ÖC(j©®)ąĄ╔ńģ^(q©▒)
ś╦(bi©Īo)Ņ}: ╣ż╦ćŻ║╦─▌S┐ū╝ė╣ż░Ė└² [┤“ėĪ▒ŠĒō(y©©)]
ū„š▀: ę╗═∙āėŪ░ Ģr(sh©¬)ķg: 2023-3-30 09:44
ś╦(bi©Īo)Ņ}: ╣ż╦ćŻ║╦─▌S┐ū╝ė╣ż░Ė└²
į┌ÖC(j©®)ąĄ╝ė╣żųą,Ż¼╩╣ė├Ųš═©Ń@┤▓╗“öĄ(sh©┤)┐žŃ@ŃŖ┤▓╝ė╣ż╬╗ų├Š½Č╚ę¬Ū¾▌^Ė▀Ą─ą▒┐ū║▄ļy▀_(d©ó)ĄĮąĶŪ¾ĪŻļSų°öĄ(sh©┤)┐žÖC(j©®)┤▓╝╝ąg(sh©┤)Ą─’w╦┘░l(f©Ī)š╣,Ż¼╠žäe╩ŪČÓ▌SöĄ(sh©┤)┐žÖC(j©®)┤▓Ą─│÷¼F(xi©żn),Ż¼╝ė╣żą▒┐ūį┌ČÓ▌SöĄ(sh©┤)┐žÖC(j©®)┤▓╔ŽĄ├ęįīŹ(sh©¬)¼F(xi©żn)Ż¼╚ń«ö(d©Īng)Ģr(sh©¬)╚²▌S╝ė╣żųąą─Ą─├µ╩└Š═ĮŌøQ┴╦║▄ČÓ╔·«a(ch©Żn)╔ŽĄ─ļyŅ},Ż¼Ī░╝ė╣żļy,Ż¼Š½Č╚Ą═Ż¼ä┌äė(d©░ng)ÅŖ(qi©óng)Č╚┤¾Ī▒ęč│╔×ķ▀^(gu©░)╚ź,ĪŻ
/ {* I. o* t, l$ X- b. G. M, {9 ^
×ķ┴╦▀mæ¬(y©®ng)╩ął÷(ch©Żng)ČÓśėąįĄ─ąĶŪ¾,Ż¼╣®æ¬(y©®ng)╔╠▒╗ę¬Ū¾╔·«a(ch©Żn)▓╗═¼ŅÉą═Ą─ĘŪś╦(bi©Īo)«a(ch©Żn)ŲĘŪę┴┐┤¾Š½Č╚Ė▀Ż¼ęį═∙Ą─ÖC(j©®)┤▓įO(sh©©)éõČ╝¤o(w©▓)Ę©ØMūŃ,ĪŻČ°╚²▌S╝ė╣żųąą─ų╗Š▀ėąī”(du©¼)╣ż╝■Ą─Ēö├µ▀M(j©¼n)ąąŪąŽ„╝ė╣żĄ─╣”─▄,Ż¼╚¶ė÷ą╬ĀŅ▌^Å═(f©┤)ļsĄ─╝ė╣ż╝■ę¬į┌╝ė╣żųą½@Ą├│╔ą═Ż¼ätę¬▀M(j©¼n)ąąČÓ┤╬čbŖA╝ė╣ż,Ż¼╚ń╝ė╣żłA┐ūū∙░Õą▒┐ūŠ═ŽÓī”(du©¼)┬ķ¤®,Ż¼Ūę«a(ch©Żn)ŲĘ║ŽĖ±┬╩▓╗Ė▀ĪŻ
