| | <strong id="hsqam"></strong>
| <rp id="hsqam"></rp>
ÖC(j¿®)ðÁ╔þà^(q¿▒)
ÿ╦(bi¿ío)¯}: ├½┤╠åû(w¿¿n)¯},ú¼═¿▀^(gu¿░)solidworks¢╠─Ò¢ÔøQ [┤‗Ëí▒¥Ýô(y¿¿)]
θı▀: Ê╗═¨âËÃ░ òr(sh¿¬)Úg: 2023-3-18 09:41
ÿ╦(bi¿ío)¯}: ├½┤╠åû(w¿¿n)¯},ú¼═¿▀^(gu¿░)solidworks¢╠─Ò¢ÔøQ
─│▀\(y¿┤n)¦ö²Xùl┴Ò╝■êD╝░╣ñ╦ç
$ Y$ m) Q e3 Z
0 ^3 z1 `0 o9 F# w6 CÈô²Xùl┴Ò╝■╩Ã─│─¥▓─Ãð©¯ÈO(sh¿¿)éõÍðÁ─¦ö╦═▓┐╝■ú¼È┌╣ñθ▀^(gu¿░)│╠Íð┐┐²X├µ─ª▓┴ĺäË(d¿░ng)─¥░Õ═Â╚ÙÃð¤¸,íú
×Ú▒úÎC²X├µ┼c░Õ▓─¥¨ä‗¢ËË|,ú¼îª(du¿¼)²XÝö├µã¢├µÂ╚║═²XÝö?sh¿┤)¢ÁÎ▓┐░▓Ðbã¢├µÁ─│▀┤þ¥½Â╚Â╝Ëð¦^©▀Á─ʬþ,íúÈô┴Ò╝■î┘Ë┌ÊÎôp╝■ú¼ðÞʬ¿ã┌┼·┴┐©³ôQ,ú¼îª(du¿¼)┼·┴┐╝Ë╣ñÁ─¥½Â╚║═ðº┬╩Ê▓Ëð¦^©▀Á─ʬþ,íú
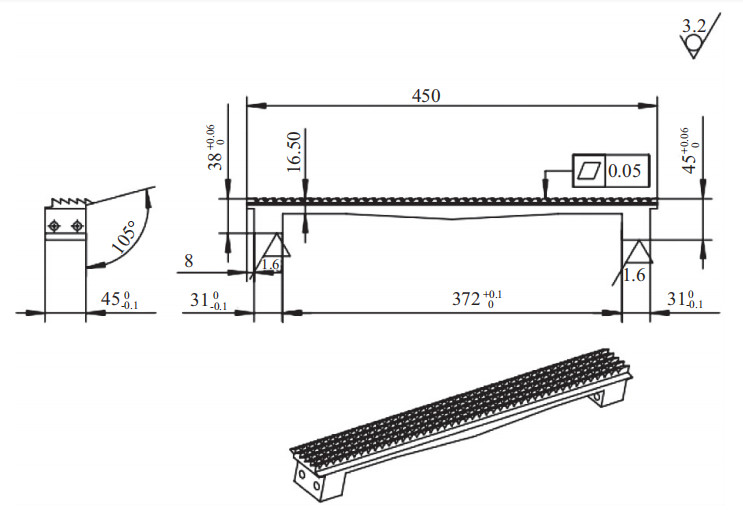
öM¿╣ñ╦ç┬À¥Ç(xi¿ñn)ú║Èô┴Ò╝■×ÚÞTÈý├½┼¸ú¼╚þêD1╦¨╩¥,íú
êD1 ²Xùl┴Ò╝■êD
├½┼¸ÊÐÞT│÷ð▒²X║═Ê╗ð®Í¸Ê¬¢Y(ji¿ª)ÿï(g¿░u),ú¼ðÞʬîª(du¿¼)²XÝö├µíóâ╔é╚(c¿¿)├µ,íóÁÎ├µ©¸▓┐▀M(j¿¼n)ðð╝Ë╣ñ,íú
©¨ô■(j¿┤)Èô┴Ò╝■Á─¢Y(ji¿ª)ÿï(g¿░u)╠ϳc(di¿ún)ú¼│§▓¢öM¿╝Ë╣ñÝÿð‗?y¿ñn)Úú║Òèé?c¿¿)├µú¿Í▒ú®í·Òè²X├µí·Òèé╚(c¿¿)├µú¿75íÒð▒├µú®í·ÒèÁÎ├µ©¸▓┐í·Òè²X├µ╚²¢Ã▓█í·Ò@┐Î,íú
