|
|
<em id="pt4gc"></em> | |
|
<style id="pt4gc"><rt id="pt4gc"></rt></style>
|
| <style id="pt4gc"></style>
|
|
<pre id="pt4gc"></pre>|
|
|
| 機(jī)械社區(qū)
標(biāo)題: CNC加工中心人員必備知識 [打印本頁]
作者: 一往冇前 時(shí)間: 2022-9-8 16:31
標(biāo)題: CNC加工中心人員必備知識
01
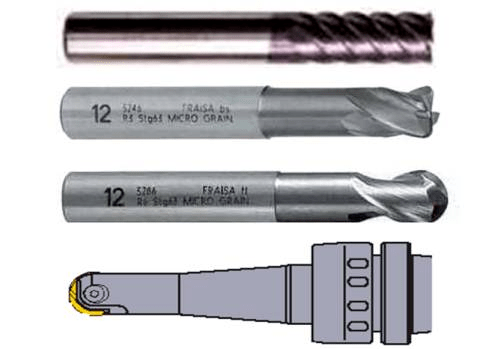
切削刀具的基本分類
按端部幾何形狀分:
* L- u; a1 l8 O% x1 C0 v
Q8 v6 [$ ^3 _$ y4 O. ?9 [' {% X
1)平底端銑刀
2)平底R角端銑刀
3)球頭端銑刀
4)可轉(zhuǎn)位鑲嵌式端銑刀
02
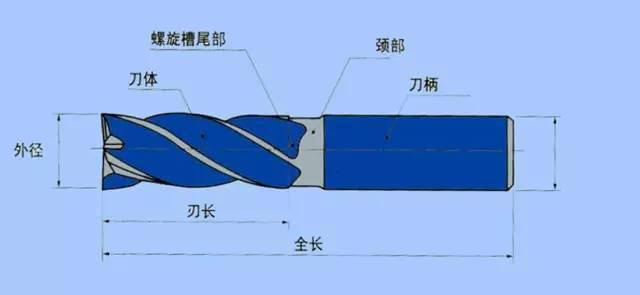
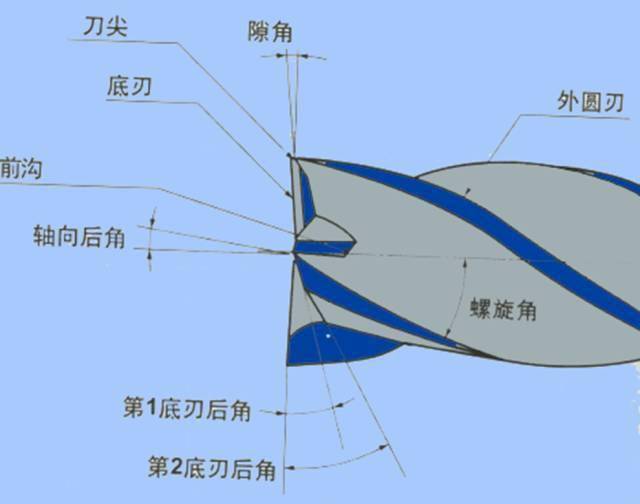
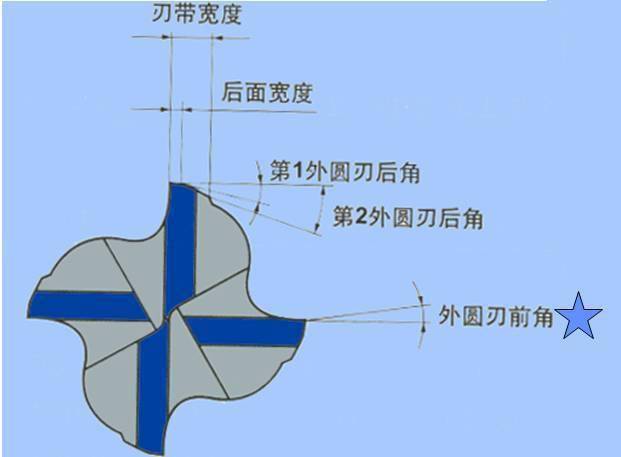
切削刀具的基本幾何結(jié)構(gòu)
! }$ |; |5 u6 I
+ P; D7 F1 t1 A1 R
03
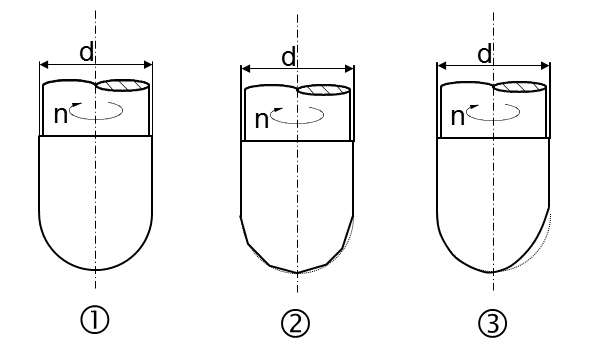
切削刀具的幾何精度
用于精加工的切削刀具,切削刃必須具有很好的輪廓精度,。
刀具的幾種可能輪廓偏差:
1)輪廓精確,;
2)由于研磨過程不夠精確,而導(dǎo)致在刃部產(chǎn)生不規(guī)則碎面,;
3)由于研磨過程不夠精確而導(dǎo)致的半徑偏差,。
+ s( y9 ^3 @: F
8 q( m# d( o1 u5 T6 y: |' s
如果對工件精度要求非常高,應(yīng)該在刀具生產(chǎn)商那里購買獲得標(biāo)準(zhǔn)認(rèn)證的刀具。