6 a3 z4 Y" ~+ `( R0 _
╝ė╣żłA┐ūū∙░Õą▒┐ūĄ─░Ė└²ėą╝s2000éĆ(g©©)┼fłA┐ūū∙░Õ,Ż¼ę“įO(sh©©)ėŗ(j©¼)Ė─įņ,Ż¼ąĶę¬į┌łA┐ū═Ōų▄Ń@£╩(zh©│n)6mmą▒┐ūŻ©łD1Ż®ĪŻĘų╬÷łD╝łĄ├ų¬ąĶę¬╝ė╣ż▓┐╬╗Ą─Š½Č╚ę¬Ū¾║═╝ė╣żöĄ(sh©┤)┴┐,Ż¼╚ń╣¹╩╣ė├Ń@ŃŖ┤▓╝ė╣ż,Ż¼įōįO(sh©©)éõų„▌S¤o(w©▓)Ę©ö[│╔ę╗Č©Ą─ĮŪČ╚Ż¼╝ė╣żŠ½Č╚ę▓║▄ļy▀_(d©ó)ĄĮ«a(ch©Żn)ŲĘĄ─ąĶŪ¾,ĪŻĘų╬÷ų«║¾,Ż¼▀@éĆ(g©©)┴Ń╝■Ė³║Ž▀mį┌╦─▌S╝ė╣żųąą─╔Ž╝ė╣żŻ¼╝ė╣żą¦┬╩Ė³Ė▀,Ż¼ąĶę¬įO(sh©©)ėŗ(j©¼)ę╗éĆ(g©©)īŻė├ŖAŠ▀,ĪŻ
$ v& _- y: _. D' E3 n
łD1 łA┐ūū∙░Õ┴Ń╝■łD
% g2 f' ?" f4 R1 \
▀@└’ų„ę¬═Ų╦]ę╗┐Ņæ¬(y©®ng)ė├╦─▌S╝ė╣żłA┐ūū∙░ÕĄ─ą┬ą═ŖAŠ▀ĪŻ
# ^7 m8 G, r; _ J; e2 Q5 @. C ^
łA┐ūū∙░ÕĄ─ą▒┐ū╝ė╣ż╣ż╦ćųŲČ©
1 @/ X! d6 F2 _( O: fę╗,ĪółA┐ūū∙░ÕĄ─ą▒┐ū╝ė╣ż╣ż╦ćĘų╬÷
. ]% d& |% Q A* Y* {. x8 y! N
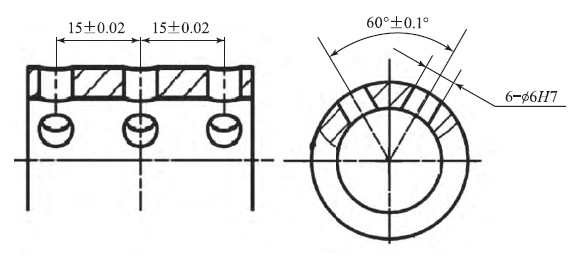
Ż©1Ż®┤²╝ė╣ż┐ūųąą─▌S┼cī”(du©¼)ĘQ┐ūųąą─▌S│╔60ĪŃĪ└0.1ĪŃ,Ż¼Č°Ūę┐ūųąą─▌SŠĆĮø(j©®ng)▀^(gu©░)£╩(zh©│n)20mm═©┐ūĄ─łAą─Ż¼╝ė╣ż╣½▓Ņų╗ėąĪ└0.1ĪŃ ĪŻ
Ż©2Ż®═¼ę╗é╚(c©©)┐ūĄ─ųąą─ŠÓ×ķ15Ī└0.02mm,Ż¼┐ūĄ─│▀┤ń╣½▓Ņ╩ŪH7Ż©łD2Ż®,ĪŻ
" R1 v8 [( V8 F$ `- s H. {3 _
łD2 Šų▓┐╝ė╣żłD
