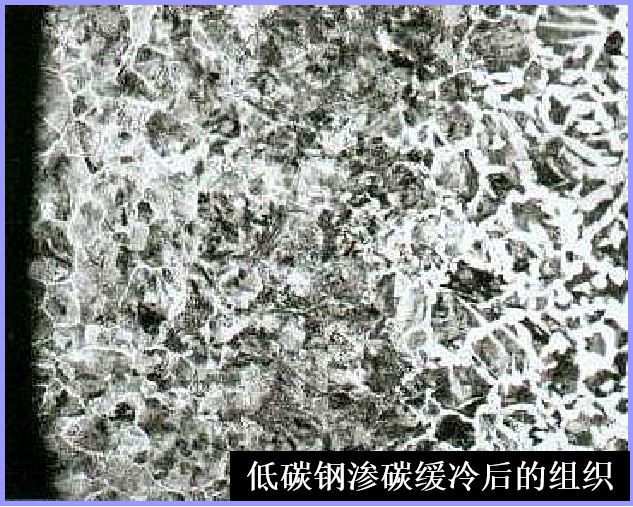
( ]6 w% m% E- P% O$ `�ܝB̼�ضȣ���900-950��,���B̼�Ӻ�ȣ��ɱ��浽�^�Ȍ�һ��̎�ĺ�ȣ���һ���0.5-2mm,��
�B̼�ӱ��溬̼������0.85-1. 05����á��B̼�����M������Ӟ�P+�W(w��ng)��Fe3C��; �IJ���F+P; ���g���^�Ʌ^(q��),��
 8 q& @4 ^9 p/ o2 u
8 q& @4 ^9 p/ o2 u
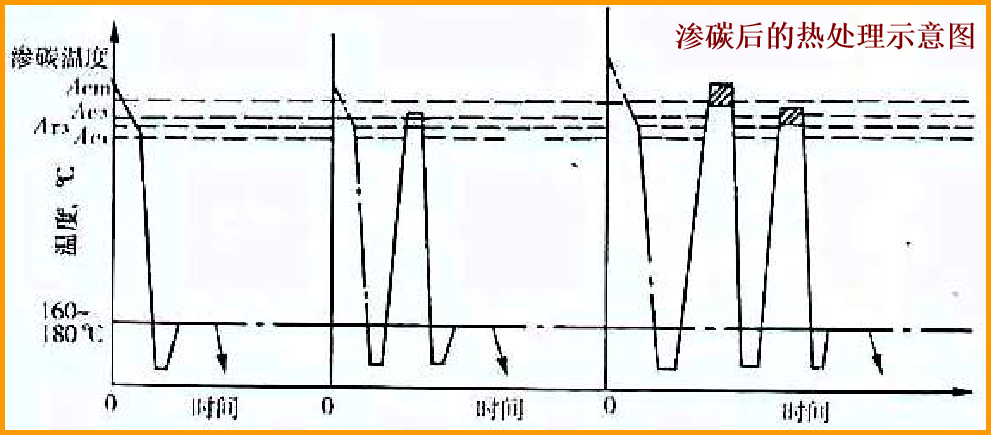
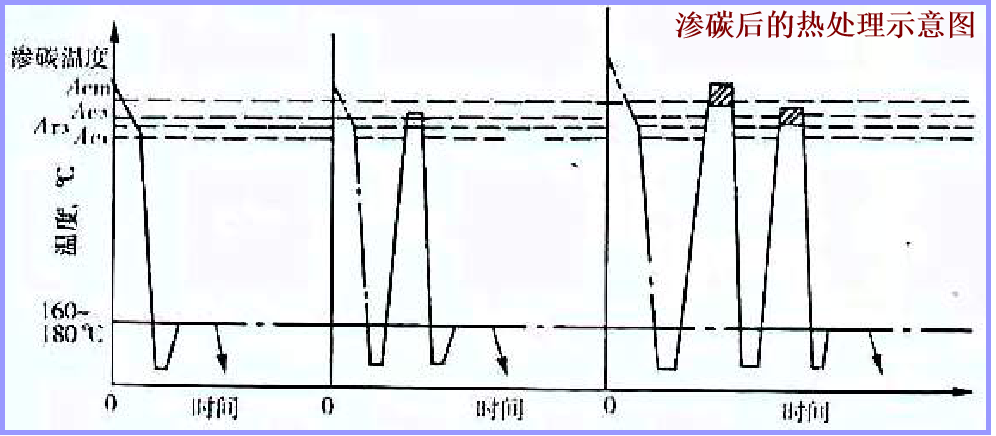
* Y6 Y" h! p; \: }2 d�ݝB̼��ğ�̎�������+�͜ػػ�, �ػ�ضȞ�160-180��,������У�
�� �A(y��)����
�B̼���A(y��)�䵽�Ը���Ar1�ض�ֱ�Ӵ��,��
 5 n7 C* g. J& \- f0 q
5 n7 C* g. J& \- f0 q
" Q4 _" V! o* w* H* i2 i( q5 `��һ�δ�����B̼��������¼ӟ���
�� ���δ�����B̼������һ�μӟ���IJ�Ac3+30-50��,����(x��)���IJ�,���ڶ��μӟ��Ac1+30-50�棬��(x��)�����,��
) R& q- u7 u1 ]' k2 O
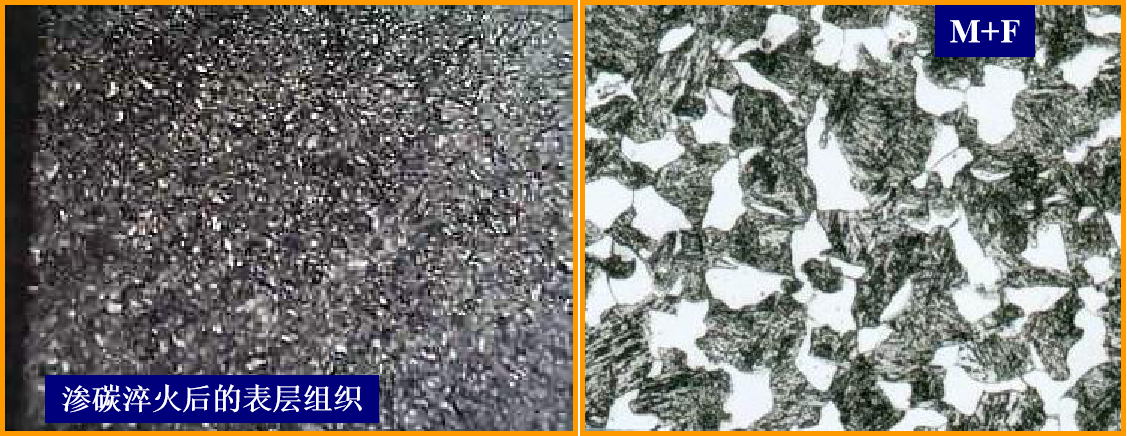
5 Z7 \) H& E C4 T) E2 B���÷����ǝB̼�����,�����¼ӟᵽAc1+30-50����+�͜ػػ𡣴˕r�M���飺
��ӣ�M��+�w����̼����+A��(����)
�IJ���M��+F�����r��
 8 a+ P6 L$ I: H2 T