èA¥▀ÈO(sh¿¿)Ëï(j¿¼)
& m% [' E1 K- Q$ @: W3 z A0 O$ V9 G2 m3 `7 @( s
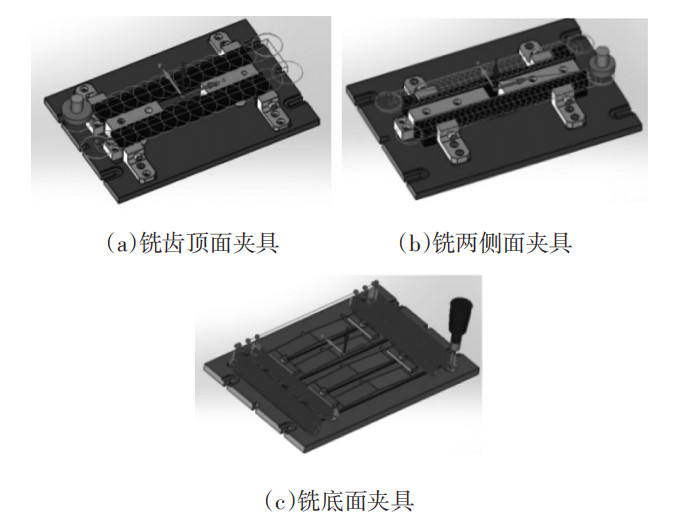
Èô┴Ò╝■┤¾▓┐ÀÍ╣ñð‗â╚(n¿¿i)╚¦×ÚÒ褸╣ñð‗,ú¼×Ú┴╦╠ß©▀┼·┴┐╔·«a(ch¿ún)ðº┬╩ú¼ðÞʬæ¬(y¿®ng)Ë├▄ø╝■×ÚÒè²XÝö├µ,íóÒèâ╔é╚(c¿¿)├µ,íóÒèÁÎ├µ╣ñð‗ÈO(sh¿¿)Ëï(j¿¼)3╠Îîú(zhu¿ín)Ë├èA¥▀íú
1. Òè²XÝö├µèA¥▀
╚þêD3╦¨╩¥,ú¼Òè²XÝö├µèA¥▀Ë╔ÁÎ░Õ,íóÁ╚©▀ëK,íóîª(du¿¼)ÍðëKíó¤Ì╬╗ëK,íóë║¥o┬¦╦¿Á╚┴Ò╝■¢M│╔,ú¼Ê╗┤╬┐╔░▓Ðb2éÇ(g¿¿)╣ñ╝■íúÁÎ░Õ╔¤ÈO(sh¿¿)Ëï(j¿¼)Ëð2éÇ(g¿¿)¿╬╗µI▓█,ú¼░▓Ðbòr(sh¿¬)¿╬╗µI┼c╣ñθ┼_(t¿ói)Tð═▓█┼õ║¤,ú¼▒úÎCèA¥▀¿╬╗Á─£╩(zh¿│n)┤_íúÁÎ░Õ═¿▀^(gu¿░)┬¦╦¿╣╠¿È┌╣ñθ┼_(t¿ói)╔¤,íú
êD2 Òè²XÝö├µèA¥▀
èA¥▀ÍðËðÁ╚©▀ëK,íóîª(du¿¼)ÍðëKíó¤Ì╬╗ëK3¢M¿╬╗Ȭ╝■,íúÁ╚©▀ëK┼c┴Ò╝■ÁÎ▓┐¢ËË|,ú¼¤ÌÍã╣ñ╝■ÐÏZ¦Sã¢Êãíó└@Y¦Sð²ÌD(zhu¿ún)â╔éÇ(g¿¿)ÎÈË╔Â╚,ú╗îª(du¿¼)ÍðëK┼c╣ñ╝■é╚(c¿¿)├µ¢ËË|,ú¼¤ÌÍãÐÏY¦Sã¢Êãíó└@X¦Sð²ÌD(zhu¿ún),íó└@Z¦Sð²ÌD(zhu¿ún)3éÇ(g¿¿)ÎÈË╔Â╚,ú╗¤Ì╬╗ëK┼c╣ñ╝■Â╦├µ¢ËË|ú¼¤ÌÍãÐÏX¦Sã¢Êã1éÇ(g¿¿)ÎÈË╔Â╚,íú
