�C�^(q��)
���}: �Cе�ӹ�����ӵĮa(ch��n)���C���Լ����δ�ʩ [��ӡ���]
����: һ����ǰ �r�g: 2022-10-17 09:43
���}: �Cе�ӹ�����ӵĮa(ch��n)���C���Լ����δ�ʩ
һ���Cе�ӹ��^������ӵ�Σ����ӕ��ڹ����ӹ�������F(xi��n)��y,�������˹����ļӹ����Ⱥͱ����|��,�����l��ӕr���a(ch��n)������,��
��ӕ����߱��дF(xi��n)���ٵ���ɰ݆��ĥ�p,��
���ʹ�C���A���B�Ӳ����Ʉ�,��Ӱ��\�Ӹ��Ĺ�������,�������C����ʧ����,��
�a(ch��n)������Ⱦ,��Σ�������߽���,��
Ӱ����a(ch��n)Ч�ʣ�
# C- }) B1 e; N ?! Z' ^/ ~6 a
! i+ [. D m) `7 D3 S
��,���Cе�ӹ��^������ӵ�����Cе�ӹ��^������ӵ���ͣ��������,��������ӡ��Լ����,��
! d, E: c1 `; A: l% m& [
8 O: g2 A- c( y4 }
1.�������
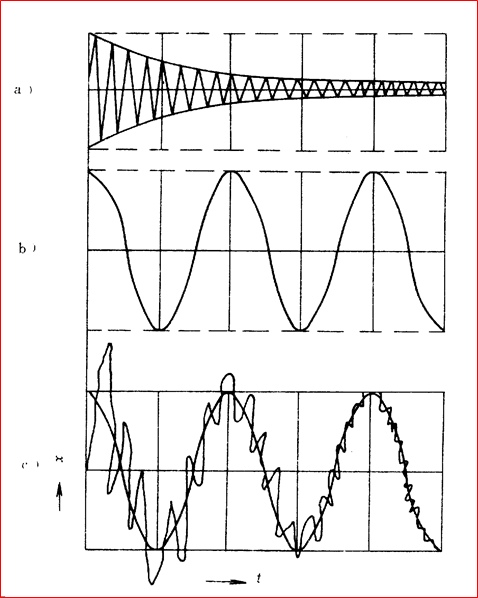
��ˇϵ�y(t��ng)�ܵ���ʼ�ɔ_�����Ɖ�����ƽ���B(t��i)��,��ϵ�y(t��ng)�H�����Ի֏������S�ֵ���ӷQ��������ӡ�����ϵ�y(t��ng)�д�������,��������ӌ���u˥��,�����ӹ�Ӱ푲���
+ N& n9 C1 g* q# E3 \3 \
2.�������
�ɷ�(w��n)������������Եĸɔ_��������������������,��
������֮��,�����S�r�g׃����λ��,���ٶȺͼ��ٶȣ�Ҳ���Լ���ϵ�y(t��ng)�����,��
���������Դ���C�⣫�C��(n��i),��
& {: [8 P, R0 Q
�C�⣺�����C������N,����܇,����܇��ͨ�^�ػ�����ӂ��o�C��
�C��(n��i)��
1�����D�㲿���|���IJ�ƽ�⣨���D������|��ƫ�ģ�
2���C�����Ӽ��������`���ȱ�ݣ����X݆���ϕr�ě_����Ƥ��݆�A���`�Ƥ����Ȳ�������ď���׃��,���L���S�е���Ȧ�͝L�ӳߴ缰�Π��`�
3�������^���еě_���������Ͳ����ě_��,��Һ������ϵ�y(t��ng)�ĉ����}�ӣ����m(x��)�����r�ě_����ӣ�
* y5 ~8 p8 Q+ ~. @9 D5 q W b y
������ӵ�������
�l���������c�ɔ_�����l����ͬ,�����Ǹɔ_���l��������(sh��)
��ֵ�������c�ɔ_����ֵ,����ˇϵ�y(t��ng)�ӑB(t��i)�������P�����ɔ_���l�ʽӽ�����ڹ�ˇϵ�y(t��ng)ijһ�����l�ʕr,���a(ch��n)������
����������������λ�Ƶ�׃������λ�Ϝ���ɔ_��һ���ս�,����ֵ�cϵ�y(t��ng)�ĄӑB(t��i)���Լ��ɔ_���l�����P
4 ?. E; o& B7 t6 O
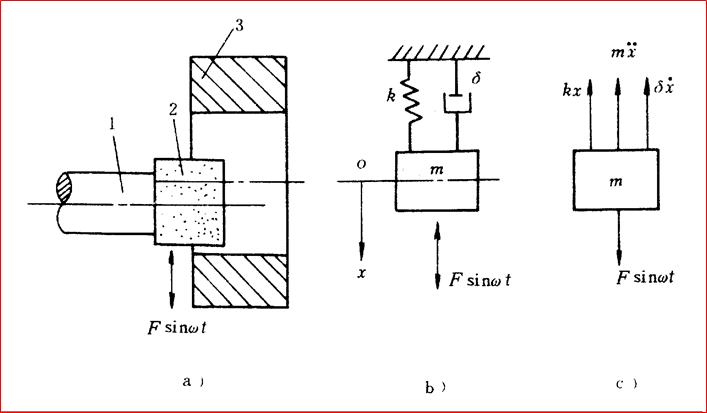
������ӵ��\�ӷ��̣�
. |. y+ J9 J& X2 C% G% L9 l
�Dʾ����(n��i)�Aĥ�����ϵ�y(t��ng)
a) ģ��ʾ��D b�������Wģ��c�������D
1 b5 L7 j* s" w5 w$ A/ I
3.�Լ����
�ڛ]������������(�����������^��)�����£���ϵ�y(t��ng)��(n��i)�����l(f��)�����a(ch��n)�������������,��
�Լ�����^�̿��Â��f����(sh��)�����f��,��
�����^�̱���������ij�N��׃������,�������ϵ�y(t��ng)��ͨ�^�@�N����׃�����IJ��߂佻׃���Ե���Դ�������Եī@���a������,���Ķ��S��ס�@�����,�����\��һֹͣ���t�@�N������������׃�����������a���^��Ҳ������ֹͣ,����ˇϵ�y(t��ng)�оS���Լ���ӵ��������ԙC��늄әC,��늄әC���˹��o�г���м�������⣬߀ͨ�^�����^�̰�����ݔ�o���ϵ�y(t��ng),��ʹ��ˇϵ�y(t��ng)�a(ch��n)������\��,��
4 \/ q3 c, P/ }: L: X
8 L, D& U' ]- W2 n) b1 C
�Լ���ӵ�������
�Cе�ӹ��е��Լ�������ڛ]������������(�����������^�̶���)�ɔ_�����a(ch��n)��������\�ӣ��@һ�c�c���������ԭ�t�^(q��)�e,��
�Լ���ӵ��l�ʽӽ���ϵ�y(t��ng)��ijһ�����l��,�������f������l��ȡ�Q�����ϵ�y(t��ng)�Ĺ�������,���@һ�c�c������Ӹ�����ͬ,��������ӵ��l��ȡ�Q�����ɔ_�����l�ʣ�
�Լ������һ�N��˥�p�����,������^�̱���������ij�N��˥�p��������׃��,�������ϵ�y(t��ng)��ͨ�^�@�N����׃�����IJ��߂佻׃���Ե���Դ�������Եī@���a������,���Ķ��S��ס�@�����,��
�Լ���������ϵ�y(t��ng)���텢��(sh��)�Q�����c��������@����ͬ,������������������Ì�Ѹ��˥�p,�����Լ���Ӳ�����������ڶ�˥�p��
�Լ�����ܷ�a(ch��n)��������Ĵ�Сȡ�Q�����ϵ�y(t��ng)��ÿһ�����ڃ�(n��i)�@�ú����ĵ�����������r,��
) _. k1 ^. ]. ]5 s# y
' F. _6 A4 B: a+ m4 i
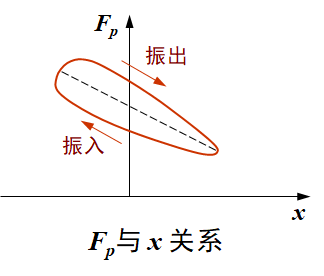
�a(ch��n)���Լ���ӵėl��
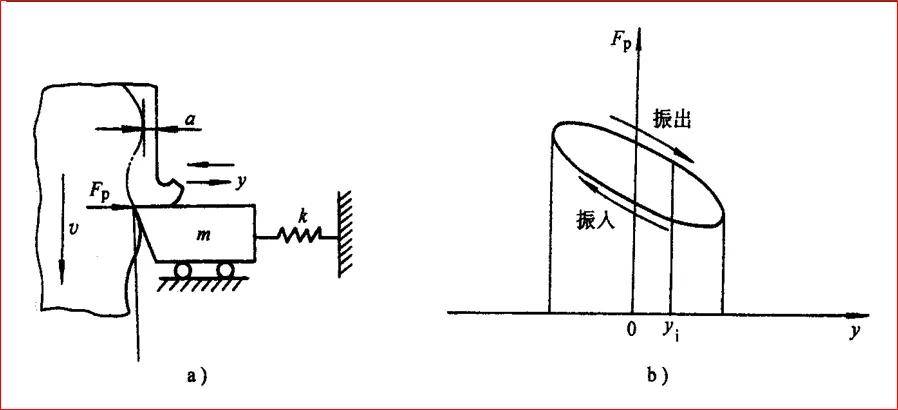
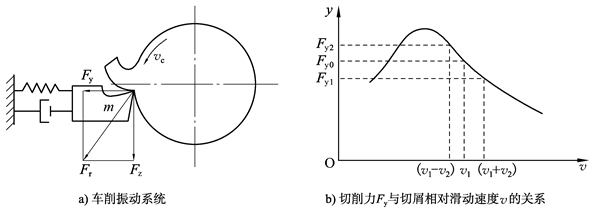
��D��ʾ������ɶșCе�ӹ����ģ��,���O����ϵ�y(t��ng)��^�����w�����ϵ�y(t��ng)�c�������B,����ֻ��y�����������ɶ����,��
�ڱ�����Fp�����£�����������,���г��\�ӣ���ӣ�,��
�������ϵ�y(t��ng)ͬ�r߀��F�������������档yԽ��,��F(xi��n)��ҲԽ��,����Fp=F���r�����ܵ����ֹͣ,��
���������ϵ�y(t��ng)����,��������Fp������,��F(xi��n)p�����ϵ�y(t��ng)������D��ʾ��
��������,�����\�ӷ����c�����������෴,����ؓ���������ϵ�y(t��ng)Ҫ��������W����,��
�����г�,�����\�ӷ����c������������ͬ��������,�������ϵ�y(t��ng)Ҫ��������W���,��
# M( [" B3 z, B# E& v/ K# c
�Dʾ�������ɶșCе�ӹ����ģ��
a�� ���ģ�� b�� ���cλ�Ƶ��Pϵ�D
a5 k# I( c8 _) f" {
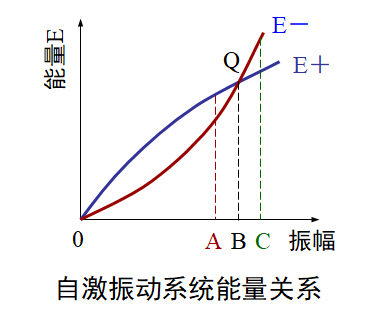
- ��W���<W����r�����ڵ������ϵ�y(t��ng)���յ�����С�����ĵ�����,���ʲ����a(ch��n)���Լ���ӡ�
- ��W���=W����r,�����H�Cе�ӹ�ϵ�y(t��ng)�д�������,������ϵ�y(t��ng)�������^���У���˷�����߀����������WĦ�裨���룩,���ʵ������ϵ�y(t��ng)ÿ���һ��,������ϵ�y(t��ng)����pʧһ�������������,������ϵ�y(t��ng)Ҳ�������Լ���Ӯa(ch��n)��,��
- ��W���>W����r���������ϵ�y(t��ng)���г��m(x��)���Լ���Ӯa(ch��n)��,��
) d% y/ K9 G: _, k% }' O7 o
���N��r��
- W���=W����+ WĦ�裨���룩�r,��ϵ�y(t��ng)�з�(w��n)�����Լ���ӣ�
- W�����W(w��ng)����+WĦ�裨���룩�r,��ϵ�y(t��ng)������f�����Լ����,����һ���̶ȣ�ϵ�y(t��ng)�з�(w��n)�����Լ����,��
- W�����W����+WĦ�裨���룩�r,��ϵ�y(t��ng)������f�p���Լ�
3 T/ l3 O: r, C5 O
��ӣ���һ���̶�,��ϵ�y(t��ng)�з�(w��n)�����Լ����,��
{" c g6 F& J$ M
�����ϵ�y(t��ng)�a(ch��n)���Լ���ӵĻ����l���ǣ�
W���>W���� �� FP���>FP����
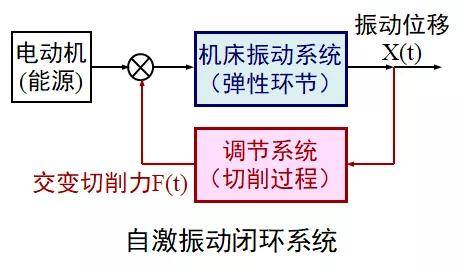
�Լ���ӵ�����ԭ��
��D��ʾ��܇��ֻ���M���M�o,��
�ڷ�(w��n)���������^����,������ϵ�y(t��ng)����ϵ�Ӳ�c���ӹ�����������,��������ԭ��ě_����,���ܵ�żȻ�Ĕ_��,������ϵ�y(t��ng)��ˮa(ch��n)����һ��������ӣ����ڱ��ӹ�����������������y,��
: T# Z* h Q" t; f8 Q
�Dʾ���������������r�������Įa(ch��n)��
$ k1 g6 `2 l0 {4 x0 q/ F. {
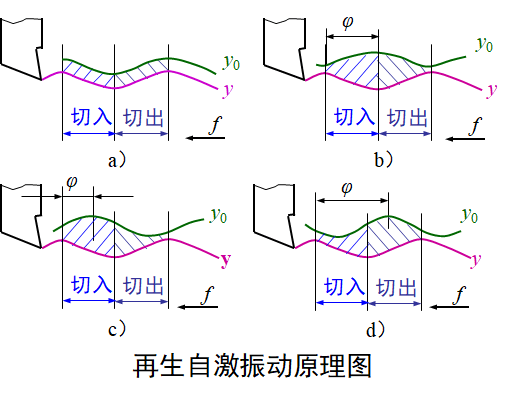
�������D�^һ�D��,������Ҫ��������y�ı�������������������Ȱl(f��)����׃��,�����������������������Ե�׃��,���a(ch��n)���ӑB(t��i)��������
���@�N����������ȵ�׃����������Լ����,���Q�� ���������,��
& L, W+ i' k1 ]* L
�����Լ���ӵĮa(ch��n)���l��
�D�оG����ʾǰһ�D�����Ĺ���������y���t����ʾ��һ�D�����ı���,��
: _1 U. \3 R- z8 c9 d; n, {* e
6 w8 h1 }; q3 s6 H/ t- c
a��ǰ����D����y�]����λ���=0��
b��ǰ����D����y��λ����=��
c����һ�D����y��λ��ǰ�Dc