8 a+ P6 L$ I: H2 T
1 x. G0 G9 P+ H4 J2 {1 }$ Z/ o
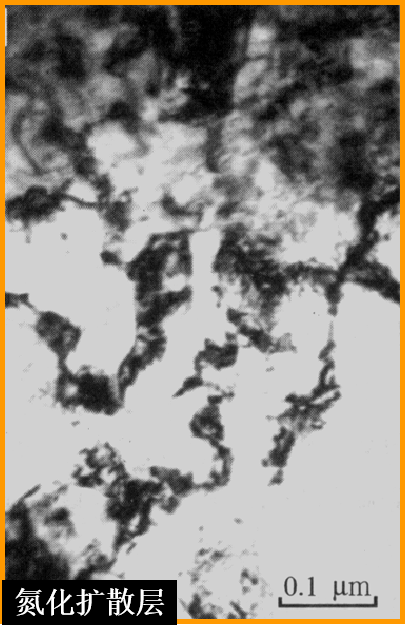
��䓵ĵ�����������ָ��䓵ı���B�뵪ԭ�ӵ��^��,��
�ŵ������,���麬Cr��Mo,��Al,��Ti��V����̼�,�������̖��38CrMoAl,��
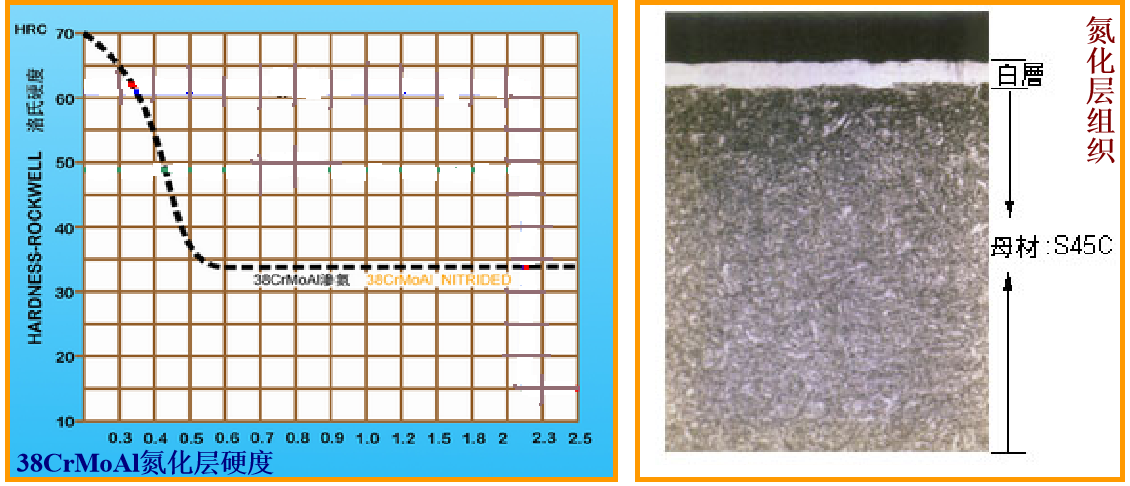
�Ƶ����ضȞ�500-570�档�����Ӻ�Ȳ����^0.6-0.7mm,��

/ l, m3 B* j8 t& z: l" w3 a3 d
: S' b2 x- e' N���õ������������w�������c�x�ӵ�����,��
���w�������c���w�B̼����ƣ��B���鰱,���x�ӵ���������늈�������,��ʹ��x�ĵ��x�Ӹ��ٛ_������ꎘO�Ĺ������c���w�������,�������r�g��,�������Ӵ���С��
 8 `2 t2 U: t: R z1 X
8 `2 t2 U: t: R z1 X
. P/ W- @3 D. E. Q- B9 f$ l
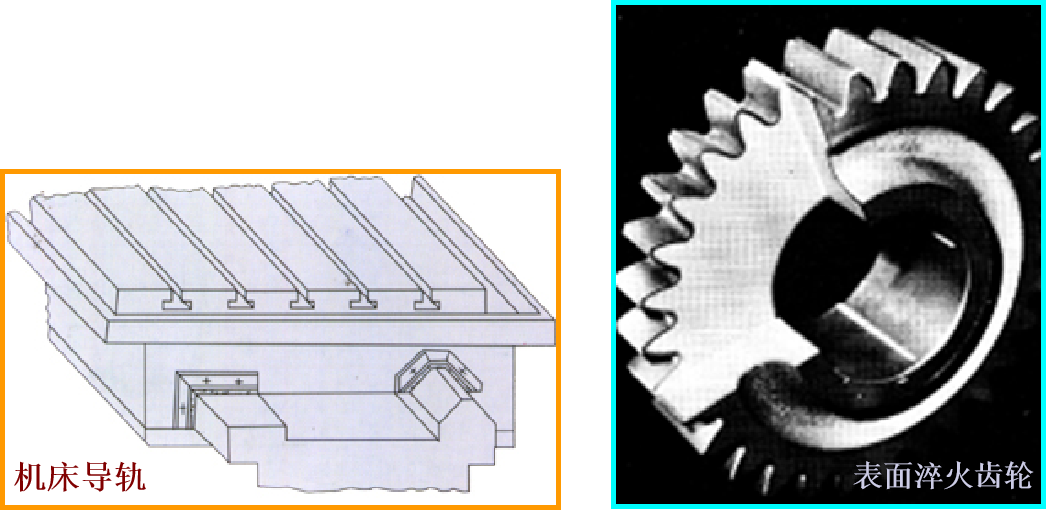
�ȵ��������c����(y��ng)��
����������Ӳ�ȸߣ�69~72HRC��,����ĥ�Ը�,��
ƣ�ڏ��ȸߡ����ڱ�����ډ���(y��ng)��,��
1 q" J6 W) I! I+ E T8 g
. `% n, w7 r3 Z r5 Y6 G����׃��С,��ԭ���ǵ����ضȵͣ����������M�П�̎��,��
���g�Ժ�,��������γɵĵ����ﻯ�W(xu��)��(w��n)���Ըߡ�
������ȱ�c����ˇ��(f��)�s,���ɱ���,�������ӱ���
������ĥ�ԡ�����Ҫ��ߵ�������͟�,����ĥ�����g��,����x����С�S���p�d�X݆����Ҫ�����S��,��
7 @& _4 H2 ~5 S- p5 g2 l" }7 ], ?: {* Z5 {( P4 Z4 v7 h; E0 j& n
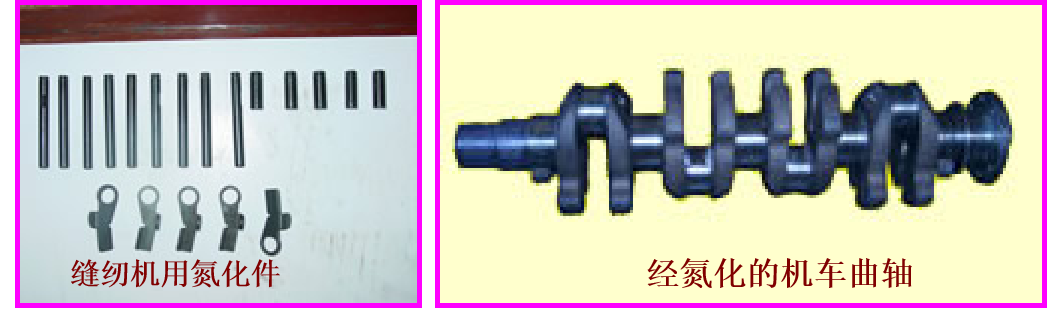
�B���c�B̼��ȣ��B����Ӳ�Ⱥ���ĥ�Ը��ڝB̼��,��Ӳ�ȿ��_69~72HRC������600��650��ߜ������ܱ����^��Ӳ��,���B���Ӿ��кܸߵĿ�ƣ���Ժ����g��,���B���������M�П�̎�����ɱ����̎�펧����׃�κ�����ȱ��,���B���ض��^��,��ֻ�m������̼�Ͻ�䓣���Ҫ�^�L�Ĺ�ˇ�r�g�����_��Ҫ��ĝB����,��
��,��������׃����������׃����ָʹ䓼��ڳ����°l(f��)������׃�Σ�����������Ӳ�Ȳ��a(ch��n)�������Ě�������(y��ng)���ֲ��ı��揊����ˇ,����ˇ����,���ɱ������������䓼���ƣ������,�����L��ʹ�É�������Ҫ��ˇ��ʩ��
1,������
���菊���nj����������\�ӵď��臊�䵽���������,���q��o��(sh��)��С�N�N�����ٱ��棬ʹ�����Ӻʹα�Ӱl(f��)��һ��������׃�ζ����F(xi��n)������һ�N���g(sh��),��
��(y��ng)�ã��Π��^��(f��)�s�����,����ĥ�����僵ȹ�����M��
2,���L��̎��
�����������D(zhu��n)�Ĵ��䓝L�ӌ�䓼����Ѽӹ������M�НL��,��ʹ֮�a(ch��n)������׃�Σ���ƽ䓼�����Ĵֲ���,���γ������Ě�������(y��ng)��,���Ķ���߹�������ĥ�ԺͿ�ƣ��������
��(y��ng)�ã��A����,���F��,��ƽ����Π���^���ε����
�������渲�ӏ������渲�ӏ�����ͨ�^�����W(xu��)�ķ����ڽ��ٱ���Ϳ��һ�ӻ�����������ٻ�ǽ��ٵı��揊����ˇ,��Ŀ�ģ����䓼�����ĥ��,�����g�ԡ��͟��Ի��M�б����b�
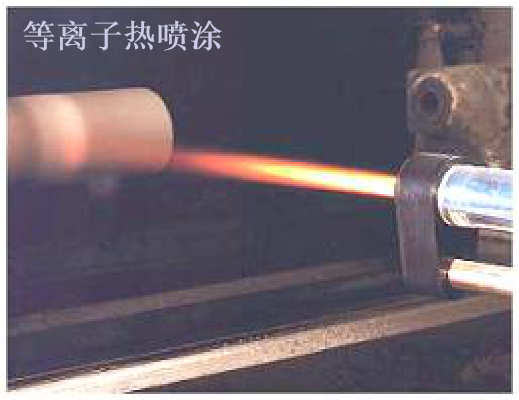
1,�����ه�Ϳ���g(sh��)
�����ٷ�ĩ�ӟ����ۻ�����ۻ���B(t��i),���ø߉�����ʹ���F���������ڹ��������γ�Ϳ�ӵĹ�ˇ�Q��ᇊͿ�����ßᇊͿ���g(sh��)�ɸ��Ʋ��ϵ���ĥ��,�����g��,���͟��Լ��^���Եȡ�
�V�����ڰ������պ���,��ԭ����,����ӵȼ�˼��g(sh��)�ڃ�(n��i)�Ď������I(l��ng)��
; G6 T5 y' h* h5 |0 r( u( {5 C0 y4 m" s9 T+ j" g. ~0 U) n7 w
2,������僌�
�ڻ��w���ϵı��渲��һ�ӻ���ӽ���僌�,�������@����������ĥ�ԡ����g�Ժ��͟���,����@��������������,���僣���������ꎘO�,����W(xu��)僣�������Դ�ėl����,�����û��W(xu��)߀ԭ�ķ����ڻ��w���ϱ����Ĥ�ϳ��eһ�ӽ��ٵı��揊�����������c���Π����(f��)�s��Ҳ�ܵõ�������僌�,��僌Ӿ�����(x��)С����,����϶�c�Ѽy�٣������ڷǽ��ٲ��ϱ�����e���ٌ�,��
��(f��)��僣��僻W(xu��)僵���Һ�м����m�����ٻ�ǽ�����,�������ڏ��ҵĔ��裬�c���|(zh��)����һ�������e���@����������僌ӵı��揊������,����(y��ng)�ã�������������Ҫ��,��ԭ���ܹ��I(y��)�ͺ��캽�չ��I(y��)
3������̼���︲�ӡ�������e��
������e���g(sh��)��ָ�����г��eԪ�صĚ������|(zh��),��ͨ�^�����W(xu��)�ķ������e�ڲ��ϱ����γɱ�Ĥ��һ�N�����Ĥ���g(sh��),������(j��)���e�^�̵�ԭ����ͬ��������e���g(sh��)�ɷ֞����������e(PVD) �ͻ��W(xu��)������e(CVD)�ɴ��,��

1 e& P3 g6 Y0 q) z: q- |$ s5 V3 R N: R) T* y
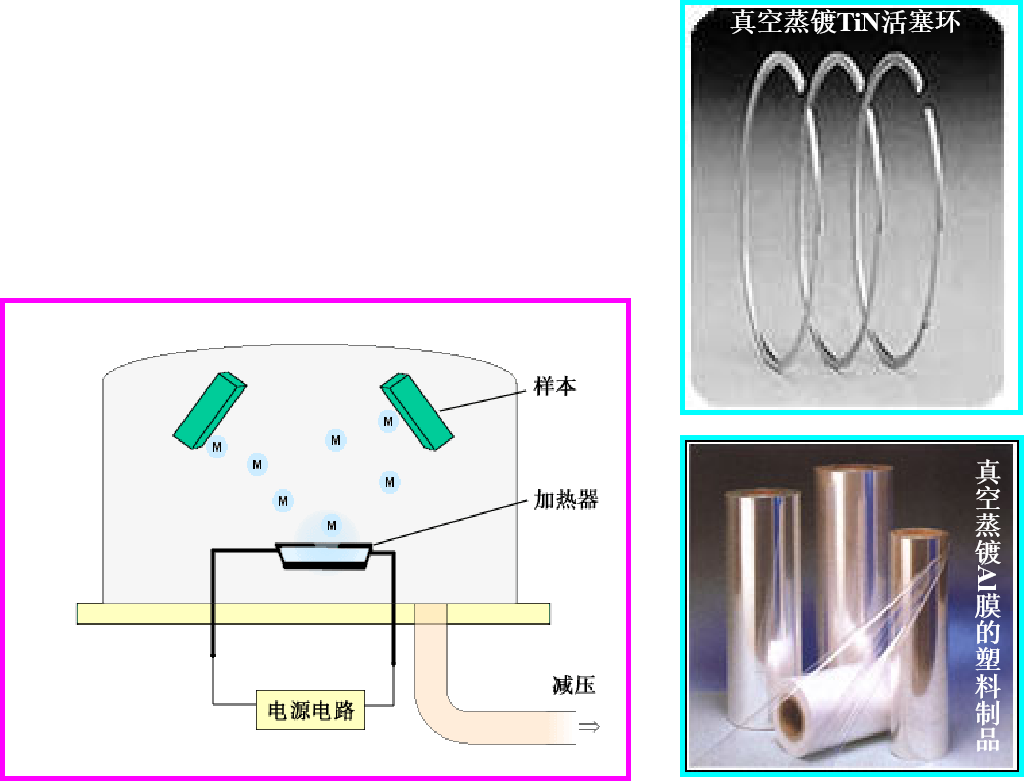
���������e��PVD��
���������e��ָ����l����,���������ķ�����ʹ����������ԭ��,�����ӻ���x���x��,����ͨ�^�����^�̣��ڲ��ϱ�����eһ�ӱ�Ĥ�ļ��g(sh��),��
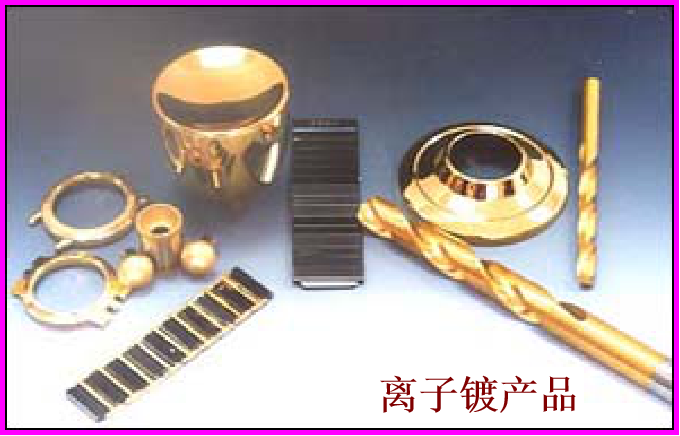
�������e���g(sh��)��Ҫ����������,���R���,���x���?n��i)��N����������
 ; U/ [* A" r3 Z0 A& `
; U/ [* A" r3 Z0 A& `
9 `/ p- X; z7 ` U w
�����������l(f��)��Ĥ����ʹ�����������A���e�����������γɱ�Ĥ�ķ���,��
, B9 C+ a, \4 E9 R9 S% Z7 _( v( \( A! u: {3 T
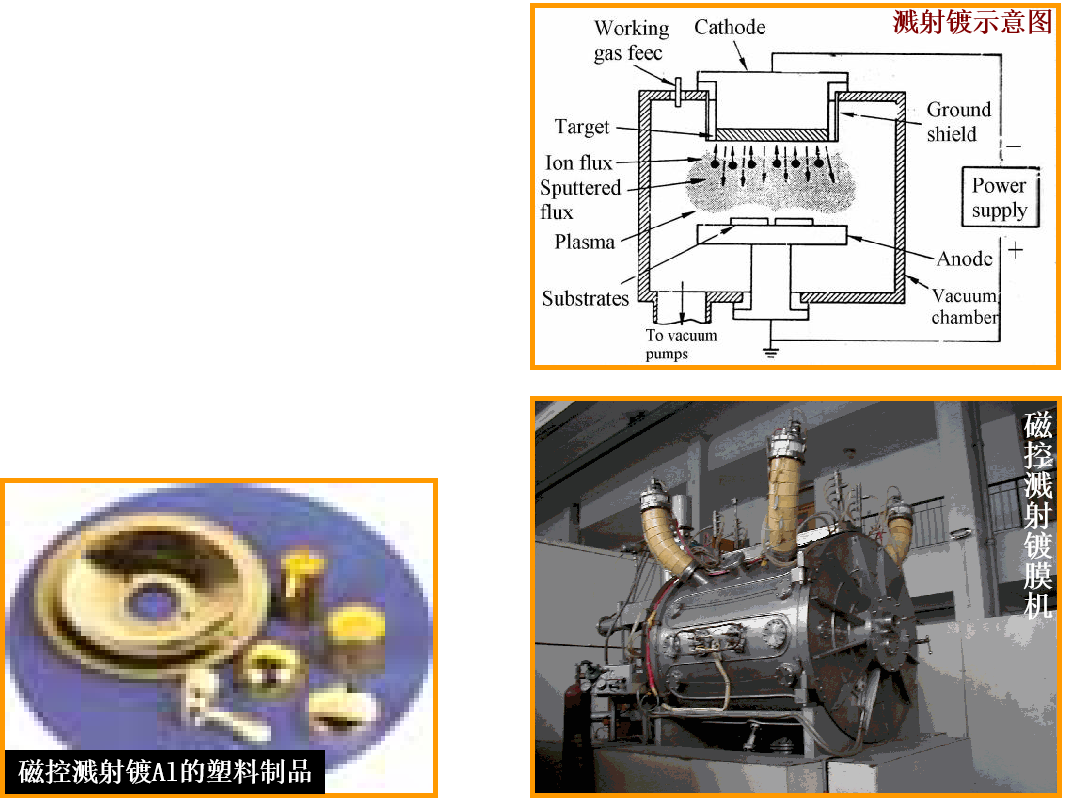
�R������������ͨ�^�x���늁���x���,�����x����늈������¼����Z��ꎘO���R���������ӳ��e�����������Ĥ�ķ���,��
 . z1 x7 a. P' n0 ]1 S
. z1 x7 a. P' n0 ]1 S
; u A/ @' Z4 D- Q: t# d�x���������������Ú��w��늼��g(sh��),�������l(f��)��ԭ�Ӳ�����x���x�ӣ��cͬ�r�a(ch��n)���Ĵ���������������һ����e�����������Ĥ�ķ���,��

1 Q M# b) x; K3 l, X+ T! t* |8 E. Z
���������e�����m�õĻ��w���Ϻ�Ĥ�Ӳ��ϏV��,����ˇ���Ρ�ʡ����,���o��Ⱦ,���@�õ�Ĥ��Ĥ������������Ĥ�Ӻ�Ⱦ���,������,��ᘿ��ٵȃ�(y��u)�c���V�����ڙCе,�����պ���,����ӡ���W(xu��)���p���I(y��)���I(l��ng)���Ƃ���ĥ,�����g,���͟ᡢ��(d��o)�,���^��,����W(xu��)������,����늡�����,������(d��o)�ȱ�Ĥ,��
' Y3 n( ^5 I" A$ U4 `
% I: n7 i& ]3 K+ z- T. ]�ڻ��W(xu��)������e(CVD)
���W(xu��)������e��ָ��һ���ض��£���Ϛ��w�c���w��������ö��ڻ��w�����γɽ��ٻ��ﱡĤ�ķ���,������,����B(t��i)��TiCl4�cN2��H2���ܟ�䓵ı��淴��(y��ng)����TiN�������e��䓵ı����γ���ĥ���g�ij��e��,��
 1 G) C, Y3 y! s1 ?' G. X+ J% S
1 G) C, Y3 y! s1 ?' G. X+ J% S
' S2 x+ h- |4 x1 F6 o���ڻ��W(xu��)������eĤ�Ӿ������õ���ĥ��,�����g�ԡ��͟��Լ�늌W(xu��),����W(xu��)����������,���ѱ��V�����ڙCе����,�����պ��졢��ͨ�\ݔ,��ú�����ȹ��I(y��)�I(l��ng)��,��

5 D. L! T7 R: w2 @8 t4 }7 W% C" M5 @
. D& z6 G- E0 x. V( x. b6 d�ġ���̎���Ĺ�ˇ����̎��r�C�Ĵ_�����A(y��)���̎��һ�㰲����ë�����a(ch��n)֮��,�������ӹ�֮ǰ
������˻�������ӹ��rë���ă�(n��i)��(y��ng)��,����(x��)���������{(di��o)���M��,�����������ӹ���
�{(di��o)�|(zh��)���������C������,������K��̎�����M���ϵĜ�(zh��n)��
��K��̎�������+�ػ�W(xu��)��̎������һ����ڰ뾫�ӹ�֮��ĥ���ӹ�֮ǰ,��
����: ���JOL �r�g: 2022-6-29 14:09
xxfx
����: haitao5988 �r�g: 2022-9-20 10:33
��
����: �����Q �r�g: 2022-9-20 15:21
���x����
| �gӭ���R �Cе��^(q��) (http://97307.cn/) |
Powered by Discuz! X3.4 |