═¿▀^(gu¿░)3¢M¿╬╗Ȭ╝■,ú¼═Û╚½¤ÌÍã╣ñ╝■Á─6éÇ(g¿¿)ÎÈË╔Â╚ú¼îì(sh¿¬)¼F(xi¿ñn)═Û╚½Â¿╬╗,íúèA¥▀░▓Ðb═Û│╔║¾,ú¼îª(du¿¼)¿╬╗Ȭ╝■▒Ý├µ▀M(j¿¼n)ððÊ╗┤╬Î▀ÁÂ╝Ë╣ñú¼┐╔▒úÎC©¸Â¿╬╗Ȭ╝■ÿï(g¿░u)│╔Á─ΰÿ╦(bi¿ío)¤Á┼cÖC(j¿®)┤▓ΰÿ╦(bi¿ío)¤Á═Û╚½¢y(t¿»ng)Ê╗,íú
2. Òèâ╔é╚(c¿¿)├µèA¥▀
╚þêD3╦¨╩¥,ú¼Òèâ╔é╚(c¿¿)├µèA¥▀Ë╔ÁÎ░Õíóîª(du¿¼)ÍðëK,íó¤Ì╬╗ëK,íóë║¥o┬¦╦¿Á╚┴Ò╝■¢M│╔ú¼¤╚║¾Ë├Ë┌â╔Á└Òèé╚(c¿¿)├µÁ─╝Ë╣ñ╣ñð‗,ú¼Ê╗┤╬┐╔░▓Ðb2éÇ(g¿¿)╣ñ╝■,íú
êD3 Òèâ╔é╚(c¿¿)├µèA¥▀
ãõ¿╬╗È¡└Ý┼c╔¤╩÷Á─Òè²XÝö├µèA¥▀╗¨▒¥¤Ó═¼ú¼Â¿╬╗Ȭ╝■Ë╔ÁÎ░Õ,íóîª(du¿¼)ÍðëK,íó¤Ì╬╗ëK¢M│╔íúÁÎ░Õ¤ÌÍãÐÏZ¦SÊãäË(d¿░ng)╝░└@Y¦Sð²ÌD(zhu¿ún)2éÇ(g¿¿)ÎÈË╔Â╚ú╗îª(du¿¼)ÍðëK¤ÌÍãÐÏY¦Sã¢Êã,íó└@X¦S║═Z¦Sð²ÌD(zhu¿ún)3éÇ(g¿¿)ÎÈË╔Â╚,íú
èA¥▀░▓Ðb═Û║¾ú¼Ë├┴óÒèÁÂé╚(c¿¿)╚ðîª(du¿¼)îª(du¿¼)ÍðëKé╚(c¿¿)▒┌▀M(j¿¼n)ððÊ╗┤╬Î▀ÁÂ╝Ë╣ñ,ú¼┐╔▒úÎCîª(du¿¼)ÍðëK═Û╚½┼cÖC(j¿®)┤▓Y¦SÀ¢¤‗ã¢ðð,íú
Á½▀@└´ò■(hu¿¼)│÷¼F(xi¿ñn)éÇ(g¿¿)åû(w¿¿n)¯}ú¼È┌▀M(j¿¼n)ððé╚(c¿¿)├µú¿75íÒð▒├µú®Ò褸╣ñð‗Íð,ú¼²X├µò■(hu¿¼)«a(ch¿ún)╔·┤¾┴┐├½┤╠,ú¼═¿▀^(gu¿░)ÒQ╣ñ╣ñð‗┐╔ÊÈîó├½┤╠╚Ñ│²ú¼Á½ƒo(w¿▓)À¿▒úÎC╦¨Ëð╝Ü(x¿¼)ðíÁ─├½┤╠Â╝▒╗ÅÏÁÎÃÕ│²,ú¼▀@ð®├½┤╠ò■(hu¿¼)îª(du¿¼)¿╬╗«a(ch¿ún)╔·ç└(y¿ón)ÍÏË░Ýæ,ú¼─Ãæ¬(y¿®ng)Èô╚þ║╬¢ÔøQ├½┤╠åû(w¿¿n)¯}ú┐
