機(jī)械社區(qū)
標(biāo)題: 內(nèi)芯軸夾具詳解 [打印本頁(yè)]
作者: 一往冇前 時(shí)間: 2022-10-18 14:05
標(biāo)題: 內(nèi)芯軸夾具詳解
在對(duì)一些回轉(zhuǎn)體薄壁類(lèi)零件加工時(shí),需要以?xún)?nèi)孔為基準(zhǔn)進(jìn)行定位,然后加工其它部位的孔和面,,由于零件壁薄,所以在加工中很易產(chǎn)生變形,。動(dòng)力驅(qū)動(dòng)內(nèi)漲芯軸夾具對(duì)于回轉(zhuǎn)類(lèi)壁厚薄的零件能減少裝夾時(shí)間三倍以上,提高加工效率一倍以上,,對(duì)減少裝夾變形提高加工精度有很好的作用,。
Q/ g# f5 |2 _7 z# z
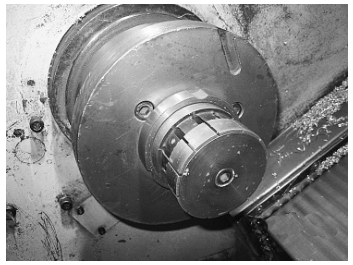
圖1 動(dòng)力驅(qū)動(dòng)內(nèi)漲芯軸夾具
& v9 ?) c( K4 Y1 ^, ?. S, v8 w7 }
一、動(dòng)力驅(qū)動(dòng)內(nèi)漲芯軸夾具的設(shè)計(jì)結(jié)構(gòu)夾具由七部分組成:1#連接螺母和7#拉桿與車(chē)床液壓主軸拉桿連接,,通過(guò)3#螺母鎖緊,,2#法蘭盤(pán)的止口與車(chē)床主軸定心連接,法蘭盤(pán)平面與零件端面定位,,4#定位芯軸與法蘭盤(pán)連接,,螺釘鎖緊,5#漲緊套受力后與零件內(nèi)孔接觸,,起到定位作用,,6#活動(dòng)錐套與4#定位芯軸間隙配合,漲緊套使用兩邊開(kāi)口的夾套,,提高定心精度,,6#錐套與7#拉桿通過(guò)螺釘鎖緊并與動(dòng)力軸相連接,在使用過(guò)程中液壓動(dòng)力軸通過(guò)拉桿拉動(dòng)6#與5#內(nèi)孔接觸后漲緊零件,。7#拉桿與車(chē)床主軸拉桿連接后通過(guò)腳踏開(kāi)關(guān)控制內(nèi)漲的開(kāi)啟與回位。
; ]9 C7 [( D8 z: V; ]2 L7 {
圖2 夾具內(nèi)部結(jié)構(gòu)
- E7 G' N; {* m7 @/ K& h+ B
二,、氣吸式末端夾持機(jī)構(gòu)首先零件裝夾在漲緊套外,,機(jī)床油缸(氣缸)向后運(yùn)動(dòng)時(shí)帶動(dòng)拉桿和6#錐套,由于6#的錐度定心,,向后運(yùn)動(dòng)后,,錐套與漲緊套的作用直徑慢慢變大,5# 漲緊套開(kāi)始與零件接觸定位,,實(shí)現(xiàn)自定心加緊,�,?紤]到工件的裝卸問(wèn)題,設(shè)計(jì)時(shí)在5#漲緊套與6#錐套間有一定的間隙,,并且5#是彈性開(kāi)口套,,可以收縮。加工完成后,,機(jī)床油缸向前運(yùn)動(dòng),,推動(dòng)拉桿并帶動(dòng)6#錐套,漲緊套向內(nèi)收縮,,夾緊力慢慢松開(kāi)后,,取下零件,工序加工完成,。由于機(jī)床主軸,、夾具和工件連接得充分,裝夾時(shí)間節(jié)約了2/3以上,,提高了效率,,還大大降低了廢品率。