- n; d0 Z$ P, b3 k. L/ v+ s P
Č■Īó╝ė╣ż╣ż╦ćųŲČ©
įō╣ż╝■ąĶę¬╝ė╣żĄ─▓┐╬╗×ķ┐ū╝ė╣ż,Ż¼Ūęįō┐ūĄ─│▀┤ńŠ½Č╚║═╬╗ų├Š½Č╚ę¬Ū¾Ė▀,Ż¼╦∙ęį╣ż╦ćęÄ(gu©®)│╠ųąĘųŃ@ĪóŃqā╔éĆ(g©©)╣żą“,ĪŻė╔ė┌ąĶę¬╝ė╣ż┐ūĄ─ųąą─▌SŠĆ▓╗į┌═¼ę╗éĆ(g©©)ŲĮ├µ,Ż¼═Ļ│╔ę╗é╚(c©©)Ą─┐ū╝ė╣ż║¾ąĶę¬▐D(zhu©Żn)äė(d©░ng)60ĪŃį┘╝ė╣ż┴Ēę╗é╚(c©©)Ą─┐ūŻ¼ąĶę¬ŖAŠ▀ėą┐╔▐D(zhu©Żn)äė(d©░ng)Ą─╣”─▄,ĪŻ
/ v% I4 P W) v6 r, a
łA┐ūū∙░ÕĄ─ą▒┐ū╝ė╣żŖAŠ▀įO(sh©©)ėŗ(j©¼)
# C U' B. o: ]* gę╗,ĪóŖAŠ▀Ą─įO(sh©©)ėŗ(j©¼)įŁ└Ē
Ż©1Ż®įO(sh©©)ėŗ(j©¼)ę╗╠ūŖAŠ▀į┌╦─▌S╝ė╣żųąą─╔Ž╝ė╣żŻ¼╩╣įōŖAŠ▀┐╔ęįļSų°╦─▌S╝ė╣żųąą─Ą─Ą┌╦─▌S▐D(zhu©Żn)äė(d©░ng),Ż¼Ä¦äė(d©░ng)«a(ch©Żn)ŲĘę▓▐D(zhu©Żn)äė(d©░ng)ę╗Č©Ą─ĮŪČ╚,Ż¼╩╣£╩(zh©│n)6mm┐ūŃ@Ņ^▓╗ė├ö[ĮŪČ╚Š═┐╔ęįĘųäeŃ@£╩(zh©│n)6mm┐ū┼c┴Ē═Ōę╗▀ģĄ─£╩(zh©│n)6mm┐ūŻ¼▀@śėŠ═┐╔ęįīŹ(sh©¬)¼F(xi©żn)ę╗┤╬čbŖA═Ļ│╔╦∙ėą┐ūĄ─╝ė╣ż,ĪŻ
/ \* l4 q: W. v# ?" o2 _
Ż©2Ż®×ķ┴╦▒ŻūC£╩(zh©│n)6mm┐ūĄ─╬╗ų├Š½Č╚║═│▀┤ńŠ½Č╚Ż¼╝ė╣ż╣ż╝■Ą─ą²▐D(zhu©Żn)ųąą─▒žĒÜ╩Ū£╩(zh©│n)20Ī└0.01mm═©┐ūĄ─łAą─,ĪŻę▓Š═╩Ūšf(shu©Ł),Ż¼┤╦ŖAŠ▀ę¬ØMūŃ╝ė╣ż╣ż╝■ĪóŖAŠ▀║═ÖC(j©®)┤▓Ą─Ą┌╦─▌Są²▐D(zhu©Żn)ųąą─▒žĒÜ═¼ą─▀@éĆ(g©©)Śl╝■,ĪŻ