3. ÒèÁÎ├µèA¥▀
╚þêD5╦¨╩¥,ú¼ÒèÁÎ├µèA¥▀Ë╔ÁÎ░Õ,íóë║░ÕèA¥oÐbÍ├íóã½ð─èA¥oÐbÍ├Á╚▓┐╝■¢M│╔,ú¼Ê╗┤╬┐╔░▓Ðb4éÇ(g¿¿)╣ñ╝■íú
êD4 ÒèÁÎ├µèA¥▀
×Ú║å(ji¿ún)╗»èA¥▀¢Y(ji¿ª)ÿï(g¿░u),íó╠ß©▀¥½Â╚,ú¼ÒèÁÎ├µèA¥▀Á─͸¿╬╗╗¨£╩(zh¿│n)ú¿ÁÎ├µú®║═¦oͷ¿╬╗╗¨£╩(zh¿│n)ú¿é╚(c¿¿)├µú®Í▒¢ËÈ┌ÁÎ░Õ╔¤Ò褸╝Ë╣ñ│÷üÝ(l¿ói)íú
ÁÎ├µ¤ÌÍãÐÏZ¦Sã¢Êã,íó└@X¦S║═Y¦Sð²ÌD(zhu¿ún)3éÇ(g¿¿)ÎÈË╔Â╚,ú╗é╚(c¿¿)├µ¤ÌÍãÐÏY¦Sã¢Êãíó└@Z¦Sð²ÌD(zhu¿ún)2éÇ(g¿¿)ÎÈË╔Â╚,íú
×Ú╩╣╣ñ╝■ÁÎ├µ©¸▓┐┐╔È┌Ê╗┤╬░▓ÐbÍð╚½▓┐╝Ë╣ñ═Û│╔,ú¼ätÐÏX¦Sã¢ÊãÀ¢¤‗ƒo(w¿▓)À¿░▓┼┼¿╬╗Ȭ╝■ú¼╣╩È┌░▓ÐbÍð╩╣Ë├£y(c¿¿)┴┐ëK┤_¿╣ñ╝■Â╦├µ┼cèA¥▀░╝▓█é╚(c¿¿)▒┌Í«ÚgÁ─¥ÓÙx,ú¼╣ñ╝■èA¥o║¾│ÀÎ▀£y(c¿¿)┴┐ëK,ú¼▓óÐÏZ¦SÀ¢¤‗╝░ÐÏY¦SÀ¢¤‗ÈO(sh¿¿)Ëï(j¿¼)┴╦ë║░ÕèA¥oÐbÍ├║═ã½ð─èA¥oÐbÍ├ú¼èA¥o┴ªÍ©¤‗͸¿╬╗╗¨£╩(zh¿│n)ú¿ÁÎ├µú®┼c¦oͷ¿╬╗╗¨£╩(zh¿│n)ú¿é╚(c¿¿)├µú®,ú¼╠ß©▀┴╦¿╬╗Á─┐╔┐┐ðÈ,íú
