ôC–Β…γÖ^(q®±)
‰Υ(bi®Γo)ν}: °a(ch®Θn)ΤΖΤΫΟφΕ»,ΓΔàAΕ»≥§≤νÜ•ν}ΧéάμΩ²ΫY(ji®Π) [¥ρ”Γ±Ψμ™]
Ής’Ώ: “ΜΆυÉ”«Α ïrιg: 2022-11-1 09:29
‰Υ(bi®Γo)ν}: °a(ch®Θn)ΤΖΤΫΟφΕ»,ΓΔàAΕ»≥§≤νÜ•ν}ΧéάμΩ²ΫY(ji®Π)
Ήœ»œ»ΫιΫB“Μœ¬ΤΫΟφΕ»≈càAΕ»ΒΡΗ≈ΡνΘΚ
( z' U/ e" s- J$ Y, M
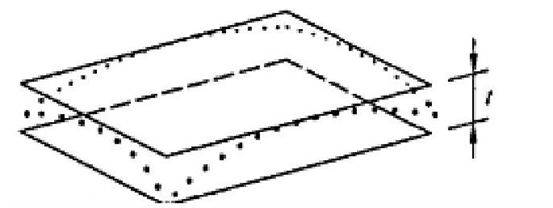
ΤΫΟφΕ» «÷ΗΜυΤ§ΨΏ”–ΒΡΚξ”^ΑΦΆΙΗΏΕ»œύ¨ΠάμœκΤΫΟφΒΡΤΪ≤ν
/ ?6 a9 N! R* i$ w1 x/ R7 K* R& H
àD1 ΤΫΟφΕ»
$ z. x1 B6 {+ X7 U9 f
àAΕ» «÷ΗΙΛΦΰΒΡôMΫΊΟφΫ”Ϋϋάμ’™àAΒΡ≥ΧΕ»
àD2 àAΕ»
# H3 u' v! u q! O& k, E# x
°a(ch®Θn)ΤΖΤΫΟφΕ»,ΓΔàAΕ»≥§≤ν¥σσw”…“‘œ¬É…ΖN«ι¦rΥυ÷¬ΘΚ
a2 [( y. f* k; u% t
“Μ,ΓΔ°a(ch®Θn)ΤΖΉ‘…μΫY(ji®Π)‰΄(g®Αu) ’Ωs–‘ΉÉ–ΈΦ¥°a(ch®Θn)ΤΖΦ”ΙΛΆξäAΨΏ≤ΜΥ…ι_,Θ§”…”Ύ°a(ch®Θn)ΤΖΫY(ji®Π)‰΄(g®Αu)èäΕ»≤Μâρ,Θ§Ή‘…μ°a(ch®Θn)…ζΒΡëΣ(y®©ng)ΝΠα¨Ζ≈,Θ§¨ß(d®Θo)÷¬ΒΡΉÉ–Έ,ΓΘ
) Q' k+ {0 T1 b2 V
ôz€yΖΫΖ®ΘΚ
”ΟΑΌΖ÷±μΜρöβ³”ΝΩÉx,Θ§‘Ύ°a(ch®Θn)ΤΖΦ”ΙΛΆξ°ÖΚσ,Θ§±Θ≥÷äAΨo†νëB(t®Λi)Θ§ôz€yΤΫΟφΕ»ΜρàAΕ»,ΓΘ
»τΫY(ji®Π)ΙϊΖ«≥ΘΚΟ,Θ§³t≈≈≥ΐ¥ΥΖNΩ…ΡήΓΘ
»τΫY(ji®Π)Ιϊ‘Ύ0.02-0.03mmΖΕ΅ζ,Θ§³t¥ΥΖNΩ…Ρή≥…ΝΔ,ΓΘΡ«Ο¥–ηΗϋΗΡΙΛΥ΅Θ§–ηνA(y®¥)œ»ι_¥÷,Θ§ΏM––ïr–ßΧéάμ,Θ§Ή‘…μëΣ(y®©ng)ΝΠα¨Ζ≈Θ§ΕχΚσΕΰ¥Έ―bäAΨΪΦ”ΙΛΜρ≈cΩΆëτ€œΆ®Φ”èä°a(ch®Θn)ΤΖΨ÷≤ΩèäΕ»,ΓΘ
9 f" b9 s6 w, K* e8 X5 w
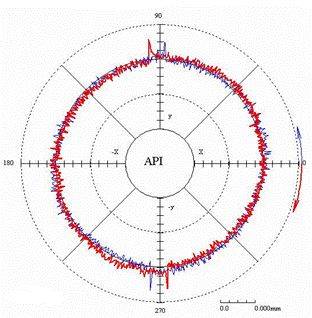
àD3 îΒ(sh®¥)™ΰ(j®¥)≤…Φ·ÉxΏBΫ”ΑΌΖ÷±μ€yΝΩΤΫΟφΕ»,ΓΔàAΕ»’`≤νΖ®
( e1 o0 i7 f& Q# g% V9 _" f
