機械社區(qū)
標題: 效率能翻番,,“疊層模具”你了解多少? [打印本頁]
作者: 一往冇前 時間: 2023-4-25 14:36
標題: 效率能翻番,,“疊層模具”你了解多少?
01
什么是疊層模具
疊層模具是當今塑料模具發(fā)展的一項前沿技術(shù),,型腔是分布在2個或多個層面上的,呈重疊式排列,。簡單地說,疊層模具就相當于將多副單層模具疊放在一起,,安裝在一臺注塑機上進行注塑生產(chǎn),。
" Z* O6 \8 B! M
9 ~% p \1 w1 m% b" q! x6 v
疊層模具產(chǎn)生的需求背景通常注塑機在使用單層塑料注射模具的時候,其本身的 注 射 量 和 開 模 行 程 只 使 用 了 額 定 的20%~40%,,沒有充分發(fā)揮注射機的性能,,而疊層式注塑模具能夠在不增加鎖模力的基礎(chǔ)上,在 1 臺注射機 1 個操作人員的條件下能使產(chǎn)量根據(jù)層數(shù)成倍增加,,可以極大地提高生產(chǎn)效率和設(shè)備利用率,,并能節(jié)約生產(chǎn)成本和人力資源。疊層式注塑模具最適于成型大型扁平制件,、淺腔殼體類制件,、小型多腔薄壁制件和需大批量生產(chǎn)的制件。