°È┌¢ÔøQ├½┤╠Á─åû(w¿¿n)¯}╔¤ú¼ÒèÁÎ├µèA¥▀Á─ÈO(sh¿¿)Ëï(j¿¼)Î÷Á¢┴╦,ú¼È┌͸¿╬╗╗¨£╩(zh¿│n)ú¿ÁÎ├µú®â╔é╚(c¿¿)ÈO(sh¿¿)Ëï(j¿¼)░╝▓█,ú¼═╗│÷Á─├½┤╠È┌░▓ÐbÍðò■(hu¿¼)¤¦È┌░╝▓█Íðú¼¥═▓╗ò■(hu¿¼)îª(du¿¼)¿╬╗«a(ch¿ún)╔·Ë░Ýæ┴╦,íú
├½┤╠┐ÏÍã
2 b6 |. a5 M5 o0 h& D0 g
1. ÁÂ¥▀Á──Ñôp│╠Â╚ò■(hu¿¼)Í▒¢ËË░Ýæ├½┤╠Á─«a(ch¿ún)╔·,ú╗
2. «ö(d¿íng)├½┤╠▀^(gu¿░)ÂÓíó▀^(gu¿░)┤¾ÃÊÈ┌Ãð¤¸▀^(gu¿░)│╠Íð░ÚËð╗ðëa(ch¿ún)╔·òr(sh¿¬)ú¼æ¬(y¿®ng)╝░òr(sh¿¬)©³ôQÁÂã¼,ú╗
3. È┌©¸Á└╣ñð‗Íð,ú¼▀Çæ¬(y¿®ng)│õÀÍ┐╝æ]Á¢├½┤╠Á─À¢¤‗ú╗
4. «ö(d¿íng)├½┤╠Ë░ÝæÁ¢¤┬Á└╣ñð‗¿╬╗├µòr(sh¿¬),ú¼▒ÏÝÜÅÏÁÎ╚Ñ│²,ú¼▒▄├ÔË░Ýæ¿╬╗¥½Â╚íú
È┌ÈO(sh¿¿)¿Î▀ÁÂ┬ÀÅ¢òr(sh¿¬),ú¼┐╔ÊÈ©¨ô■(j¿┤)ÁÂ¥▀ð²ÌD(zhu¿ún)║═Î▀ÁÂÀ¢¤‗,ú¼îó├½┤╠Á─À¢¤‗Í©¤‗┤²╝Ë╣ñ▒Ý├µú¼▀@ÿË╝╚┐╔ÊÈ▒▄├Ô├½┤╠îª(du¿¼)¿╬╗╗¨£╩(zh¿│n)Á─Ë░Ýæ,ú¼ËÍ┐╔ÊÈîó├½┤╠È┌¤┬Ê╗Á└╣ñð‗Íð▒╗Ãð│²,íó£p╔┘╚Ñ│²├½┤╠╣ñθ┴┐íú
Îâð╬┼cı±äË(d¿░ng)┐ÏÍã
^4 L& ~( w/ j9 e2 f7 j
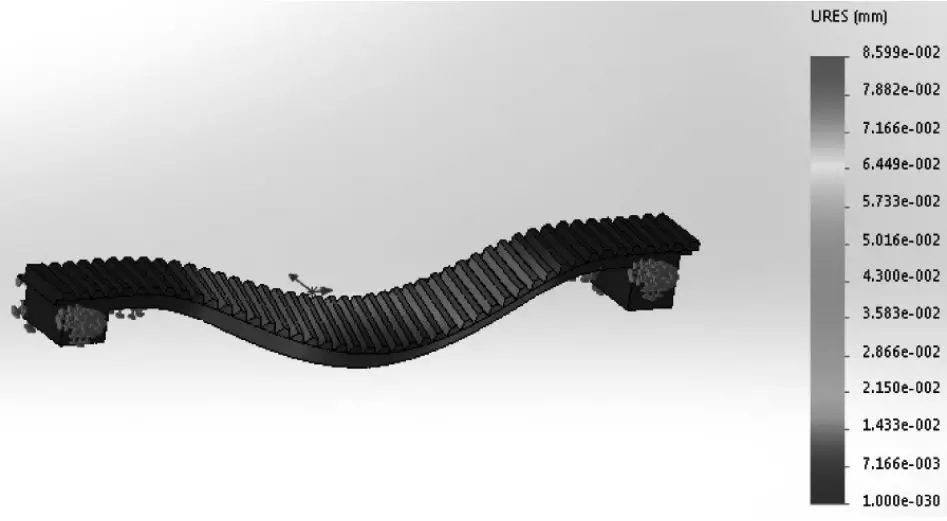
Èô┴Ò╝■È┌╣ñθÍð│ðô·(d¿ín)─¥░ÕÁ─¦ö╦═╣ª─▄,ú¼ãõ²XÝö├µã¢├µÂ╚ʬþðíË┌0.05mm,íú╣ñ╝■È┌ÐbèAòr(sh¿¬)Z¦Sú¿┤╣Í▒ú®À¢¤‗Á─â╔¿╬╗├µ┐þÂ╚¦^┤¾ú¼╚¦ÊÎÈ┌Ãð¤¸┴ªÁ─θË├¤┬ʲã▀^(gu¿░)┤¾Á─ÅØ÷Îâð╬,íú═¿▀^(gu¿░)Ëð¤ÌȬÀÍ╬÷Á─À¢À¿Ëï(j¿¼)╦ÒÃð¤¸Îâð╬│╠Â╚,ú¼▀M(j¿¼n)°ı{(di¿ño)ı¹╣ñ╦çàóöÁ(sh¿┤)íú