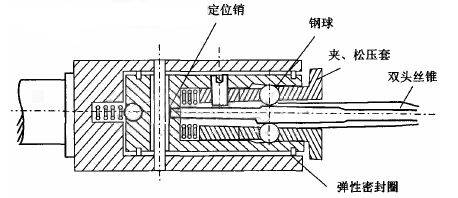
ΕΰΓΔ―bäAΉÉ–ΈΏ@ΖN«ι¦rί^ûι≥Θ“ä,Θ§Φ¥°a(ch®Θn)ΤΖ‘Ύ―bäAïr ΙΤδ°a(ch®Θn)…ζÉ»(n®®i)ëΣ(y®©ng)ΝΠ,Θ§Φ”ΙΛΆξ°ÖΘ§Ϋβ≥ΐâΚΨoΚσ,Θ§É»(n®®i)ëΣ(y®©ng)ΝΠα¨Ζ≈,Θ§÷¬ ΙΤΫΟφΒΡΤΫΟφΕ»Θ§ΩΉΒΡàAΕ»≥§≤νΓΘ
- { g* D* j- p" [& M$ G- v& W
àD4 ―bäAΉÉ–Έ°a(ch®Θn)ΤΖàD
e y+ n( `* e5 n- X
ቨп@ΖN«ι¦rΖ÷“‘œ¬6≤ΫΖ÷Έω≈≈≥ΐÜ•ν}ΘΚ
5 e9 I' ~1 [* a2 C
1.ôz≤ι°a(ch®Θn)ΤΖΚΆäAΨΏσw”–üoΗ……φ,Θ§Φö(x®§)÷¬≈≈≤ι°a(ch®Θn)ΤΖ≈cäAΨΏΒΡΟΩ“Μ²Äϋc,Θ§”–Η……φΧé±ήΩ’Φ¥Ω…ΓΘ
2.€p–Γ÷ß™ΈϋcΚΆâΚϋcΒΡΟφΖe,Θ§¥_±ΘâΚϋc‘Ύ÷ß™ΈϋcΟφΖeΖΕ΅ζÉ»(n®®i)«“¨Π’ΐ,ΓΘΘ®ΉΔΘΚïΚΕ®÷ß™ΈϋcàAΟφ⌀5mmΘ§âΚϋcàAΟφ⌀3mm,ΘΜ¨Π’ΐΒΡΖΫΖ®ΘʔϔÅΪΖ®‘Ύ°a(ch®Θn)ΤΖ…œ»ΓΒΫâΚϋcΚΆ÷ß™ΈϋcΒΡ”ΓέE,Θ§”ΟΩ®≥ΏρûΉCΓΘΘ©
2 a: e' A- B+ n" N
3.‘Ύ≤Μ―bΗΓ³”Ε®ΈΜ,ΓΔΕ®œρδNΒΡ«ι¦rœ¬Θ§¨Δ°a(ch®Θn)ΤΖΖ≈‘Ύ÷ß™Έϋc…œΏM––âΚΨoΥ…ι_³”Ής,Θ§”ΟΑΌΖ÷±μôz€y°a(ch®Θn)ΤΖΗς≤ΩΈΜ‘ΎâΚΑεâΚΨoΥ…ι_ïrΒΡΉÉΜ·ΝΩ,ΓΘΉÉΜ·ΝΩ‘Ύ0.02-0.03mm÷°ιgïrΘ§“ïûιüo―bäAΉÉ–Έ,Θ§¥σ¥σ≥§≥ω0.03mmΒΡ≤ΩΈΜ³tûιëΣ(y®©ng)ΝΠΦ·÷–≤ΩΈΜ,Θ§―bäAΉÉ–Έ≥…ΝΔΓΘ
- p. [# C5 n! F
àD5 €yΝΩ§F(xi®Λn)àωàD
! k% B0 Z# H1 U* G5 o
ቨп@ΖN«ι¦rΩ…ΩΦë]èΡ“‘œ¬2ΖΫΟφΫβ¦QΘΚ
Θ®1Θ©Ω¥âΚϋc
âΚϋcΚέέE≤ΜΨυ³ρïr,Θ§’fΟςâΚΑεâΚϋcΟφ≈c°a(ch®Θn)ΤΖ≤ΜΤΫ––,Θ§Ρ«Ο¥âΚΑε‘ΎâΚΨoΥ≤ιgïΰΫo°a(ch®Θn)ΤΖ÷ß™Έϋc“‘ΆβΒΡΖ÷ΝΠΘ§èΡΕχ Ι°a(ch®Θn)ΤΖ°a(ch®Θn)…ζÉ»(n®®i)ëΣ(y®©ng)ΝΠ,ΓΘ
¥κ ©ΘΚ–ό’ΐâΚΑεâΚϋcΟφ,ΓΘ
- y+ M0 C& Y$ x$ t, e, C$ J