3 [! S8 w& e. m9 `( l4 a
04
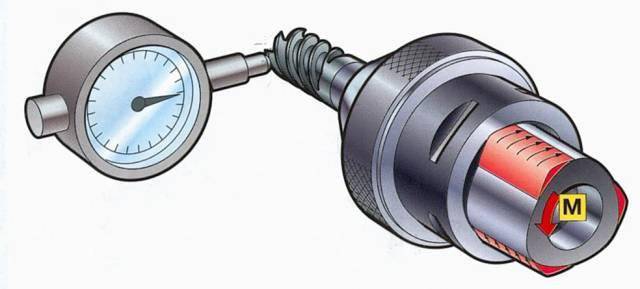
保證刀具的徑向跳動(dòng)誤差最小
在保證刀柄及刀具系統(tǒng)的最大懸伸長度不超過規(guī)定值的前提下,,要使主軸能夠精確運(yùn)轉(zhuǎn),,必須于刀柄及切削刃處分別檢測刀具的徑向跳動(dòng)誤差。如果徑向跳動(dòng)誤差過大就會(huì)導(dǎo)致主軸的嚴(yán)重震動(dòng),。
- w8 U! |3 L; u3 Z* }
4 B, P _- B! ]
2 {! R1 T) h9 ~+ Q/ `( D- N! v# L+ a
05
如何選擇合適的切削刀具
1)分析具體加工條件,,如主軸及機(jī)床性能,刀具的夾持系統(tǒng),潤滑方式等,;
2)分析工件材料特性,;
3)分析加工表面質(zhì)量及加工精度要求、成本等,;
4)綜合考慮各種因素,,做出最優(yōu)化的選擇。
$ v7 v: A" V" t- L. P
d3 ?0 K8 D; M9 [& I
06
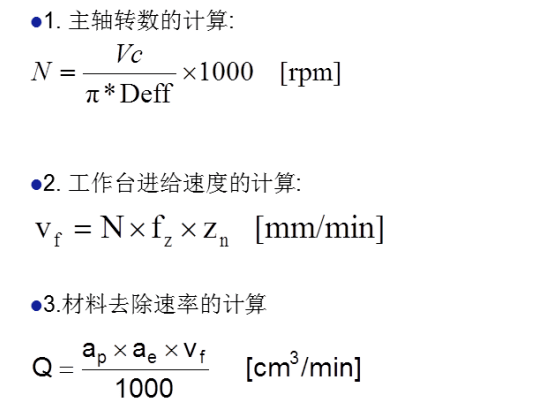
高速切削加工參數(shù)的計(jì)算方法
三項(xiàng)重要公式:
6 L H% n# _+ h5 d: i+ ~7 M
07
高速切削過程中的幾個(gè)重要術(shù)語和加工參數(shù)
1. 切削速度Vc
切削速度的定義:Vc=N*p*Deff/1000
Vc是指在特定刀具的情況下,,適合某工件材料高速加工的合適的切削速度值,,它是指刀具的線速度。
4 p. s% X8 p# O! F
如何正確設(shè)定切削速度Vc值:
- 由刀具供應(yīng)商提供,;
- 參考已有的實(shí)驗(yàn)數(shù)據(jù),;
- 通過大量切削實(shí)驗(yàn)建立自已的數(shù)據(jù)庫,。6 p, _, @4 C* L# Q
Vc值是正確設(shè)定其它切削參數(shù)的重要依據(jù)!