1 z" y. J' ]( ?! [+ A
Č■,ĪóŖAŠ▀Č©╬╗į¬╝■Ą─┤_Č©
: J' y9 V- d/ n5 m5 e9 y
Ż©1Ż®ąŠ░¶ĪŻīóįō«a(ch©Żn)ŲĘ£╩(zh©│n)20Ī└0.01mm═©┐ūų├ė┌ąŠ░¶╔Ž,Ż¼┐╔Ž¹│²«a(ch©Żn)ŲĘZ,ĪóYĘĮŽ“Ą─ęŲäė(d©░ng)║═▐D(zhu©Żn)äė(d©░ng)ęį╝░X▌SĄ─ęŲäė(d©░ng)╬ÕéĆ(g©©)ūįė╔Č╚ĪŻ
Ż©2Ż®╦«ŲĮō§ēK,ĪŻ═©▀^(gu©░)▌oų·é╚(c©©)░Õ╣╠Č©į┌«a(ch©Żn)ŲĘĄū▓┐,Ż¼┐╔Ž¹│²«a(ch©Żn)ŲĘ└@X▌SĄ─▐D(zhu©Żn)äė(d©░ng)ĪŻ
ŖAŠ▀Č©╬╗į¬╝■╚ńłD3╦∙╩Š,ĪŻ
' f$ |3 u1 u4 ^& k( I. p( e
łD3 Č©╬╗į¬╝■
+ n+ @4 E4 R% h. s0 Q K
╚²,ĪóŖAŠoĘĮ░Ė╝░ŖAŠočbų├Ą─įO(sh©©)ėŗ(j©¼)
7 K! |, x$ t! e! L1 t8 v& w/ S
Ė∙ō■(j©┤)ŖAŠo┴”æ¬(y©®ng)│»Ž“ų„ę¬Č©╬╗╗∙£╩(zh©│n)Ż¼▓ó╩╣Ųõū„ė├³c(di©Żn)┬õį┌▒╗╝ė╣ż«a(ch©Żn)ŲĘäéąį▌^║├Ą─▓┐╬╗Ą─įŁät,Ż¼┐╔▀xė├┐ņ╦┘┬▌ą²ē║░ÕÖC(j©®)śŗ(g©░u)Ż©łD4Ż®,Ż¼╩╣ŖAŠo┴”ū„ė├į┌«a(ch©Żn)ŲĘ£╩(zh©│n)20Ī└0.01 mm═©┐ūĄ─ū¾Č╦├µ╔ŽĪŻ
4 ^9 h1 U' E5 J, v. ^6 k
łD4 ŖAŠoÖC(j©®)śŗ(g©░u)
3 e6 i8 G: Y) N3 K* ~% l5 ~
╦─,ĪóŖAŠ▀äéąįĘų╬÷┼cš`▓ŅĘų╬÷
" P8 n: i9 Z1 k- B1 V0 d1 a
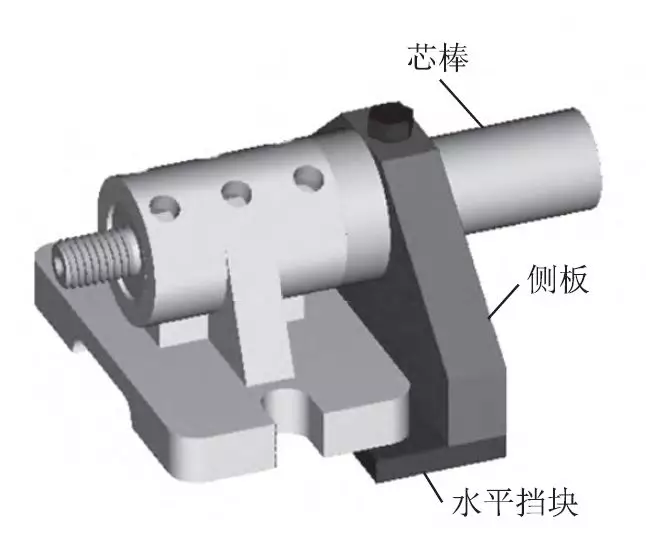