8 a- Q# b+ `1 {: G- R* G
02
疊層模具的優(yōu)點是什么
1)與常規(guī)模具相比,,疊層式模具鎖模力只提高了10%~15%,,但產(chǎn)量可以增加90%~95%;
2)模具制造要求基本上與常規(guī)模具相同,,且將多副型腔組合在一副模具中,,所以模具制造周期也大大縮短;
3)使用高效疊層注塑�,?梢缘玫诫p倍或者四倍于普通單層模的產(chǎn)出而無須投資購買額外的機器和設(shè)備,。這就節(jié)約了安裝機器、設(shè)備和擴建廠房,、新增勞動力的費用,;
4)疊層模具可以裝在單層模具要求相近的注塑機上,單位時間的產(chǎn)出效率卻是成倍的增長
5)節(jié)約原料,,易于自動化,,提高產(chǎn)品性能,縮短生產(chǎn)周期
: } Z! b/ {- i& Y* K
03
疊層模具的分類
1)普通疊層模具
2層模
3層模
4層模
最多到10層
9 h" {8 o1 L; x( Y
2)旋轉(zhuǎn)疊層模具
3)Tandem模
; }* `* J+ u1 F! O: d
04
疊層模具的發(fā)展歷程
1)疊層式模具的原始模型是1899年美國人Alanson cD.Gray在鑄造薄壁蠟制品時采用,;
2)早在1940年12月E.R.Knowles就取得了疊層式模具的專利權(quán),,但未推廣使用,;
3)20世紀 60 年代瑞士的模具制造商開始研究用于加工塑料的疊層式模具,主要是生產(chǎn)包裝盒及簡單的日常用品的注塑模具,;
4)1980 年德國人設(shè)計了普通流道的雙層注射模(即冷流道疊層式模具),;
5)20世紀80年代末90年代初日本人、德國人設(shè)計發(fā)明了各自不同結(jié)構(gòu)的熱流道疊層式模具,;
6)20世紀90年代初Tradesco 模具公司的 Rozema研發(fā)出4層模,;
7)21世紀初Tradesco模具公司成功開發(fā)了3層多腔疊層式熱流道模具;
8)1995 年俄羅斯的 Grabovski研發(fā)出直角進澆熱流道疊層式模具,;
9)21世紀初德國人設(shè)計了一種16+16 腔的 2 種材料的旋轉(zhuǎn)疊層式模具,,之后用于多色注塑的旋轉(zhuǎn)疊層模具逐漸廣泛使用;