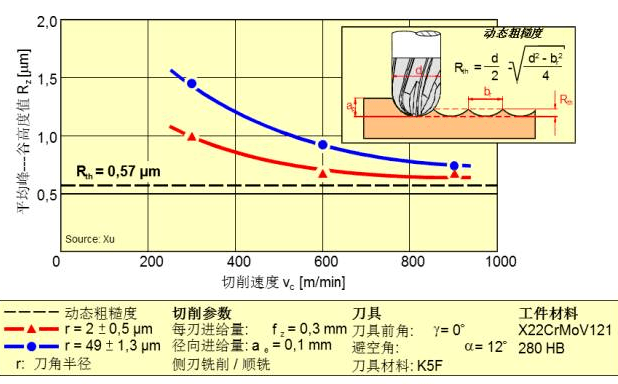
切削速度對表面粗糙度的影響:
. ~7 J# O$ V; a
不同切削速度下, 所產(chǎn)生的鐵屑顏色比較:
1 z( l+ z9 h- X# m. n/ K( X, @ O
8 u3 s2 @5 P" \5 v* d$ ?8 [3 a
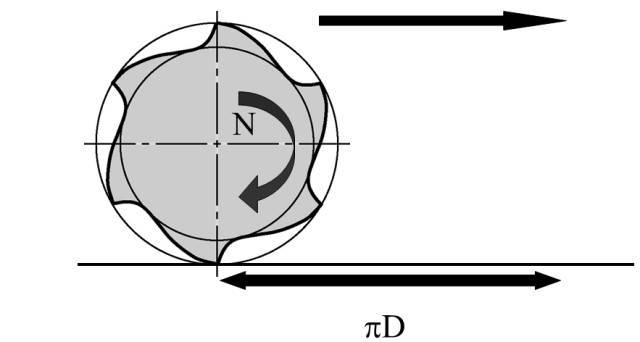
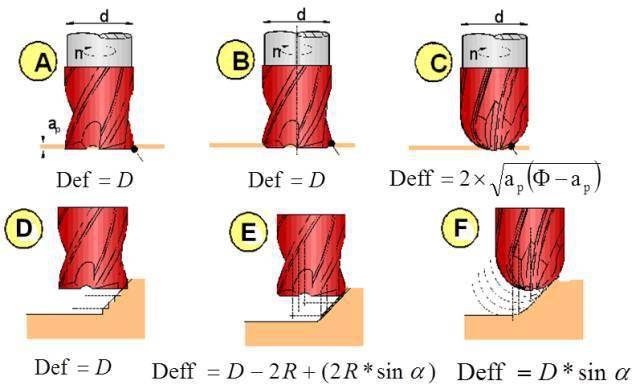
2.有效刀具直徑Deff
有效刀具直徑以及有效刀具直徑的計(jì)算,。
* j* V7 p3 a$ R
3 ~# ^$ K: T; r! c
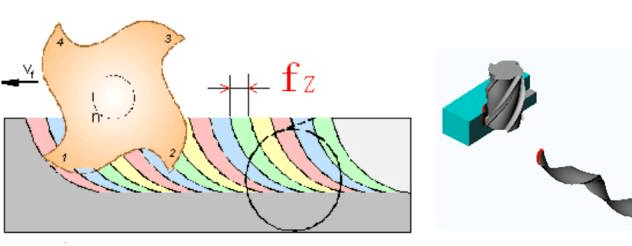
3.每刃進(jìn)給量fz
每刃進(jìn)給量的定義:
5 b& N3 c/ c/ k& u1 v% B
+ L! }$ X0 u2 `; _
如何正確設(shè)定刀具的每刃進(jìn)給量:
- 由切削刀具供應(yīng)商提供,;
- 參考別人研究所得的實(shí)驗(yàn)數(shù)據(jù);
- 通過大量切削實(shí)驗(yàn)獲得,。/ M. w3 ~2 F$ t3 F
每刃進(jìn)給量的設(shè)定正確與否, 對刀具所受切削載荷的合理分布有著極其重要的影響,。
/ G6 K0 I2 r0 I- D8 ?1 L N( r, z$ m
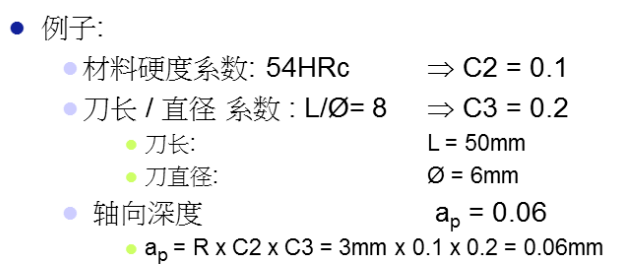
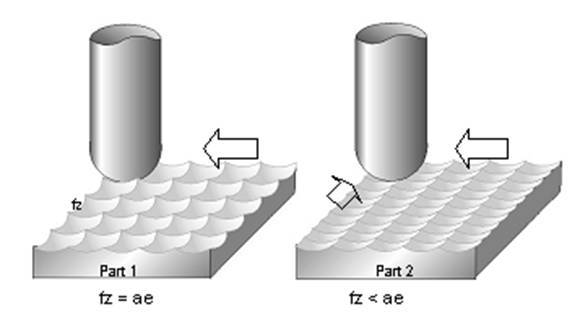
4.軸向及徑向進(jìn)給量ap& ae
軸向進(jìn)給量的計(jì)算:
! s5 }. v# j8 s5 P0 s3 n
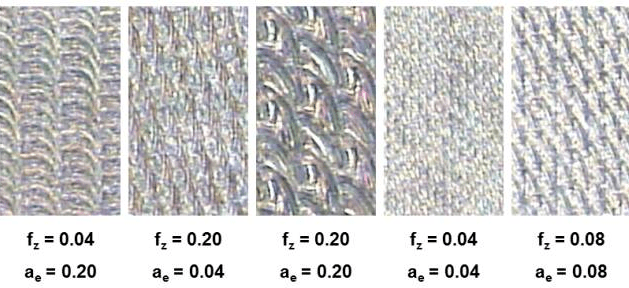
因應(yīng)主軸、刀具及材料,,會(huì)影響實(shí)際的結(jié)果,。
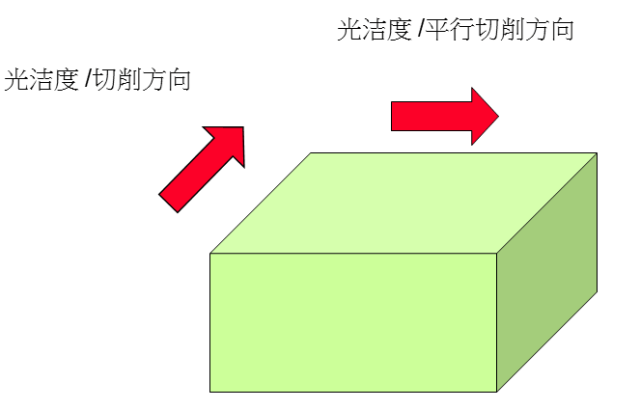
