�C(j��)�^(q��)
��(bi��o)�}: ģ�ߏS늻ӹ���Ҋ�`�^(q��)���� [��ӡ���]
����: һ����ǰ �r(sh��)�g: 2022-10-7 13:12
��(bi��o)�}: ģ�ߏS늻ӹ���Ҋ�`�^(q��)����
늻ӹ���ģ�������е�һ�N��Ҫ��ˇ����,��������ע��ģ�����и�����Ҫ,����ģ�߹��S��늻ӹ��h(hu��n)��(ji��)�д��ڵ�һЩ�`�^(q��)��������(hu��)��(d��o)�¼ӹ�����,������,��Ч�ʵ��_(d��)����Ҫ��,�����Ŀ��Y(ji��)��ģ�ߏS늻ӹ��ij�Ҋ�`�^(q��)��
5 H9 R, e$ I+ m/ K* l% ~: x+ E/ |+ P
0 B% Y- G2 u* W
01
��늘O����������,����(j��ng)�,�����ƫ��
ʹ��늘Oֱ���������ķ�������������|,�����|��֮�g���ɱ���ش��ڻ����ٵļ�(x��)��,�����|��Ҳ�����b�A�����`�������ֱ��Ӱ���߅,�����еľ��_��,��ʹ���@�N���������о��Ȳ���(w��n)��,�������l(f��)���^���ƫ��,��
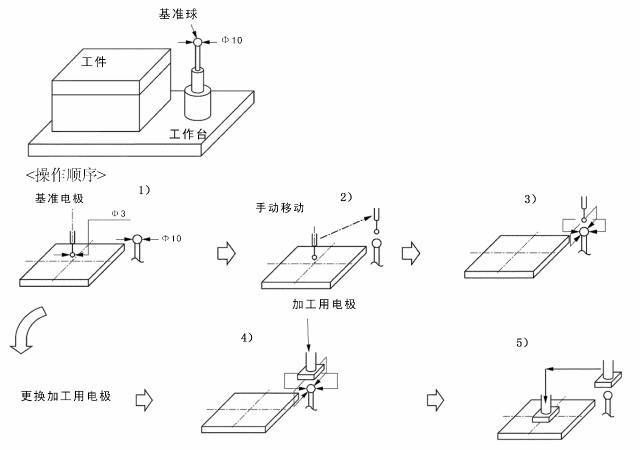
��(du��)�ڔ�(sh��)�ط�늙C(j��)�����]ʹ�û���(zh��n)����еķ���,���@��ģ�߹��S��늱�ķ���,��ͨ���������ǣ�
3 R R. c+ `3 I, e
1���b�A������
2���ڹ����_(t��i)�Ϸ�һ��(g��)����(zh��n)��,��
3�������S�^�ϰ��b�y�^,��
4��ʹ�Üy�^��(du��)�������У�
5��ʹ�Üy�^��(du��)����(zh��n)�����,��
6��ȡ�y�^,�����b늘O��
7��֮���늘O���nj�(du��)����(zh��n)���M(j��n)�з���
* L1 n; j* N; c% m9 E
1 h I7 j o9 s+ F2 o Y
���ڷ����^�̶����c(di��n)��(du��)�c(di��n)�ĸ�֪���|,������Ɍ�(sh��)�F(xi��n)��m��(j��)�ĸ߾��ȶ�λ����,�����⣬늘O�ֻ���(zh��n)����^���Ƅ�(d��ng)���x׃С,���ɳ�����ÙC(j��)�����г�,��Ч��Ҳ�õ�����ߡ�
��(d��ng)Ȼ,��������a(ch��n)��ˇ�����Ƶ�Ԓ,�������ڙC(j��)��ͨ�^������(bi��o)�y��늘Oƫ��,����ƫ�Ĕ�(sh��)ֵ��ݔ��늻C(j��)������늻C(j��)���Ͼ͟o���ٷ�����,�����Դ������ߙC(j��)���ļڄ�(d��ng)��,������늻ӹ������w���a(ch��n)Ч�ʡ�
& M$ ]. k3 Z1 f# u& n8 I" v
02
ǧƪһ���x��ͬһ�N늘O����
����(n��i)�����(sh��)ģ����I(y��)ʹ�����~����늘O����,�������Ч�ʼӹ��Ľ���,�����Ƿ�ȥ�����^ʯī늘O�ļӹ���(y��u)��(sh��)�����S���(hu��)���ε��J(r��n)��ʯī늘Oֻ�m���ڴ���ģ�ӹ����ߴּӹ�,����(sh��)��,���@�N�J(r��n)�R(sh��)��Ƭ��Ļ���߀ͣ���ڂ��y(t��ng)����ģ�^�
��(d��ng)ǰԽ��Խ���ģ����I(y��),���_ʼʹ��ʯī늘O������ȿs��ģ����������,����?y��n)�oՓ�����늘O߀�Ƿ�늼ӹ����^�̣����ܴ���������ӹ�Ч��,���@��ʯī늘O���@����(y��u)��(sh��),�����⣬ʯī����늘O�����p,��խ�p�ӹ�������׃��,��CNC����]��ë�̣����O(sh��)Ӌ(j��)���w늘O��p��늘O��(sh��)Ŀ�ȵ�,��������w�F(xi��n)��ʯī���ϵă�(y��u)��(sh��),����(d��ng)Ȼ�ˣ���Ҫ��Ra0.4��m���µľ���(x��)����ӹ�,��ʯī�ӹ��Ͳ�̫���m��,��
