�C(j��)�^(q��)
��(bi��o)�}: ���Sԓ��ʲô�A�ּ��g(sh��),���������϶������?y��n)�һ�?[��ӡ���(y��)]
����: һ����ǰ �r(sh��)�g: 2023-4-1 09:38
��(bi��o)�}: ���Sԓ��ʲô�A�ּ��g(sh��),���������϶������?y��n)�һ�?br />�A�ߑ�(y��ng)ԓ�M��Ļ���Ҫ�����܉�ɿ��؊A�ֹ�����ͬ�r(sh��)���ܷ��K�ӹ����M(j��n)��,���@���NJA�ߵļӹ���Ч��,���A�ߵļӹ���Ч����Ε�(hu��)ֱ��Ӱ푼ӹ���ˇ�ă�(y��u)��,��δ��(l��i)�A�ߵ�څ��(sh��)�Ǹ�����Ч�ĊA�֣����c�O(sh��)�乤�S������Ч���B��,��
/ W7 d' c% a# a D0 V7 J/ l
3 q' J9 J, _! ]. ~- s" `
��������ӹ�����������ӹ��е�����ӹ����������^����ӹ�,�������ڌ�(du��)����һ�ΊA�o����r��(sh��)�F(xi��n)�傀(g��)��ļӹ�������ӹ����܉���Ч�ر��C�C(j��)������,�����܉�����ӹ�Ч��,����˱،������������г��õļӹ���ʽ������,����ʹ�Â��y(t��ng)�ĊA�ߕr(sh��),�����ڊA�����^(gu��)��,������ӹ������y�Ԍ�(sh��)�F(xi��n)��
! _2 ~7 Q- _/ |" s" y& k- F' ^
�� �m������ӹ���ҧ��ʽ�A�ּ��g(sh��)
: l. j) x. f0 a; [. H" d
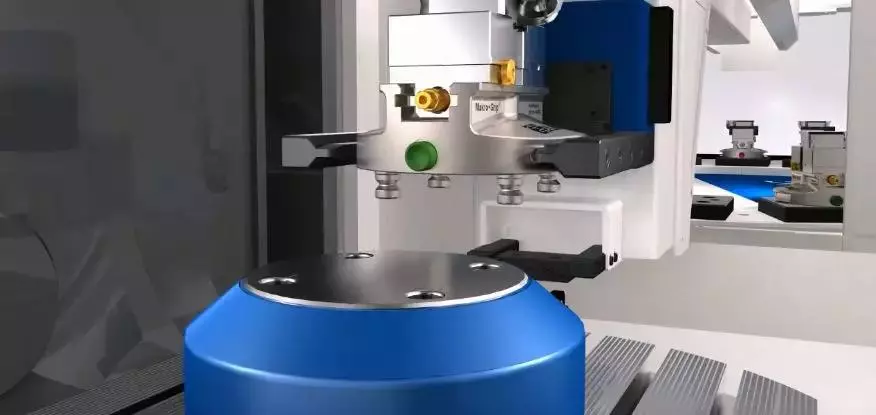
һ�N�������g(sh��)����ҧ��ʽ���Qչʾ��һ��(g��)�ܺõĽ�Q����,����ֻռ��(j��)����3mm�ĊA�ָ߶�,�����ܿɿ��؊A�o�������C(j��)�����o(w��)�ϵK�،�(du��)�����M(j��n)������ӹ�,��
, A( X8 ]/ `5 v
+ |/ O# [ w) T* _
ҧ��ʽ�A�ַ�ʽ��,�����Q�Q�ں���֮�g��Ƕ���P(gu��n)ϵ��ʹ�ù����ڃH���A�֘O�ٵ���r��Ҳ�ֿܵ����������,�����ҹ���������ȫ��¶����(l��i),�����߿������ɵļӹ�����(g��)�����ҧ��ʽ�A�ּ��g(sh��)������Ч�Ĝp�يA����e,��
% \* l( M$ {' J. }
�t(y��)����е�����ӹ��������˸��õ��U��ʹ����r,���F(xi��n)���T�స���С�ij�t(y��)����е��˾���Ĺ���������
* u9 w ~5 O/ U6 l0 N9 X
1.�����ӹ���(n��i)��
������Ҫ�ӹ������͵��y�K���,����ӹ�,���ӹ����У����Ϟ��S�~HB59-1,���ҿ��c��,�����c�۵ȶ���λ�öȵ�Ҫ������������t(y��)���O(sh��)����ʹ��,�����������ֲڶ�Ҳ����Ҫ���,��
% |% I" E. l ` ]" M) W
) R% g- z2 n I# K3 ?( R: Z
2.�����ӹ���ˇ��Ҫ��
. Y- B4 H% G+ S
���M������ӹ��͌�(sh��)�F(xi��n)�ۿ���λ���������A�ߑ�(y��ng)��һ���b�A��(sh��)�F(xi��n)5��ӹ�,����6��ӹ�,���Ԃ��y(t��ng)����ܛצ�A�����һ��Ӳצ�A�ֺ��E��������¼ӹ�Ҫ��,��
������ֲڶ�Ҫ��,����(sh��)�F(xi��n)��Ҫ������A����ҧ�ϊA����С�����A�o��С,����������,�������ڊA�ַ�ʽ������ͻ�ơ�
) _7 a) k6 M& y8 f& o
�� �����M(j��n)�еļӹ���(sh��)��
' k1 \, b/ n b/ d7 r
�C(j��)������̖(h��o)DMG1035V�������S�[��(d��ng)�_(t��i)���SSK40
�[�_(t��i)�ߴ磺600*300mm
���b�A����+������(sh��)����2��/��
����ƽ�����ٶȅ���(sh��)��300m/min
���2��/��
3.��(y��ng)��ǰ����^
֮ǰ�ļӹ���ʽ��
, ~3 n4 _! Q+ a( Y- e9 M
4 c- J# q% t& u8 x5 B
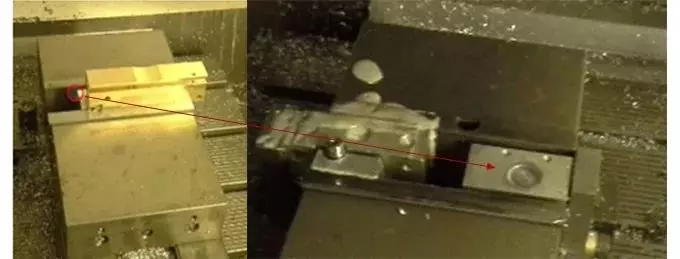
�����ˌ�(sh��)�F(xi��n)�A����,��©������ɼӹ���,���ڻ��Q�b�Aλ�����Ӊ|�K��ÿ�θ��Q�����Ҫ�{(di��o)���|�K�����b�A�r(sh��)�g,�������ڰ��b����,������ӹ����M���ƽ���ƽ�жȣ�ֹλ���{(di��o)��Ҫ���M(f��i)���L(zh��ng)�ĕr(sh��)�g
' {6 t6 C2 t- w* A* h& u! U6 c6 p
) V$ }0 G7 a. h7 p
�����ˌ�(sh��)�F(xi��n)6��(g��)�涼��Ҫ�ӹ�,����(sh��)ʩ�r(sh��)����Ҫ���ͣ�C(j��)��ж�b�A����,������λ�ö�׃�������a(ch��n)Ч�ʺ�����λ������ױ��C,��
���ļӹ���
" v6 P$ }1 v9 t2 T3 h9 ]
' K7 y* q$ [$ W% E T* J0 O: O Y
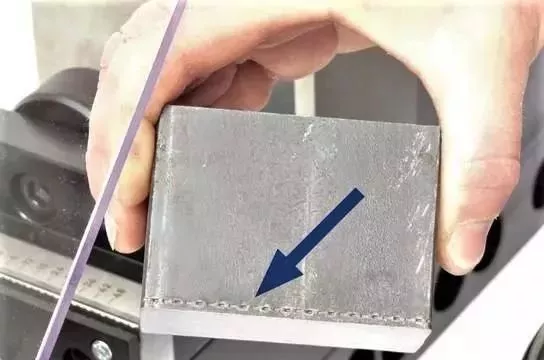
�����Q3mm�_(t��i)�A,����λ�͊A�o�����ã���?ji��n)A�ք��Ժ�,���o(w��)���(d��ng),������С�ĊA����e��(sh��)�F(xi��n)�ס��ۼӹ�һ�����,������ȱ���������ľ���Ҫ��,��ʹ�á�ҧ��ʽ���A�ּ��g(sh��)����(sh��)�F(xi��n)С�(q��)��(d��ng)���_(d��)����ĊA�o��,��ʹ����(du��)�^ܛ����ɫ�����������׃��,��
" `. d0 G: f/ s) `
K% `4 `" X4 k
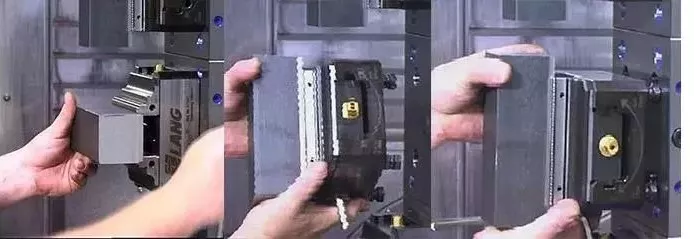
����Ͽ�Q���c(di��n)λϵ�y(t��ng)��(sh��)�F(xi��n)4��90��ֶȣ�ʹ�ù����c�A��ϵ�y(t��ng)��������(du��)�oֹ,������һ���b�A����ӹ�,��
, S" t# L* i' q5 l7 a% i5 p6 X ~
4.�ӹ�Ч�ʌ�(du��)��
���y(t��ng)���b��
����M��ӹ�������7������
�b�A�r(sh��)�g��?ji��n)�(g��)���b�b�A�r(sh��)�g10���
���������r(sh��)�g��100���
ʹ��ҧ��ʽ���Q��
����2������M�����a(ch��n)
�b�A�r(sh��)�g������(g��)����ֻҪ3���
���������r(sh��)�g��70���
- P; O- e+ A# V) b: y8 N0 s+ \; P* J5 E/ r
| �gӭ���R �C(j��)е��^(q��) (http://97307.cn/) |
Powered by Discuz! X3.4 |