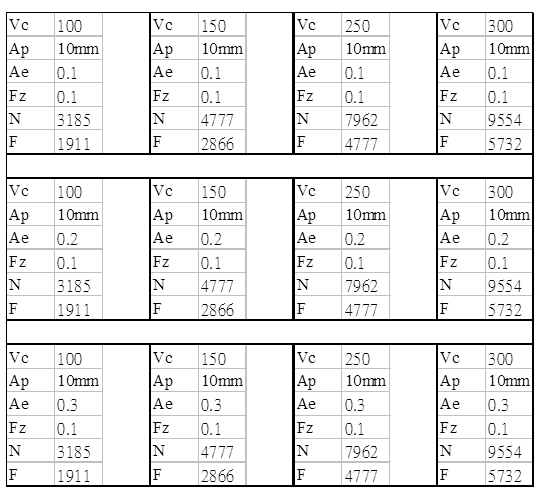
Ae及Fz對光潔度的影響▼
0 ^9 C1 `: e o) `7 A
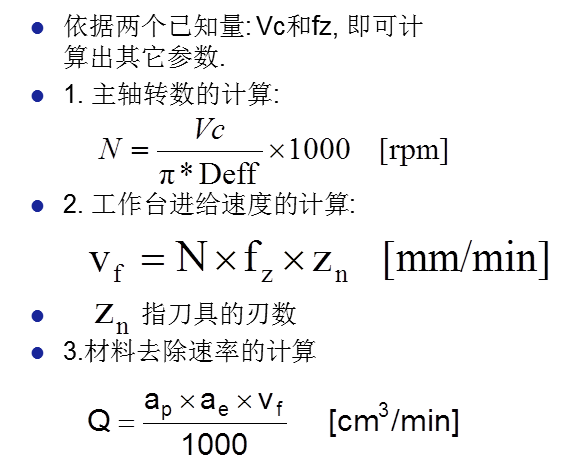
高速加工中,各切削參數(shù)的計(jì)算方法
! C* L* G# h* v! x, e
: u3 s8 C, M5 v6 ?; r, ]
08
加工參數(shù)的設(shè)定
(1)加工參數(shù)的設(shè)定原則
1)在高速加工過程中,必須對加工參數(shù)進(jìn)行優(yōu)化,,不可隨意設(shè)定,;
2)必須正確設(shè)定切削速度Vc值;
3)必須正確設(shè)定每刃進(jìn)給量fz,。
合理的取值既可將刀具的切削效能發(fā)揮至極限, 使刀具得到充分利用, 提高加工質(zhì)量和效率; 又不會(huì)影響 刀具的使用壽命, 從而達(dá)到節(jié)約成本, 實(shí)現(xiàn)真正高速加工的目的,。
* M4 A2 Q/ c [
(2)加工測試
測試刀具在切削S136的能力,本次實(shí)驗(yàn)的測試所使用的刀具如下:
1)直徑: 10mm
2)刃數(shù): 6
3)前角: -13 °
4)涂層: TiAlN
$ m# P) ?! ^5 F; W2 l0 y8 j) F. d
試驗(yàn)項(xiàng)目:
! h: ^" `0 M/ [0 w
結(jié)論:
1)當(dāng)Vc從150上升至250時(shí)嘈音明顯改善,;
2)不同Vc值有不同鐵屑顏色,,證明加工溫度不同;
3)Fz的改變,,亦會(huì)影響切削溫度,。
9 ?( i$ A; x1 Y1 a. }1 `
作者: 328Feng_328 時(shí)間: 2022-9-8 16:52
學(xué)習(xí)學(xué)習(xí)
作者: 追夢馬蟻 時(shí)間: 2022-9-8 18:49
感謝壇友的無私分享
作者: 爭鋒許三多 時(shí)間: 2022-10-11 21:07
學(xué)習(xí)了 感謝" ^0 x* l: J" {8 X1 R8 F