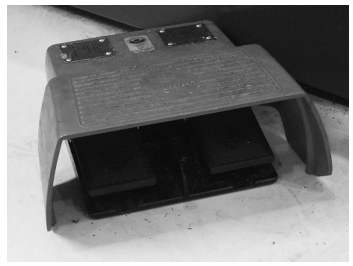
圖3 動(dòng)力控制開(kāi)關(guān)
$ u8 I8 A7 A1 X. w& E
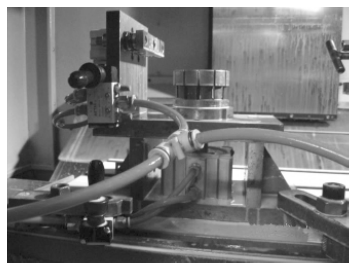
圖4 夾具安裝在車(chē)床上
$ |( ?+ a: H6 h4 f4 B
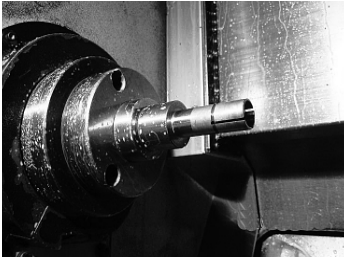
圖5 車(chē)床上裝夾零件加工
9 r! {' M) q% ?" o# @' c$ L
圖6 夾具安裝在立式加工中心上
7 j3 k! l8 _4 `/ Z, S
圖7 立式加工中心上裝夾零件加工
* i2 K; W8 I: z' [
經(jīng)分析,,同軸度超差的主要原因是三爪定位加緊過(guò)程中容易磨損,,并且自定心精度不高,三爪懸臂過(guò)長(zhǎng)與零件裝配后動(dòng)平衡不好,,且在反復(fù)使用更換后,,易于磨損,會(huì)造成加工的內(nèi)孔同軸度達(dá)不到圖紙要求,;在裝夾的過(guò)程中,,三爪張開(kāi)力不易控制易導(dǎo)致零件夾不緊或變形。采用動(dòng)力驅(qū)動(dòng)內(nèi)漲芯軸夾具后,,同軸度達(dá)到了尺寸要求,。
9 {) B* d/ Y" L- W* v9 r" n H
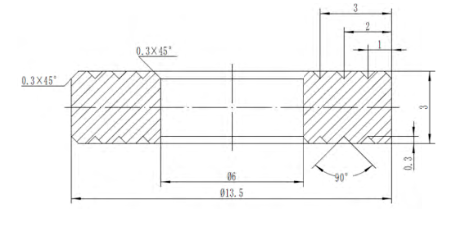
三、芯軸夾具在軟質(zhì)材料加工中的應(yīng)用某金屬密封襯墊零件如圖8所示,,零件材質(zhì)為純鋁1060,,加工數(shù)量500件。零件為薄板環(huán)狀結(jié)構(gòu),,外徑Φ13.5 mm,、內(nèi)徑Φ6 mm,厚度3 mm,零件兩個(gè)端面需加工三條90o環(huán)形槽,,用于補(bǔ)償軟金屬在壓縮狀態(tài)下的變形空間,,零件表面粗糙度為Ra1.6μm。
8 ^, \5 g2 \& T/ M ~
圖8 金屬密封襯墊結(jié)構(gòu)示意圖
9 V- n& H; N/ J1 P* B
零件結(jié)構(gòu)形狀簡(jiǎn)單,加工工藝也非常簡(jiǎn)捷,,零件毛坯采用直徑Φ20 mm的軟鋁棒料,,在數(shù)控機(jī)床上,一次裝夾先加工好工件的內(nèi)孔,、外圓以及一個(gè)端面,,再切斷工件加工另一面。在另一端面加工中,,零件毛坯厚度已減至3.2 mm,,零件再加工的裝夾較為困難,考慮零件材質(zhì)較軟,,零件二次裝夾加工分別采用了三爪自定心軟爪卡盤(pán)裝夾和兩瓣塊夾具夾緊,,這兩種裝夾形式均不穩(wěn)定,部分加工件夾持力太小,,車(chē)削過(guò)程出現(xiàn)工件“打滑”,,部分加工件夾持力偏大,零件外圓表面被“夾傷”,。新設(shè)計(jì)的內(nèi)襯芯軸夾具如圖9所示,。