1. Ëð¤ÌȬýo┴ªÀÍ╬÷
Å─²XùlÁ─¢Y(ji¿ª)ÿï(g¿░u)╔¤┐╔ÊÈÀÍ╬÷│÷,ú¼ãõ¿╬╗║═èA¥o├µÈ┌â╔Â╦,ú¼ÍðÚgæÊ┐ıÁ─┐þÂ╚¦^┤¾ú¼«ö(d¿íng)Ò褸Á¢ÍðÚg╬╗Í├òr(sh¿¬)Îâð╬îó▀_(d¿ó)Á¢Î¯┤¾,ú¼╣╩╚í┤╦╠Äθ×ÚÀÍ╬÷╬╗Í├,íúîó╚²¥S─úð═îº(d¿úo)╚ÙSimulationËð¤ÌȬýo┴ªÀÍ╬÷─úëKú¼░┤îì(sh¿¬)ÙHÃÚør╝˦d▀à¢þùl╝■,ú¼░³└¿ú║╝s╩°,íóÃ𤸦d║╔Á╚íú
êD5 ░┤ÍðÁ╚¥W(w¿úng)©±┤¾ðí▀M(j¿¼n)ððäØÀÍÁ─Ëð¤ÌȬýo┴ªÀÍ╬÷
═¿▀^(gu¿░)ÀÍ╬÷Á├│÷Z¦SÀ¢¤‗ί┤¾╬╗Êã×Ú0.086mm,ú¼▓╗─▄ØM(m¿ún)ÎÒã¢├µÂ╚0.05mmÁ─ʬþ,íú×Ú¢ÁÁ═Ãð¤¸┴ªú¼£p╔┘╣ñ╝■Îâð╬,ú¼▓╔Ë├£pðí▒││ÈÁÂ┴┐Á─À¢À¿,íúÈ┌Òè²XÝö├µ╣ñð‗Íð░▓┼┼┤ÍÒè║═¥½Òèâ╔┤╬Î▀ÁÂú¼│ÈÁÂ┴┐ÀÍäe×Ú0.8mm,íó0.2mm,íú
═¿▀^(gu¿░)È┘┤╬ÀÍ╬÷Ëï(j¿¼)╦Òú¼¥½Òèί┤¾Îâð╬┴┐ðíË┌0.02mm,ú¼ØM(m¿ún)ÎÒ¥½Â╚ʬþ,ú╗┤ÍÒèί┤¾Îâð╬┴┐Ùm╝s×Ú0.06mm,ú¼Á½┤╦ı`▓¯┐╔È┌¥½ÒèÍð▒╗╚Ñ│²íú
2. ı±äË(d¿░ng)ÀÍ╬÷