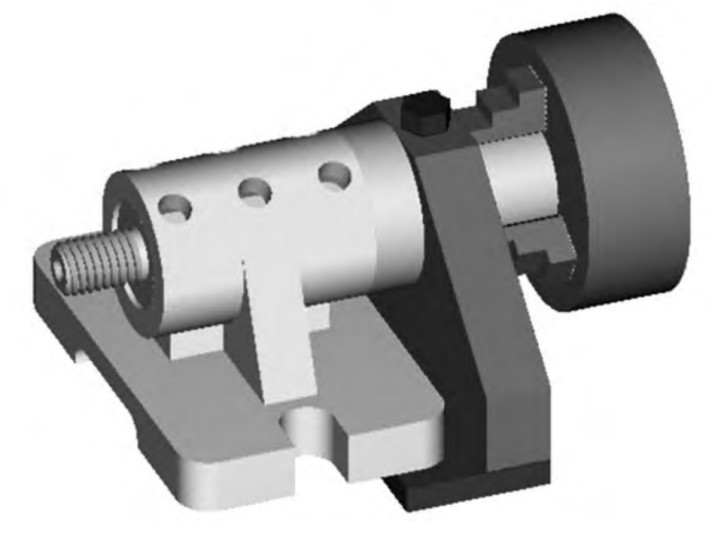
Ż©1Ż®ŖAŠ▀Ą─ų„ę¬į¬╝■╩ŪąŠ░¶,Ż¼╩Ū│ą╩▄┤¾▓┐ĘųŪąŽ„┴”Ą─▓┐╝■Ż¼Č°ąŠ░¶Ą─ų▒ÅĮų╗ėą£╩(zh©│n)20mmŻ¼į┌╝ė╣żĄ─▀^(gu©░)│╠ųąĢ■(hu©¼)░l(f©Ī)╔·šäė(d©░ng),Ż¼ė░Ēæ«a(ch©Żn)ŲĘ╝ė╣ż▓┐╬╗Ą─╬╗ų├Š½Č╚,ĪŻ×ķ┴╦▒▄├Ō░l(f©Ī)╔·šäė(d©░ng)▀@ĘNŪķørĄ─│÷¼F(xi©żn)Ż¼┐╔ęįį┌ŖAŠ▀Ą─ū¾é╚(c©©)į÷╝ėĒößśüĒ(l©ói)╠ßĖ▀ŖAŠ▀Ą─äéąį,Ż¼ŖAŠ▀▓╔ė├ę╗ŖAę╗Ēö?sh©┤)─ĘĮ╩ĮčbŖA,ĪŻ
$ x2 M" L7 ]( N
łD5 äéąįĘų╬÷łD
. Q p5 E2 X; Z6 I0 \+ G: [9 G; L
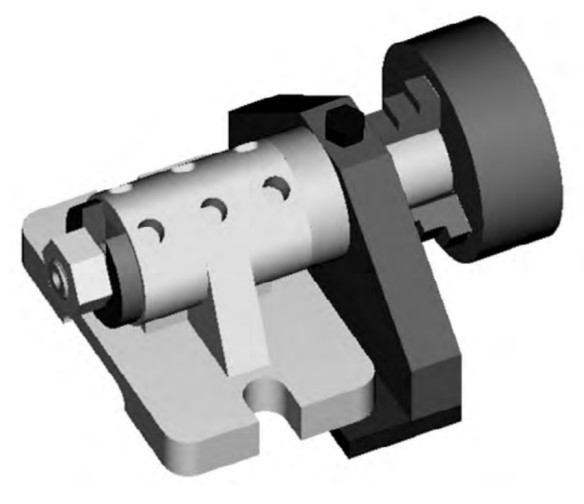
Ż©2Ż®ŖAŠ▀į┌Č©╬╗«a(ch©Żn)ŲĘĢr(sh©¬)Ż¼╦«ŲĮō§░Õ┐╔─▄┼c«a(ch©Żn)ŲĘų«ķgėąķgŽČ,Ż¼«a(ch©Żn)ŲĘčbŖAĄ─ĮŪČ╚š`▓Ņ▓╗ė░Ēæ«a(ch©Żn)ŲĘĄ─╝ė╣żš`▓Ņ,ĪŻ«ö(d©Īng)«a(ch©Żn)ŲĘęį£╩(zh©│n)20mm═©┐ūĄ─łAą─×ķą²▐D(zhu©Żn)ųąą─ą²▐D(zhu©Żn)0.1ĪŃĢr(sh©¬)Ż¼«a(ch©Żn)ŲĘĄū▓┐Ą─ķgŽČ╩Ū0.07mm,Ż¼▌oų·é╚(c©©)░Õ£╩(zh©│n)20mm═©┐ūĄ─łAą─ĄĮĄū├µĄ─įO(sh©©)ėŗ(j©¼)│▀┤ń×ķŻ©30Ī└0.05Ż®mm,Ż¼▀@éĆ(g©©)ŖAŠ▀┐╔ęįØMūŃ«a(ch©Żn)ŲĘĄ─╝ė╣żąĶŪ¾ĪŻ
" a1 w% l# n1 g
łD6 š`▓ŅĘų╬÷łD
+ P+ J' T5 A% p4 u8 d& Z
╬Õ,ĪóŖAŠ▀įO(sh©©)ėŗ(j©¼)ā×(y©Łu)╗»