Θ®2Θ©Ω¥÷ß™Έϋc
‘ΎΉ‘»Μ†νëB(t®Λi)œ¬Θ§Ά®Ώ^”Γ…ΪΖ®»ΓΒΫ°a(ch®Θn)ΤΖ…œΒΡ÷ß™ΈΚέέE,Θ§»ΐ²ÄϋcΤδ÷–“Μ²Ä≤ΜΨυ³ρïr,Θ§’fΟςΟΪ≈ς°a(ch®Θn)ΤΖ≈cάμ’™ΗΏΒΆ≤ν≤Μ“Μ÷¬ΓΘ
¥κ ©ΘΚΆ§‰”ΒΡ€yΝΩ–Έ Ϋœ¬≤…Φ·ΟΪ≈ς°a(ch®Θn)ΤΖ¨çκHΗΏΒΆ≤νîΒ(sh®¥)™ΰ(j®¥)ΕχΚσ–ό’ϊ÷ß™ΈϋcΗΏΒΆ≤ν,ΓΘ
4.ôz≤ιΗΓ³”Ε®ΈΜ,ΓΔΕ®œρδNΗΓ³”ΝΩΘ§ΗΓ³”ΝΩΏ^¥σ «”…”ΎΗς”ΆΗΉ³”Ής≤Μ“Μ÷¬,Θ§‘ΎâΚΨoΥ≤ιg≥ω§F(xi®Λn)ά≠≥Ε°a(ch®Θn)ΤΖ§F(xi®Λn)œσ,Θ§÷¬ Ι°a(ch®Θn)ΤΖ°a(ch®Θn)…ζÉ»(n®®i)ëΣ(y®©ng)ΝΠΘ§Ώ@ïr¨ΔΗΓ³”ΝΩ’{(di®Λo)ΒΫ0.1-0.2mm÷°ιgΦ¥Ω…,ΓΘ
+ K# b! V2 g; Q6 H/ o
àD6 ―b”–Ε®ΈΜδNΒΡΩ…ΗΓ³”äAΨΏΫY(ji®Π)‰΄(g®Αu)àD
- b3 M7 G) L# ~
5.°î(d®Γng)”–ίo÷ζâΚΑεïr,Θ§ίo÷ζâΚΑε¨ΠëΣ(y®©ng)ΒΡ÷ß™ΈΗΉ÷ß™Έμîν^–ηΡΞ≥…ΤΫΟφΘ®‰Υ(bi®Γo)≈δΒΡΕΦ «ΜΓΟφΘ©«“âΚϋc≈cΤδ¨Π’ΐΘ§ΝμΏÄ–η”ΟΑΌΖ÷±μôz€yâΚΨoïr°a(ch®Θn)ΤΖΒΡΉÉΜ·ΝΩ,ΓΘ’ΐ≥ΘΉÉΜ·ΝΩ‘Ύ0.01-0.02mmΖΕ΅ζÉ»(n®®i),Θ§Ώ^¥σ–η“Σ™Q÷ß™ΈΗΉΜρ‘Ύ≤Μ”ΑμëΦ”ΙΛΌ|(zh®§)ΝΩΒΡ«ΑΧαœ¬¨Δίo÷ζâΚΑε≤π≥ΐΓΘ
6 h7 d+ n* ?1 S: D7 r1 ^
6.“‘…œΖΫΖ®ΕΦ ß–ßïrΘ§èΡΒΕΨΏ,Θ§≥Χ–ρ,ΘΜΦ”ΙΛΙΛΥ΅Θ§«–œς“ΚùβΕ»ΖΫΟφ≈≈≤ι,Θ§ΗΡ…Τ,ΓΘ
1 r& i/ x$ P4 h1 b; `6 {& W
ΫY(ji®Π) ’ZΨC…œΥυ ωΘ§Ϋβ¦Q°a(ch®Θn)ΤΖΤΫΟφΕ»,Θ§àAΕ»≥§≤νΒΡÜ•ν}ξP(gu®Γn)φI‘Ύ”Ύ€p–Γ°a(ch®Θn)ΤΖÉ»(n®®i)ëΣ(y®©ng)ΝΠ,ΓΘ
Ής’Ώ: …œ¹μ¨W(xu®Π)Νï(x®Σ) ïrιg: 2022-11-1 13:04
ΚήÖ•ΚΠΝΥ
Ής’Ώ: 18137630758 ïrιg: 2022-11-1 16:32
ΚΟ•|ΈςΘ§Εύ÷xΖ÷œμ
| ög”≠Ιβ≈R ôC–Β…γÖ^(q®±) (http://97307.cn/) |
Powered by Discuz! X3.4 |