²XùlÈ┌╝Ë╣ñ▀^(gu¿░)│╠ÍðÊ╗Á®░l(f¿í)╔·╣▓ı±,ú¼╣ñ╝■▒Ý├µ│÷¼F(xi¿ñn)ò■(hu¿¼)│÷¼F(xi¿ñn)í░ÅùÁÂ╝yí▒,ú¼Ë░Ýæ▒Ý├µ┘|(zh¿¼)┴┐�,ú┐ÏÍã╣▓ı±▒ÏÝÜ╩╣╣ñ╝■Á─╣╠Ëð¯l┬╩▀h(yu¿ún)Ùx╝ñı±¯l┬╩,ú¼Â°╝ñı±¯l┬╩▀h(yu¿ún)▀h(yu¿ún)Á═Ë┌╣ñ╝■╣╠Ëð¯l┬╩ú¼▓╗ò■(hu¿¼)░l(f¿í)╔·í░ÅùÁÂí▒¼F(xi¿ñn)¤¾,íú
▀\(y¿┤n)Ë├SimulationËð¤ÌȬ─úæB(t¿ñi)ÀÍ╬÷─úëK,ú¼░┤╣ñθÃÚør╝˦d╝s╩°íó¦d║╔Á╚▀à¢þùl╝■,ú¼Ëï(j¿¼)╦ÒÁ├│÷ãõÃ░3ÙA╣╠Ëð¯l┬╩ÀÍäe×Ú638Hz,íó1533Hzíó1761Hz,íúÈ┌Ãð¤¸▀^(gu¿░)│╠Íð,ú¼╝ñı±¯l┬╩Ëð͸¦SÌD(zhu¿ún)äË(d¿░ng)╝░ÁÂã¼Ã𤸫a(ch¿ún)╔·Á─ı±äË(d¿░ng)íú
3.│╠ð‗¥ÄÍã╝░©╔╔µÖz▓Ú
îó╚²¥S─úð═îº(d¿úo)╚ÙÍðSolidCAMÎÈäË(d¿░ng)¥Ä│╠─úëK,ú¼░┤îì(sh¿¬)ÙH╣ñ╦çÃÚørÈO(sh¿¿)¿├½┼¸,íó╣ñ╝■È¡³c(di¿ún)íóèA¥▀,íóÁÂ¥▀,íóÃð¤¸À¢À¿Á╚â╚(n¿¿i)╚¦ú¼╔·│╔öÁ(sh¿┤)┐Ï╝Ë╣ñ│╠ð‗,ú¼═¿▀^(gu¿░)À┬ıµ─úöMú¼┐╔ÊÈÍ▒Ë^ÁÏıã╬ı╝Ë╣ñÃÚør,ú¼▓óÖz▓ÚÁÂ¥▀╩ÃÀ±┼c╣ñ╝■╗‗èA¥▀░l(f¿í)╔·©╔╔µ,íó╣ñθ┼_(t¿ói)ÊãäË(d¿░ng)╩ÃÀ±│¼│╠íú
3╠ÎèA¥▀À┬ıµ╝Ë╣ñ¢Y(ji¿ª)╣¹╚þêD6╦¨╩¥,íú
êD6 SolidCAMÀ┬ıµ╝Ë╣ñ
+ C) @2 B" x3 J' k
θı▀: 328Feng_328 òr(sh¿¬)Úg: 2023-3-18 12:59
++++îW(xu¿ª)┴ò(x¿¬)
| ÜgË¡╣Ô┼R ÖC(j¿®)ðÁ╔þà^(q¿▒) (http://97307.cn/) |
Powered by Discuz! X3.4 |