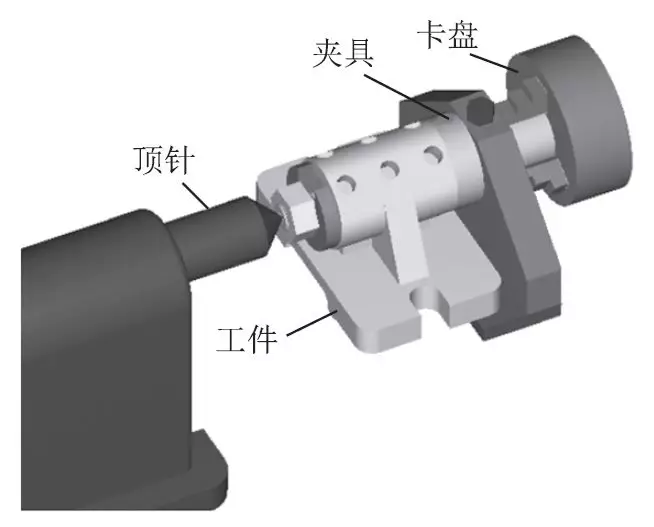
«a(ch©Żn)ŲĘį┌▒ŠŖAŠ▀čbŖAąĶę¬╝ė╣żĄ─▓┐╬╗╩Ū═©┐ū,Ż¼×ķ┴╦▒▄├Ō┐ū╝ė╣żĢr(sh©¬)ī”(du©¼)ąŠ░¶«a(ch©Żn)╔·ŪąŽ„┴”Ż¼ė░Ēæ╝ė╣żŠ½Č╚,Ż¼┐╔ęįį┌ąŠ▌S╔Žį÷╝ėā╔Śl▒▄┐š▓█,Ż¼į┌╝ė╣żĢr(sh©¬)▒▄ķ_(k©Īi)ąŠ░¶ĪŻ
: R) \* p8 ?1 E5 e' \3 m# [0 ]
łD7 ▒▄┐š▓█łD
+ G E' Q* r% {% {7 @4 h& S
┴∙,Īó«a(ch©Żn)ŲĘĄ─Č©╬╗┼cŖAŠo
Ż©1Ż®«a(ch©Żn)ŲĘ╩Ū▓╔ė├ąŠ░¶ŖAŠ▀▀M(j©¼n)ąąčbŖAĄ─,Ż¼░▓čb║├ŖAŠ▀ąŻš²ąŠ░¶Ą─ųąą─▌SŠĆ┼cÖC(j©®)┤▓ą²▐D(zhu©Żn)▌Sųąą─▌SŠĆ═¼▌S║¾Ż¼Å─ŖAŠ▀ū¾▀ģ░č«a(ch©Żn)ŲĘ╠ū▀M(j©¼n)╚ź,Ż¼«a(ch©Żn)ŲĘ∅20Ą─═©┐ū┼cąŠ░¶∅20Ą─═ŌłA┼õ║Ž,Ż¼┼÷ĄĮ∅30═ŌłAĄ─ū¾Č╦├µ═ŻŽ┬Ż¼Š═Ž▐ųŲ┴╦«a(ch©Żn)ŲĘ╬ÕéĆ(g©©)ūįė╔Č╚Ż©čžX,ĪóY,ĪóZ▌SĄ─ęŲäė(d©░ng)║═└@YĪóZ▌SĄ─▐D(zhu©Żn)äė(d©░ng)Ż®,Ż¼ę▓▒ŻūC┴╦«a(ch©Żn)ŲĘĄ─ą²▐D(zhu©Żn)ųąą─▌SŠĆ┼cŖAŠ▀Ą─ą²▐D(zhu©Żn)ųąą─▌SŠĆ═¼▌S,ĪŻ
5 b- b5 f6 u/ u8 k" s! y, z5 K; l
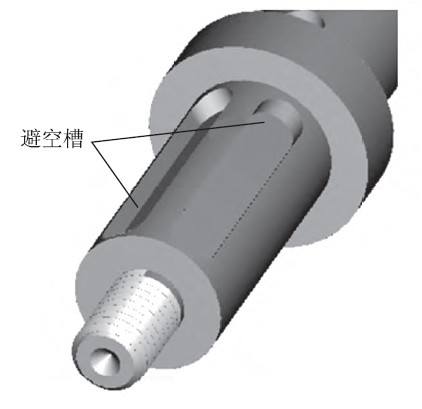
łD8 «a(ch©Żn)ŲĘį┌ąŠ░¶Č©╬╗łD
" h0 U0 c* H# I; ]0 t0 G1 c- K6 ]
Ż©2Ż®µiŠoĄū░ÕĄū▓┐┬▌Įz▒ŻūC«a(ch©Żn)ŲĘĄ─╦«ŲĮ╬╗ų├Ż¼═¼Ģr(sh©¬)ę▓Ž▐ųŲ┴╦«a(ch©Żn)ŲĘ└@X▌Są²▐D(zhu©Żn)Ą─ūįė╔Č╚,ĪŻ