��(du��)����(x��)ӹ���Ҫ��O�͵�늘O�p��,���@�r(sh��)���б�Ҫ�x�Ã�(y��u)�|(zh��)�����~늘O�����t�~늘O,����(du��)�ڸ߸���ֵ����ķ�늼ӹ���ʹ�Ãr(ji��)������F���~�u�Ͻ��ܫ@�ø�С��늘O�p��,�������ڼӹ�Ӳ�|(zh��)�Ͻ����,��
9 r, d" _4 A' ?- k* R
03
늘O��λ����ƫС������Ƚ����˼ӹ�Ч��
�����I(y��)���Ǐ�ʹ�Â��y(t��ng)��늙C(j��)����(j��)����(sh��)�ط�늙C(j��),�����ٹ��S��ʹ�Ô�(sh��)�ط�늙C(j��)�r(sh��),��늘O��λ��ˇ��Ȼ���Ղ��y(t��ng)��늙C(j��)������ּӹ�늘O��λȡ��߅0.15mm,�����ӹ�늘Oȡ��߅0.05mm,��
ƫС��늘O��λ����������˔�(sh��)�ط�늙C(j��)����ʹ�ø����������M(j��n)�и��ټӹ�����(sh��)�ϣ��ڸ�������ӹ���,��ֻ��ͨ�^ƽ��(d��ng)�ӹ����ɿ�������ǻ��(c��)��,���@�nj�(sh��)�F(xi��n)��늱��桢Ч��,������ָ��(bi��o)����Ч���Ĺ�ˇ����,���@���ṩһ��(g��)��������(sh��)�ط�늙C(j��)�Ĵּӹ�늘O��λȡ��߅0.3~0.15mm,�����ӹ�늘Oȡ��߅0.15~0.05mm����Ҫ���շ����e�c�ӹ���,������e���S����r��,���M���܌���λ����һЩ���ɫ@�������Ǹ��_(d��)�ױ��ļӹ�Ч��,��
. d/ c. g2 ]4 M$ Q
04
��Ȼ��ʹ���ք�(d��ng)�A�^���b,���{(di��o)��늘O
��I(y��)���ڌ�(sh��)�����߳ɱ��Ŀ��]��ʹ�Â��y(t��ng)���ք�(d��ng)�A�^���b,���{(di��o)��늘O,���@�N�������Ό�(sh��)�ã����ձ�ʹ��,����һЩ��I(y��)ُ�I�ˎ�ʮ�f�Ĕ�(sh��)�ط�늙C(j��),����Ȼ��ʹ���ք�(d��ng)�A�^��
ʹ�Â��y(t��ng)���ք�(d��ng)�A�^,���C(j��)���Č�(sh��)�H�����ʲ�����,���ڲ��ܝM�����a(ch��n)Ч�ܵ���r��ֻ�ܻ�������Y��Ͷ�Y���ӷ�늙C(j��)������(sh��)��,�����R����ð�,����(sh��)�ؙC(j��)��(y��ng)������3R�����b�A��λ�A�ߣ�����ʡȥ�˹�������^��,���p���˙C(j��)���l���Ĵ��C(j��),����������a(ch��n)Ч�ܡ�
, T. o4 y9 [4 F% b' a- r
05
�ā����Â�(c��)���cб����
��(sh��)�ط�늙C(j��)�Ɍ�(sh��)�F(xi��n)��(c��)��,��б��,�����S(li��n)��(d��ng)�ӹ���������һЩע��ģ�ij���肼�,�������б��^��,������zλ���@Щ��λ�ͺ��m�ς�(c��)��,��
�����������ӹ���ʣ�µĵ���R��,���DZ��^��Ҋ�ļӹ���ͣ��������X,��Y,��Z���S(li��n)��(d��ng)�ķ���,����б��ӹ����ɱ�����ӹ���λ��eС���l(f��)����늲���(w��n)��,��늘O�ֲ��p�ĵĬF(xi��n)��,��
ģ���ϵ�б���ڼӹ����ܶ�S����ͨ�^��ģ�ߔ[б������Z-��ֱ�ӹ���,����(sh��)�H��,������ʹ�Ô�(sh��)��늻C(j��)����б���܁���ɣ��O(sh��)�����c(di��n),���K�c(di��n)���Ɍ�(sh��)�F(xi��n)б���ڵļӹ�,����Ҫ���O(sh��)Ӌ(j��)늘O�ĕr(sh��)���Ҫ����б��ķ����O(sh��)Ӌ(j��)늘O��
�еĹ��S�����˸߶˵Ĕ�(sh��)��늻C(j��)��,���C(j��)��Ҳ����C�S,�����ڼӹ�ģ��肼���ţ�ǝ��ڕr(sh��)������(hu��)ʹ��C�S����,�����ˌ�(sh��)�F(xi��n)ţ�ǝ��ڵļӹ�߀�nj�肼��ֳ�2����M(j��n)���ƴ,����(sh��)�H��ʹ��C�S���ŷ��ӹ�������ɡ�
5 j" G1 ?3 ]/ J4 ?# ~$ i1 C
06
����e�ĸ߹❍�ȼӹ��y���_(d��)��Ҫ��
�����˾��ģ�߷�늼ӹ������ڴ���e��30ƽ���������ϣ����,�����ұ��涼Ҫ����VDI18����,��Ҫ�����һ�µĻy�������ҕ�b�������ǻ,����ô��늼ӹ�����һ��(g��)�^ʹ�Ć��},����(j��ng)����(hu��)���˼y����������(f��)��(f��)���������ӹ�Ч��Ҳ�ܵ�,��
�����������늼ӹ�����e,������ǻ�ģ�ߣ���(y��ng)���]ʹ�û�ۼӹ����g(sh��),���ɴ������ӹ�Ч��,�������@�ô���e�ľ���(x��)�y�������R�档
% b+ g) Z' {; |" V
07
�����_�ķ�늼ӹ�����Ʒ�|(zh��)����
һЩģ����I(y��),�������ģ��Ҫ���Ǻܸ�,����늲�λ������Ҫ���m(x��)�M(j��n)�В���̎�����������ķ�늅s����VDI18�����������R��ӹ���Ҫ��,����ͬ�r(sh��)���ڱ�Թ����ٶ�̫��,�����ځ�������
���S��(y��ng)����(j��)ģ�߲�ͬ��Ҫ������_���Ʒ�늱���Ʒ�|(zh��),���������늵ă�(y��u)�ȼ�(j��)��Ч��߀��Ʒ�|(zh��),����(du��)�ڴ����(sh��)���m(x��)Ҫ�M(j��n)�В���̎���ļӹ���λ����늼ӹ��_(d��)��VDI22�����ϼ��ɣ���(du��)�ڼ�(x��)�IJ�λ,������⒁��׃�ο��Լӹ�����(x��)Щ,���@����Ҫ��(qi��ng)�{(di��o)���ǣ�����VDI22���µĸ�Ʒ�|(zh��)�������Ҫ��r(sh��),����늕r(sh��)�g��(hu��)���������,��ͬ�r(sh��)늘O�p��Ҳ��(hu��)���ӡ�
& e% _( f6 J7 u; g% B6 j; w7 I0 U9 C
08
�R���늼ӹ��`�^(q��)
��(du��)�ڛ]�н��|�^�R���늼ӹ���ģ�߹��S,����(du��)�@�T���g(sh��)��(hu��)�H���dȤ,�����z�����ǣ�����ȱ����(sh��)�`��(j��ng)�(y��n),��������һЩ�����_���J(r��n)֪,��������(d��o)�¼ӹ�ʧ���İ�����
��(sh��)��,����(du��)�ڔ�(sh��)�ط�늙C(j��)���f,����(sh��)�F(xi��n)�R��ӹ������y,���ܷ�(sh��)�F(xi��n)��Ʒ�|(zh��)���R��Ч��,�����x�õļӹ�����(sh��)�⣬��ܴ�̶�ȡ�Q�ڹ�������,��ijЩ������SKD11,��DC53����ðS136�ǟoՓ���Ҳ�_(d��)�����õ��R��Ч��,�����һ��Ҫ�Д������?z��ng)Q���M(j��n)���R����,����t���ܕ�(hu��)���M(f��i)�r(sh��)�g���_(d��)����Ҫ����ߌ�(d��o)�·���(f��)������
�R��ӹ�����Ҫ��(j��ng)�(y��n)�Ǖr(sh��)�g�Ŀ���,��������e,����(y��ng)ԓ�O(sh��)�����ٕr(sh��)�g���н�(j��ng)�(y��n)�Ď������`��،�(sh��)�F(xi��n)��Ч�ʵ��R�����a(ch��n),��
����: ���� �r(sh��)�g: 2023-1-7 13:46
�І��l(f��),���@�������@߅Ҳ�nj�(d��o)����Ұ��늣�Ҳ����������
| �gӭ���R �C(j��)е��^(q��) (http://97307.cn/) |
Powered by Discuz! X3.4 |