10)2002年由德國Bielefeld大學應(yīng)用科學研究院開發(fā)了應(yīng)用于厚壁制品的Tandem模具,。
# [* E i& L! f% I# f/ g" `+ `! n
05
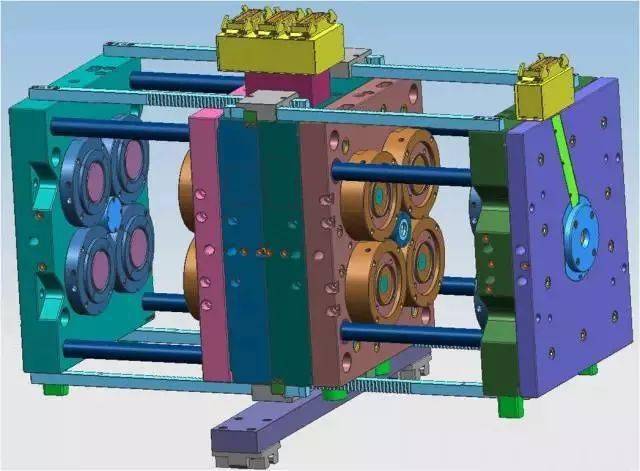
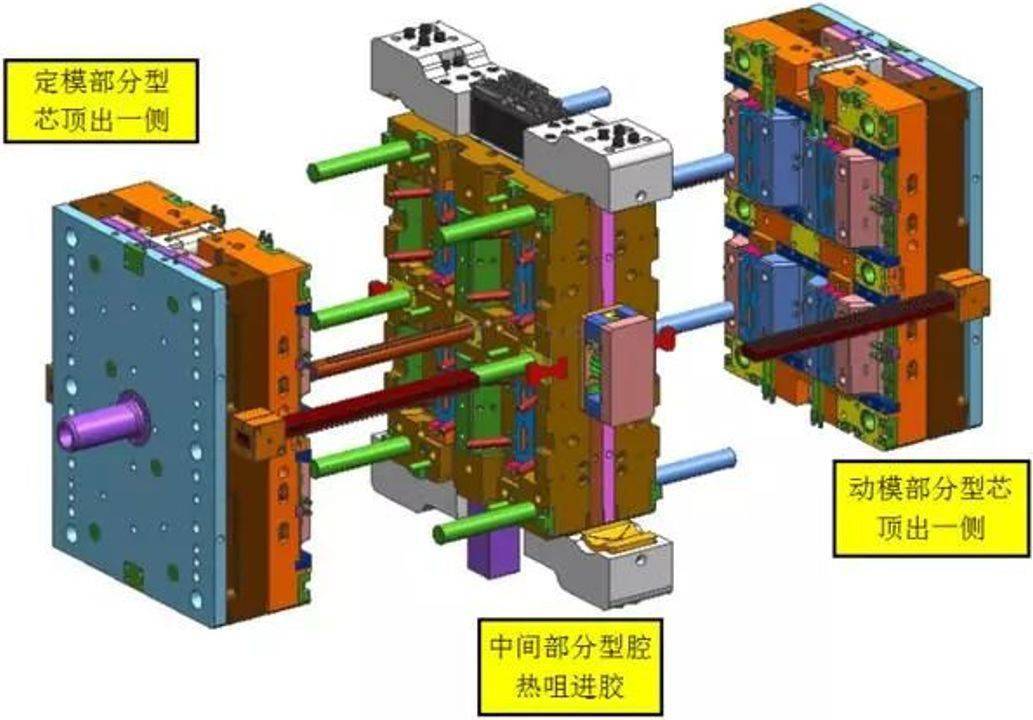
疊層模具結(jié)構(gòu)
2層疊層模具基本構(gòu)成部分
) q9 w* L6 t: T( @
) r7 C: {: _ b5 r4 E0 l7 y% G& w7 y/ \; ^
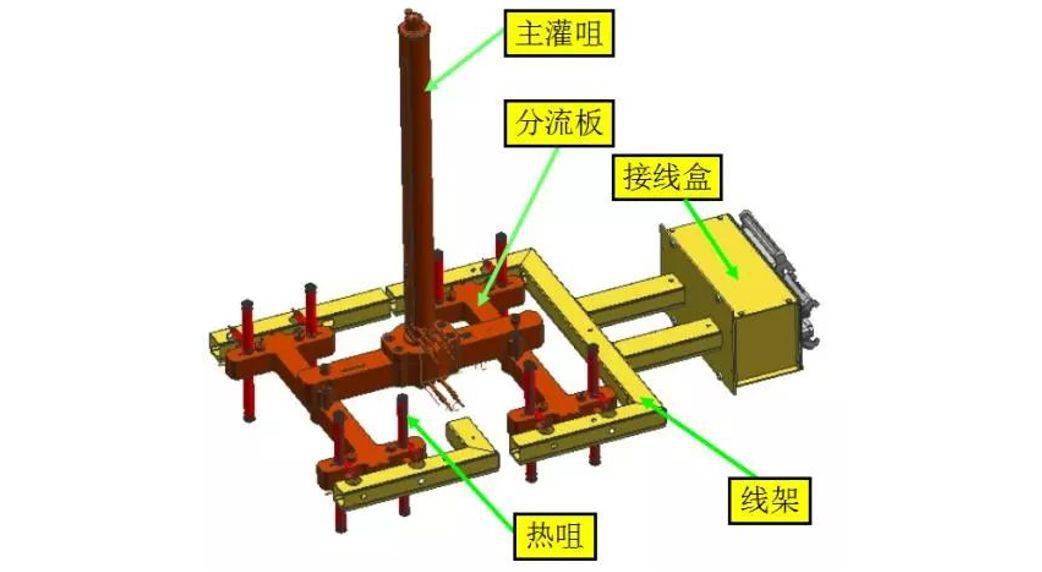
疊式熱流道設(shè)計
1)主灌咀的運動導向
2)主灌咀與流道板的連接
3)流道板與熱咀的連接
4)線架,、接線盒與熱流道部分的整體化設(shè)計
5)熱流道的平衡技術(shù)
6)熱流道裝拆方便性考慮
7)熱流道系統(tǒng)的保護
3 N. o, n/ L4 B0 [; u8 q