Ż©3Ż®æ¬(y©®ng)ė├ŖAŠočbų├ī”(du©¼)«a(ch©Żn)ŲĘ▀M(j©¼n)ąąē║Šo,Ż¼═Ļ│╔ī”(du©¼)«a(ch©Żn)ŲĘĄ─čbŖAĪŻ
" H6 F2 z1 t4 p+ S) G: _3 m1 P# L
łD9 «a(ch©Żn)ŲĘŖAŠoą¦╣¹łD
, J3 a( O- Y+ c: ~5 R c
▀@╠ūįO(sh©©)ėŗ(j©¼)│÷Ą─ą┬ą═ŖAŠ▀╝ė╣żŠ½Č╚ę¬Ū¾║═╔·«a(ch©Żn)│╔▒Š▌^Ą═,Ż¼ęūųŲū„,Ż¼į┌ųąĪóąĪ┼·┴┐Ą─╔·«a(ch©Żn)ųą,Ż¼╔·«a(ch©Żn)│╔▒Š╗∙▒Š╔Ž┐╔ęį║÷┬į▓╗ėŗ(j©¼),Ż¼╩╣ė├┤╦╠ūŖAŠ▀▀M(j©¼n)ąą┴Ń╝■╔·«a(ch©Żn),Ż¼┐╔ęįī”(du©¼)╝ė╣ż╣ż╦ć▀M(j©¼n)ąąā×(y©Łu)╗»Ż¼┴Ń╝■Å─Č■┤╬čbŖA£p╔┘ĄĮę╗┤╬čbŖA,Ż¼╣Ø(ji©”)╩Ī┴╦čbŖA▌oų·Ģr(sh©¬)ķg,Ż¼Ė³║├Ąž▒ŻūC┴╦╝ė╣ż┴Ń╝■Ą─│▀┤ńŠ½Č╚Ż¼╠ßĖ▀┴╦╝ė╣żą¦┬╩,Ż¼ę“?y©żn)ķ╝ėčb┴╦ķ_(k©Īi)┐┌ē|Ų¼,Ż¼čb▓«a(ch©Żn)ŲĘĢr(sh©¬)▓╗ąĶ░čŖAŠoÖC(j©®)śŗ(g©░u)╚½▓Ž┬üĒ(l©ói)Ż¼ų╗ąĶöQ╦╔┬▌Įz░čķ_(k©Īi)┐┌ē|Ų¼╚ĪŽ┬Š═┐╔ęįī”(du©¼)╣ż╝■▀M(j©¼n)ąąčb▓,Ż¼ę▓ĮĄĄ═┴╦╔·«a(ch©Żn)▓┘ū„š▀Ą─ä┌äė(d©░ng)ÅŖ(qi©óng)Č╚║═╔Ž╩ųļyČ╚,ĪŻ
7 K& @& g' |5 ?& k% X" ]8 a- E; I. p
4 V) n& h6 Y# V+ _0 D5 K
ū„š▀: 18137630758 Ģr(sh©¬)ķg: 2023-3-31 08:44
ø](m©”i)├½▓Ī
| ÜgėŁ╣Ō┼R ÖC(j©®)ąĄ╔ńģ^(q©▒) (http://97307.cn/) |
Powered by Discuz! X3.4 |