�C(j��)�^(q��)
��(bi��o)�}: ��ͬ�ı��ڼ��ӹ�����ʲô���P����m [��ӡ���]
����: һ����ǰ �r�g: 2023-4-14 09:23
��(bi��o)�}: ��ͬ�ı��ڼ��ӹ�����ʲô���P����m
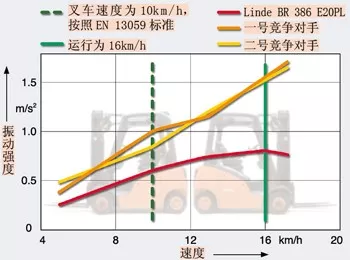
�ڌ����ڿ��ļ��M(j��n)��܇���r,���b��׃�ο��ܕ������Ҏ(gu��)���Ĺ����������ʹ����׃�ɏUƷ,����ˣ������P���x��dz���Ҫ��ƽ��A�Q���кܴ�ă�(y��u)�ݣ��ڌ��b���c(di��n)�M(j��n)����ѵIJ���֮������׃�ο��ԜpС��ԭ��׃������10%,�������P�ĊA�����Կɱ��ֲ�׃��
, x. G) _' w) V' f
�ڹ����ό����P��������(bi��o)�Rͨ�����A�o�Ĺ�����܇���ӹ�֮��,�����O(sh��)�����ԕ��ʬF(xi��n)��õĈA��,�����ڹ������b��֮�����ٕ��ʬF(xi��n)���LjA�Π�,��ͨ�^�y�A���߿������@�^�y��,����˱���ڹ����Ϙ�(bi��o)�R�����P�ķֲ���r���Ա�����R�e�A�����Ƿ�������׃��,��
$ @; Q. ^# I+ b0 c5 L7 l4 }* C
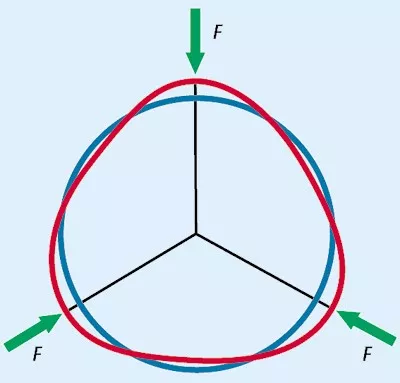
�D1 �����ϵ����ɊA�ֿ��Ԍ�(d��o)�oҎ(gu��)�t���Π��`��
2 U, W' L l; V h1 C/ b, }
�D1�͈D2��ͨ�^���ķ�ʽ�@ʾ��܇���ӹ���ɈA��ȱ�ݵĸ��Nԭ��,���T����(y��ng)�������rҲ���ܕ����F(xi��n)��Ҏ(gu��)�t���Π��`��@�c���оֲ����Ͼ۷e�����������������Ҫ�P(gu��n)(li��n),�����A���`���c�A��λ�õ����_���w�ǟo��������,�������̱����ԇ܇�����ɳں;�܇��,�����ڼӹ�֮ǰ��ԭ�Ϲ����M(j��n)�������˻�,������������߹������|(zh��)����
9 G7 A: t* U1 F/ I! e% l
�D2 ͨ�^���P�A����������,�����a(ch��n)����Ҏ(gu��)�t��׃��
1 n" J+ q+ q5 @8 _" w
�ڈD2��������,�����������@�ܵ����P�A���������ö�׃�Σ���ײ��ڿ��P�^(q��)����Щ���(n��i)�D��,�����,��ԓ̎�ڹ��������_���˳�֮�����^��IJ��ϱ�ĥ������r,����ε��k�����ǿ��]���͊A�։��������ˣ����ע��P�ڴˠ�r���Ƿ�߀�����ĊA����,����?y��n)�ĥ���ͨ����Ҫ�^�ߵ������ٶȺ��D(zhu��n)��,���ڛ]���x����ƽ��ėl���£��A���������½���Σ�Uˮƽ,��
/ @3 k" z. M- V5 _, { J
ͨ�^�A�Ȝy����ӳ�`��
' A4 o( o( @, G) X ^) ~5 |: E4 a( H���H�@�ɷN�`��Դ�֮�g�IJ�����@,���A�Ȝy��Ҳ�����@ʾ�����ڃɷN����֮�g��ij�N����Π�������ṩ���P(gu��n)�`��Դԭ�����Ϣ,���Ա��ȡ�a(b��)�ȴ�ʩ,��
# C Q% D+ J: u; t
�D3 ����Ӳ�|(zh��)���Q���͏�(qi��ng)�����P
( l( @7 a4 ?- r0 p5 a
����A�����Ľ��͛]�Ў������˝M��ĽY(ji��)�����t���Խ��h����ʹ�õĿ��P�M(j��n)�з���,����ҿ��T�F���⚤����ԭ�Ϲ���,����������Ӳ�|(zh��)��(bi��o)��(zh��n)�A�ݠ�P�M(j��n)�ЊA�֣��D3������A����Ŀ��X���^�L�r�g��ʹ��֮��,������Ȼĥ�p����u׃�g,���A�ֺ;o��Ч���p���������ڼӹ��^���д�Ŀ��PÓ����Σ�U���ɴ�������,��
& R3 U( B/ }0 ]) x
�D4 צ�ο��P��a�������ο��P��b��
+ d% w7 p% A, v/ L) M
Ӳ�|(zh��)�A��ʽ���P