b2 i& Z; ^2 H' u/ X- a0 p
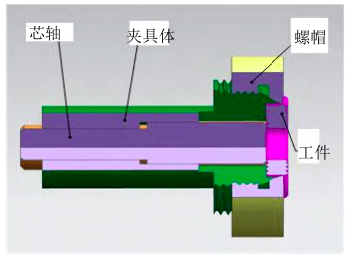
圖9內(nèi)襯芯軸夾具裝夾示意圖
2 I4 n2 K. C) {: M& |3 U* s
在夾具體頭部通過(guò)線切割加工,對(duì)稱(chēng)切出0.2 mm的縫隙,,使之成為彈性?shī)A頭,,可供螺帽夾緊工件。芯軸用來(lái)支撐夾具體的內(nèi)孔,,限制了壓緊狀態(tài)下夾具體的變形量,。
+ V1 Z: _) g9 V0 p n# F' s$ b
夾具體的安裝孔還需進(jìn)行二次再加工,以保證定位基準(zhǔn)準(zhǔn)確,,在機(jī)床上擰緊螺帽,,按工件外徑配加工出安裝孔,控制過(guò)盈間隙約0.02 mm,,后期工件的裝卸僅需松開(kāi)或擰緊螺帽,。當(dāng)夾緊力不足時(shí)僅需取出芯軸,修小芯軸的外徑,,增大夾具體壓緊狀態(tài)下的變形量,。手工裝夾的過(guò)大夾緊力,幾乎都傳遞至芯軸,,不會(huì)對(duì)工件產(chǎn)生影響,。同時(shí)芯軸后端設(shè)有彈簧頂桿,起輔助推出工件的作用,。
/ o# W( z+ o1 v( h6 g/ M
內(nèi)襯芯軸夾具如圖10所示,,零件加工時(shí)的裝夾過(guò)程為:松卸螺帽,內(nèi)襯芯軸推入夾具體口部,,在夾具體止口處裝上待加工工件,,輕推工件使其已加工面緊貼夾具體頭部?jī)?nèi)止口內(nèi)壁,通過(guò)手工旋合壓緊螺帽,,使夾具體外部錐面被擠壓壓緊工件,,保證加工零件被夾緊,即完成工件的裝夾,。松開(kāi)螺帽,,夾緊力釋放,零件自動(dòng)被彈簧頂桿推出,。零件裝夾過(guò)程迅速快捷,,加工過(guò)程穩(wěn)定,加工后外表面未出現(xiàn)夾傷現(xiàn)象,,夾具重復(fù)定位準(zhǔn)確,,使用方便。
& o' M7 X K' ]) m5 W
圖10內(nèi)襯芯軸夾具及加工效果圖
& t3 D3 u, V) L* E$ b; D. v
四,、結(jié)語(yǔ)內(nèi)襯芯軸夾具將夾緊力由不確定的手工夾緊力轉(zhuǎn)換為芯軸間隙控制,,使工件裝夾的夾緊力控制在一個(gè)合理范圍內(nèi),解決了軟材質(zhì)零件加工中的裝夾難題,。使用方便,,可以大幅縮短加工中的輔助裝夾時(shí)間,這種裝夾定位模式重復(fù)定位準(zhǔn)確,,加工過(guò)程穩(wěn)定,,適合于軟質(zhì)材料的批量加工。
( _( y2 J2 O. d; X" a
| 歡迎光臨 機(jī)械社區(qū) (http://97307.cn/) |
Powered by Discuz! X3.4 |