d����һ�D����y��λ����Dd
�D��a��b��c��ϵ�y(t��ng)�o�����@��,��d���˕r�г�������������е�ƽ��������ȴ��г��r�����������������@����������������r����ؓ��,��ϵ�y(t��ng)�������@��,���a(ch��n)���Լ���ӡ�
�YՓ�������������,��ֻ�Ю���һ�D����y����λ������ǰһ�D��y�r���п��ܮa(ch��n)���������,��
& M( [/ I" V$ A! [ D( T0 c
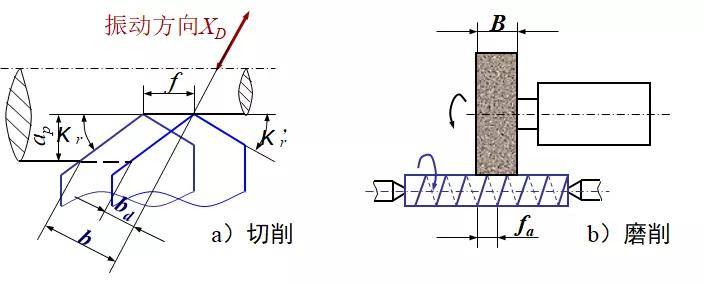
�ص�ϵ��(sh��)����������Ӱ�
�ڿv��������ĥ����������r����һ���ߵ�(�M�o)��ǰһ���ߵ����M�o�������в����دB,�����ص�����,���t���ܰl(f��)���������
�ص�ϵ��(sh��)��ǰһ���ߵ����������γɵIJ��y�挒�������^�ĺ�һ���ߵ�����Ч��������ռ�ı���,���æ̱�ʾ,��
7 R8 `' n$ ? e8 `2 M6 d2 a( Y" I& A
' F; D" n; o, z8 ~& v/ f* A
ʽ�� bd���� ��Ч�������ȣ��������������H�е��ϴ�����������y�ڴ�ֱ����ӷ���ͶӰ����,��
b���� ���������ڴ�ֱ����ӷ����ϵ���������,��
B, fa ����ɰ݆�����c�S���M�o����
һ��0���̣�1,���S�������r,��0���̣�1
�������루ǰ��ɴ��ߵ���ȫ�دB�r����=1�����вۡ��@,����㊵ȣ�
܇�����ݼy,����=0���o�ص�����,�������ܰl(f��)���������,��
�ڽ��������^���У����O�ٔ�(sh��)��r�⣬���߿��Dz��ֵػ���ȫ���ڎ��в��y�ı������M��������,��
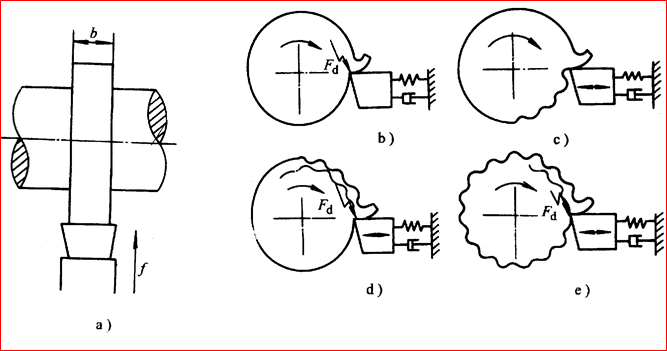
�������ԭ����
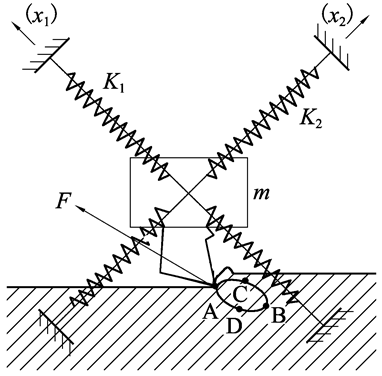
���ϵ�y(t��ng)���H�϶��Ƕ����ɶȵ�,����D��һ�������ɶ����ϵ�y(t��ng)ʾ��D�������]����Ч��,����?sh��)���ϵ�y(t��ng)�a(ch��n)���˽��l�ʞ�ص����,���t���܌���x1��x2�ɂ�������ͬ�r��ӣ�������ӵ�܉�Eһ���E�A�εķ��]����A��C��B��D��A,��
6 c1 y4 b/ [$ A! h2 f4 _& l6 W