作者: chenggong789 時(shí)間: 2022-10-26 09:24
感謝分享 學(xué)習(xí)了
作者: 科式扣扣 時(shí)間: 2023-1-30 15:13
很好,感謝大佬整理* J, q0 z- F4 B: K/ T
. B" ?8 ]3 r, {# E
作者: 云樹繁花 時(shí)間: 2023-7-19 17:29
感謝您的無私分享
作者: 木頭不說話A 時(shí)間: 2023-8-30 23:35
學(xué)習(xí)
作者: 江南小紳 時(shí)間: 2023-9-30 01:29
學(xué)習(xí)
作者: chenggong789 時(shí)間: 2023-9-30 09:09
不錯(cuò)的教程 感謝分享 學(xué)習(xí)了
作者: 油泵JH 時(shí)間: 2023-11-9 17:49
感謝分享
作者: 神內(nèi)胡蘿卜汁 時(shí)間: 2024-1-30 14:20
感謝作者的無私精神2 n% i* W k( Z& L8 X. c: W7 A
作者: 328Feng_328 時(shí)間: 2024-2-2 16:49
定位
作者: 天成Y 時(shí)間: 2024-8-13 13:48
謝謝分享. d1 y5 g" i% b: i4 I
作者: 星空xzp 時(shí)間: 2024-8-30 03:02
感謝分享,,正需要補(bǔ)充一下知識點(diǎn)
作者: 看畫jh 時(shí)間: 2024-9-19 17:15
學(xué)習(xí)學(xué)習(xí)
: e9 n' u" t# P$ i$ H
作者: nnnb 時(shí)間: 2025-2-10 08:57
不錯(cuò)的教程 感謝分享
作者: 二號小玩家 時(shí)間: 2025-3-9 02:24
感謝
作者: 人民贏了嗎 時(shí)間: 2025-3-14 07:55
感謝大佬分享
9 s# x! _1 p, u: H+ @0 b8 K# o
| 歡迎光臨 機(jī)械社區(qū) (http://97307.cn/) |
Powered by Discuz! X3.4 |