/ C% o3 @+ V8 e' ~���Ϳ��P������A��Ч����,������ĊA���������^�ͣ���˹�����׃�γ̶��^С,�������F���X��צ�ο��P���D4�������ṩ���ߵİ�ȫ��,���@�N���P���Ծo�oץס�����ı��棬���c�·�uһ�X���A�ݿ��P����ͬ�ȊA��������r��,�����Ԍ�(sh��)�F(xi��n)�p����������,��
/ t$ e: n" q9 P+ p$ A. z
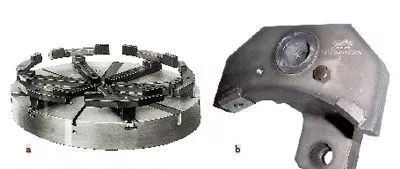
�[צʽ���P�ڊA�����е�ԭ�Ϲ����r�����e�ă�(y��u)�ݣ��D5�����[�Ә�ъA�������䵽�p����(sh��)���ĊA���c(di��n)��,��ÿ���A���c(di��n)��ֻ����һ�����,�������ϸ��A���c(di��n)֮�g�ď������Է������ԿsС������A���c(di��n)�ķֲ��_(d��)����ѵij̶ȣ�����طֲ��ڈA���ϣ�,���t������׃�δ�s���ԜpС��ԭ׃������10%,�����o�轵�Ϳ��P�ĊA������
1 @3 _" V5 ?) r+ Q2 i- [5 G
�D5 ���Д[צ��b���Ŀ��P��a��
+ D" O' ` [5 J: t9 x! J
���ѽ�(j��ng)܇���ꮅ�Ĺ���ֱ���ϊA�ֵĠ�r��,������ʹ�Ñ�(y��ng)�÷������ӏV����Ӳ�|(zh��)���P���D6��,������ĊA��ֱ���������A����֧�ι�������ʹ���^��ĊA�����¹���Ҳ�����l(f��)��׃��,���@�N���P�����ɲ�ͬ�ďS���ṩ,�������������ͣ�������(j��)�����D���M(j��n)����ѵ��O(sh��)Ӌ������,��
1 X4 [* j( n# g
�D6
5 U9 F4 H x8 _, C
ᘌ���������ͬ����ƹ����ļӹ�,�����Բ�������ĊA����е,�����䌦�ڱ��ڵĭh(hu��n)��ʹ�Î���6��12��ֱ����400~4000mm���P�ęC(j��)е����ʽ�ܗUƽ��P,�����ԫ@�úܺõ�Ч�����D7��,���ڸ������P֮�g�γ�һ�N�A�����͊A�����ľ����B(t��i)�����,����ʹ�����ĈA�ܴ����`��,������Ҳ����ȫ�ҟo׃�εر��A��ס������,���A��߀����ͨ�^�քӺ��Ԅӱ��ГQ��һ�N�����ĊA�ַ�ʽ,��
8 B5 J* V4 u {0 j. J! X
�D7
$ B) f* w" j+ A# |2 K' N
�A�����S��������֧��' x( g7 \, E. ~- g+ f& f. q9 y
ᘌ��e����׃�κͲ�Ҏ(gu��)�t�Π�Ĺ�����ͨ������ָ�ο��P,�����@�N��r��,���A���������ԏ���ʽ���ã�������ָ�ο��P�S�����������O(sh��)���Č����c(di��n)��֧���c(di��n)���D8��,�������ď���׃�������̶��ϵ��Ա���,����ָ�ο��P�ϣ����ԽY(ji��)����ǰ�Č��п��P���^С�ĊA�����Լ���(qi��ng)�ŵ��S��A��,������,��߀�кܶ������P���H�������ڭh(hu��n)�ι�����ͬ�rҲ�������ڸ��N��(f��)�s�Π�Ĺ���,��
( g+ A0 b0 I! p7 D3 W
�D8 ����ָ�ο��P
" O7 t& r( \+ J d1 V0 I; @+ e
��A�ߴֶ��Ǟ��ض��Π�Ĺ������O(sh��)Ӌ��,���@�N���PҪ�������ӹ��Ę�(bi��o)��(zh��n)�A�߃r��ߣ����ǿ��ԘO����ӹ��|(zh��)�������a(ch��n)Ч��,�����^�̵ĕr�g��(n��i)�����ջسɱ�,��
4 e, l$ W- a" t4 W0 K# W* y6 b8 J
����: ��007 �r�g: 2023-5-18 15:59
666
����: haitong �r�g: 2023-5-22 14:33
�r��Ҫ�Ș�(bi��o)��(zh��n) �����?sh��)?
| �gӭ���R �C(j��)е��^(q��) (http://97307.cn/) |
Powered by Discuz! X3.4 |