3 y* a# D% u% @) K- A1 C- a
�Լ���ӵĮa(ch��n)���l����
��k1=k2,��x1�cx2�o��λ��, ܉�E��ֱ�����o����ݔ��
��k1��k2,��x1��ǰx2,��܉�EA��D��B��C��A��һ�E�A����������ڃ�(n��i)��ƽ��������ȱ��г������ڃ�(n��i)�Ĵ�,��ϵ�y(t��ng)�o����ݔ��
��k1��k2,��x1������x2��܉�E��һ형rᘷ���E�A,������A��C��B��D��A,���˕r����������ڃ�(n��i)��ƽ��������ȱ��г������ڃ�(n��i)��С,���������@�ã�����܉�S��,��
, X7 U: w! T) x8 G2 y6 t
ؓĦ��ԭ��
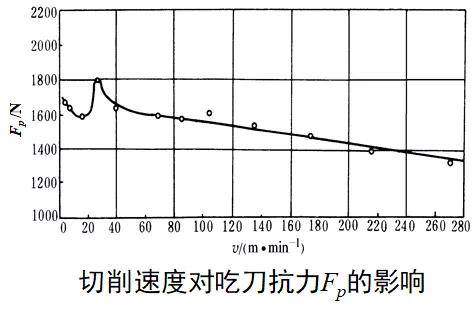
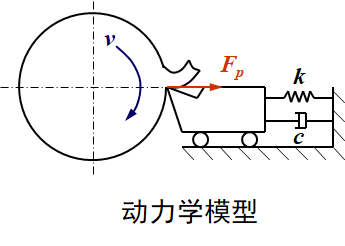
�������Բ��ϕr,���Ե�����Fp��ijһ�ٶ��_ʼ�S�����ٶ����Ӷ��½����ڴ˅^(q��)��,���O�������Լ����,��
# {- `, R" M$ F
- H9 @' p2 ^0 B" }$ j+ r! ^. [
Fp��Ҫȡ�Q����м�c���������\�����a(ch��n)����Ħ�����������^���������,����������������ٶȸߡ�FpС���������������������ؓ��С���г���������������������,��ϵ�y(t��ng)������ݔ�룬��ӾS��
7 K! b# t5 b& P& d( }
* ]4 ~* q, I0 L! s' T
Fp��Ҫ��Ħ������,���ʌ������ٶ����ߌ���Ħ�����½������ԷQ��ؓĦ������,��
����������ԭ��
���ڴ��ڑT�Ժ����ᣬ�����ڵ����ϵ����������������ϵ�y(t��ng)�\��,��
�����^�̌��H�������С�����xֵ��FpС���������������������ؓ��С���г���������������������,��ϵ�y(t��ng)������ݔ�룬��ӾS��,��
4 A# k) R- S# c+ q
$ _+ V, h% u& U7 b) q
����������������,���ʷQ����������
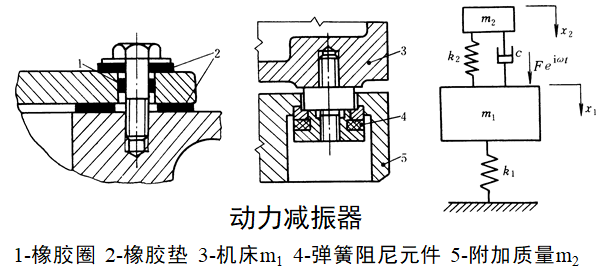
�����Cе�ӹ��^������ӵķ��δ�ʩ1.������p���a(ch��n)��������ӵėl��
�pС�C��(n��i)�ɔ_���ķ�ֵ
����Դ��������Һ��ϵ�y(t��ng)���c�C�����w���x,��
�C���и��ٻ��D������M���oƽ��̈́�ƽ��,��
����D�Ӽ���������b�侫�ȣ�����Ì���Ӻ̈́�ƽ�ⲻ���еĸ�������������X݆,���Ԝp�ه�������ɵ����,��
���������\�Ӳ������Pע���|��,���ٶȼ��Q��C��,��
2 k+ q; t# ?0 e7 n* F% R" L
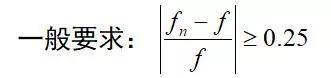
�{(di��o)����Դ���l�ʣ�
�{(di��o)���������D�٣�ʹ�������l��ƫ�x��ˇϵ�y(t��ng)�Ĺ����l��,��
" h( s$ E3 w r' m- l
1 ^2 X1 L, P3 @9 T
ʽ�� f �� fn�քe����Դ�l�ʺ�ϵ�y(t��ng)�����l��,��
����
���Ӹ�����ֹ�C�����ͨ�^�ػ����
���Ӹ�����ֹ�C��ɔ_��ͨ�^�ػ����o�C��
���ø����������Ƥ�����ُ���,���՚⏗��,����ĭ���z��ܛľ,���V����,��ľм�ȡ�
% [6 k, R9 d" j+ n
��߹�ˇϵ�y(t��ng)�Ą��Ⱥ�����
���ù��и��㲿��֮�g�Ľ��|����,�������Ӹ��N�����g���B�ӄ���,��
���ø����ܣ��s�̹������b�A�r�đ����L�ȵȷ��������ӹ�ˇϵ�y(t��ng)�Ą���,��
���Üp���b��
������ĸ����������a(ch��n)����ӵėl��,���ֲ�����Ч����߹�ˇϵ�y(t��ng)�ĄӑB(t��i)���ԣ��ɲ�������p���b��,��
6 N- {+ U7 s" b o; t' Y: t
2.������p���a(ch��n)���Լ���ӵėl��
�pС������ĥ���r���دBϵ��(sh��)
�pС�دBϵ��(sh��)������������ƫ��,�������M�o��
�����x����������
V=30��70m/min�������
f��������������CRa�r��f��
�����������,����������Ҳ����,������������x��������ȕrһ��Ҫ���]�������Ȍ���ӵ�Ӱ�
9 `3 a& |6 O; q% P3 ]5 u
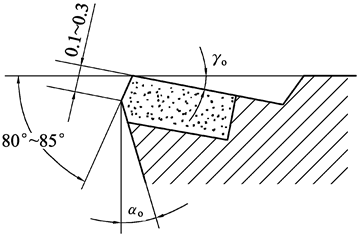
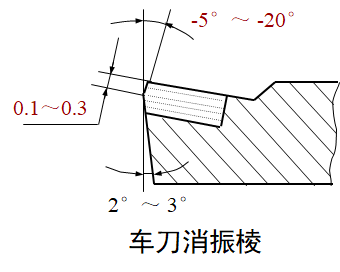
�����x�߅���(sh��)
ǰ��,����ƫ�ǡ��������
��ǡ��������,����̫С�r�������
�m��?sh��)�����ǰ�ǡ���ƫ��,���ܜpСFy,���Ķ��pС��ӡ���ƫ������,���t��ֱ�ڼӹ����淽������������pС,���ʲ��a(ch��n)������,��
# S1 R) e5 a7 B2 _( s
9 J: y, m; {2 X8 @* L
�����ӹ���������������^С������^С�r,�����в��������빤��,����ʹ���ߺ����c�ӹ������g��Ħ���ӄ�������������������,��ͨ���ڵ��ߵ���������ĥ��һ�κ�Ǟ�ؓ��խ����,����D��ʾ���@�ӿ��������ͺ���֮�g��Ħ������,���ܺõĜp��Ч��,��
1 D* q2 r' l% ~; G. F+ f
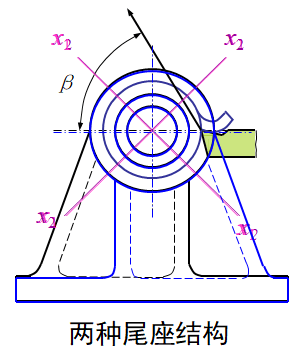
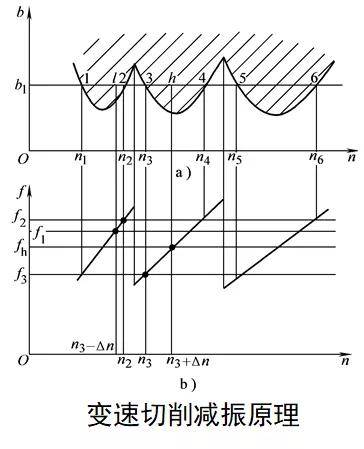
�{(di��o)�����ϵ�y(t��ng)С�������S��λ��
������������
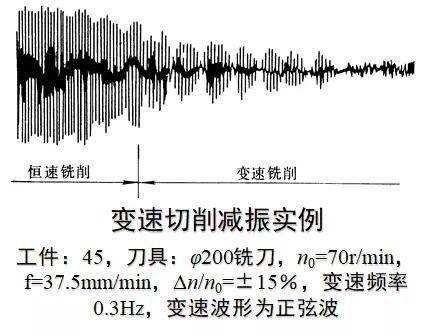
����׃�ټӹ�
( B; j% R+ j5 K& v& r6 ~
��������������ڹ�ˇϵ�y(t��ng)�����^�õĈ���,��
�����^���ڲ���(w��n)���^(q��)�c�l����(w��n)���^(q��)�����M��,��
�ӹ�ϵ�y(t��ng)����l���S���S�D��׃�Ӷ�׃�ӣ������푑���׃�l�����˲�r푑�,���c���l���ҪС,��
. u/ U- W3 s* b \( v; f) u7 j/ z# |
6 R# K9 W0 ?4 h& K
3.���ƹ�ˇϵ�y(t��ng)�ӑB(t��i)����
��߹�ˇϵ�y(t��ng)���ȣ�
����ˇϵ�y(t��ng)����,��
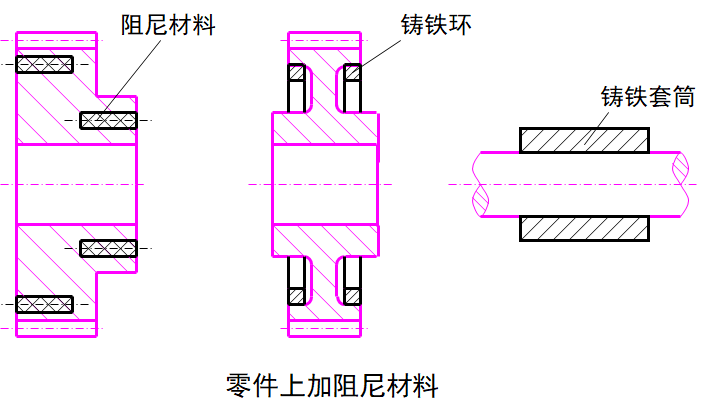
4.���Üp���b��
�����p����
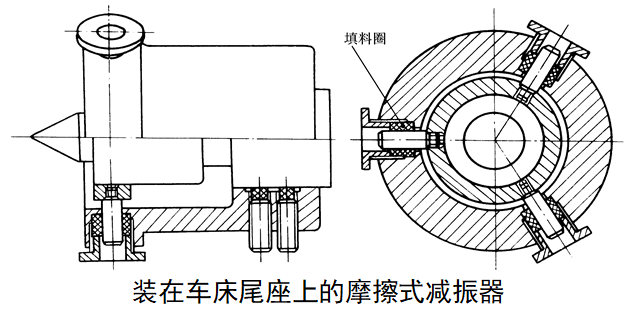
Ħ��ʽ�p����
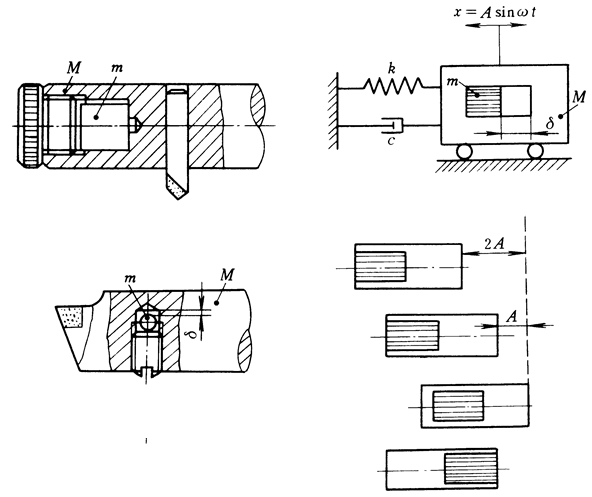
�_��ʽ�p����
ʽ�� T��������wM ���������
A��������wM �����
( s9 M6 k; ~/ L) G: r
9 S S) Q, g, U7 n2 Q
����: longyucanghai �r�g: 2022-10-17 11:05
�Ö|��
����: dtltc123 �r�g: 2022-10-18 11:04
�W��һ��
����: ���~523 �r�g: 2022-10-24 19:06
3 V- t+ t: X. u�W��һ��
| �gӭ���R �Cе��^(q��) (http://97307.cn/) |
Powered by Discuz! X3.4 |