% j* I2 Y [# l! R" n( R9 Z+ b2 R8 o
熱咀保護
3 ]6 \ h1 U. b6 I+ U9 Z8 k
/ K2 J. `" x/ z
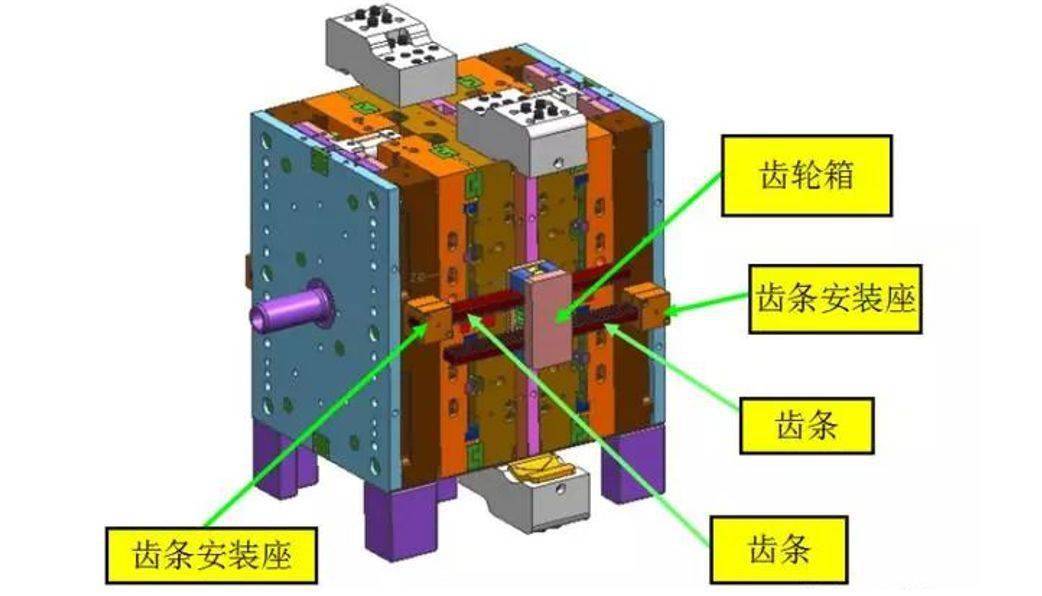
同步開模機構(gòu)
7 ?# }; C0 W# H, p8 v% P% G
1 t" Q! h. J! v& u! i0 h9 b) Q) p
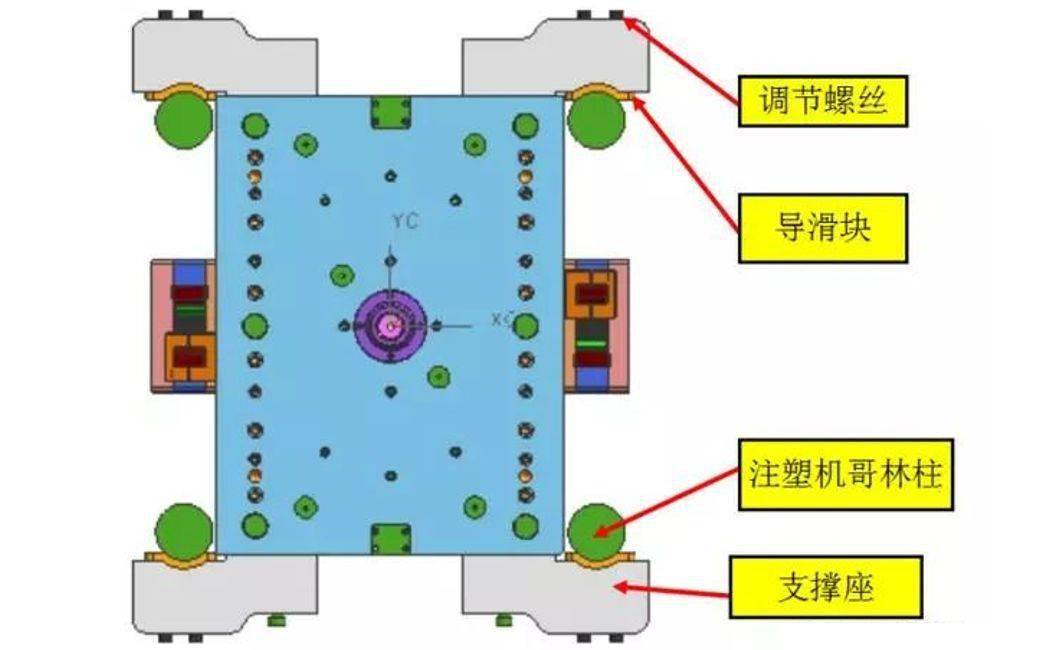
中間支撐導滑機構(gòu)
9 b0 l& M6 Y2 e, n2 Z& T9 \
5 z( ?4 _0 w# D: G
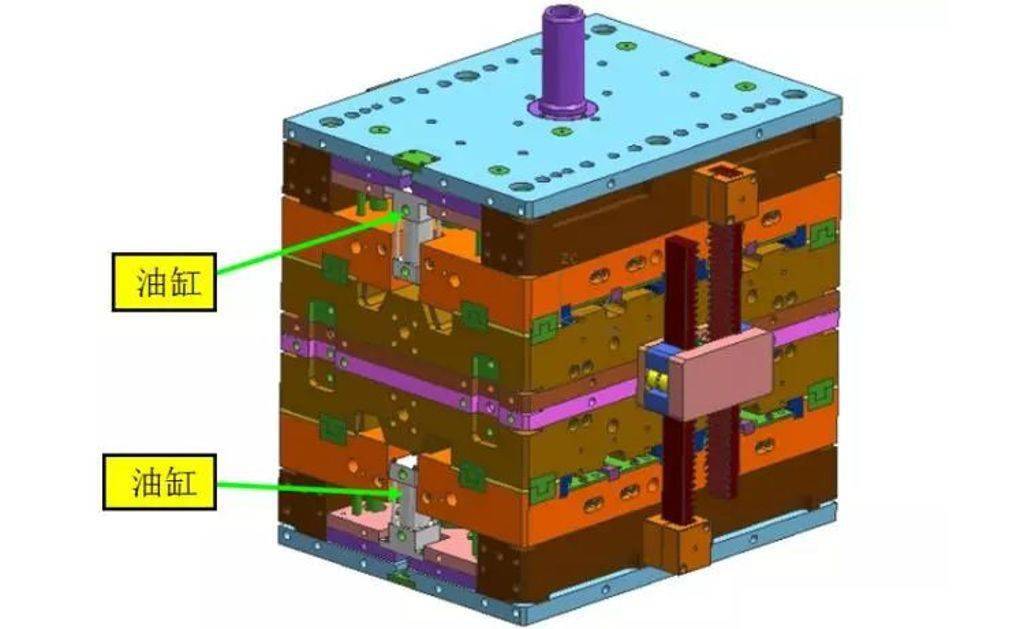
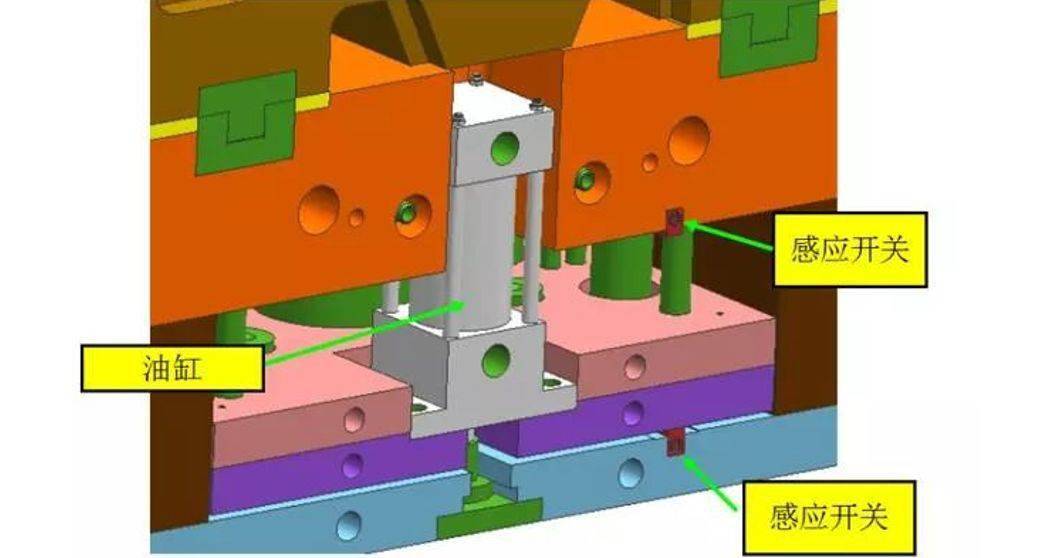
頂出機構(gòu)
1 p- f' w, k: N$ ?, B
9 `/ g0 K! `' E' [; Y- ? ]
4 K$ h n; B- V
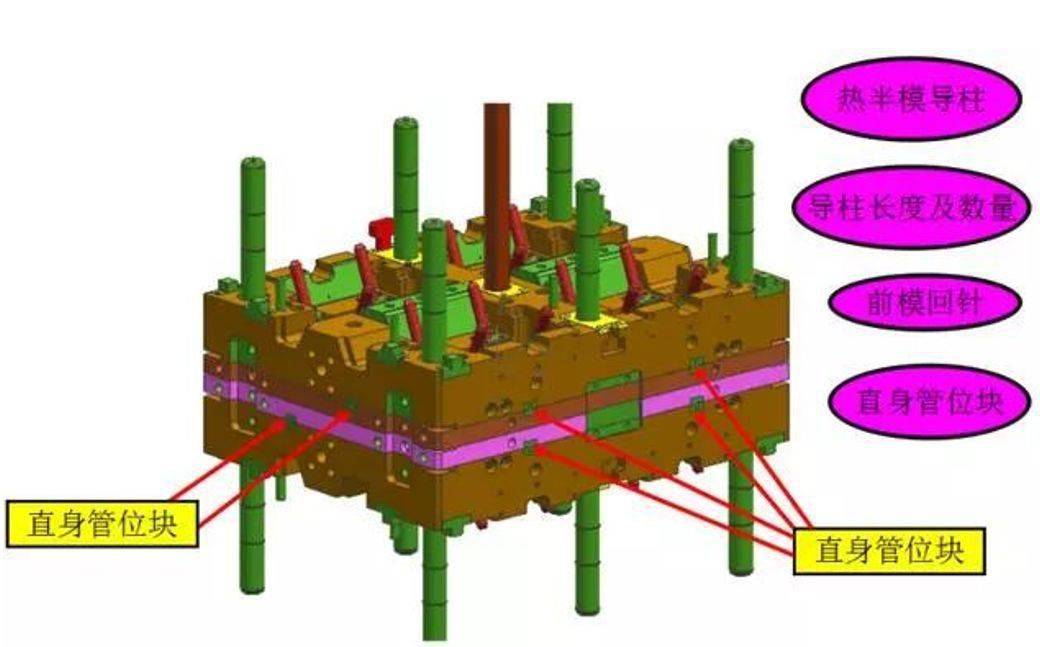
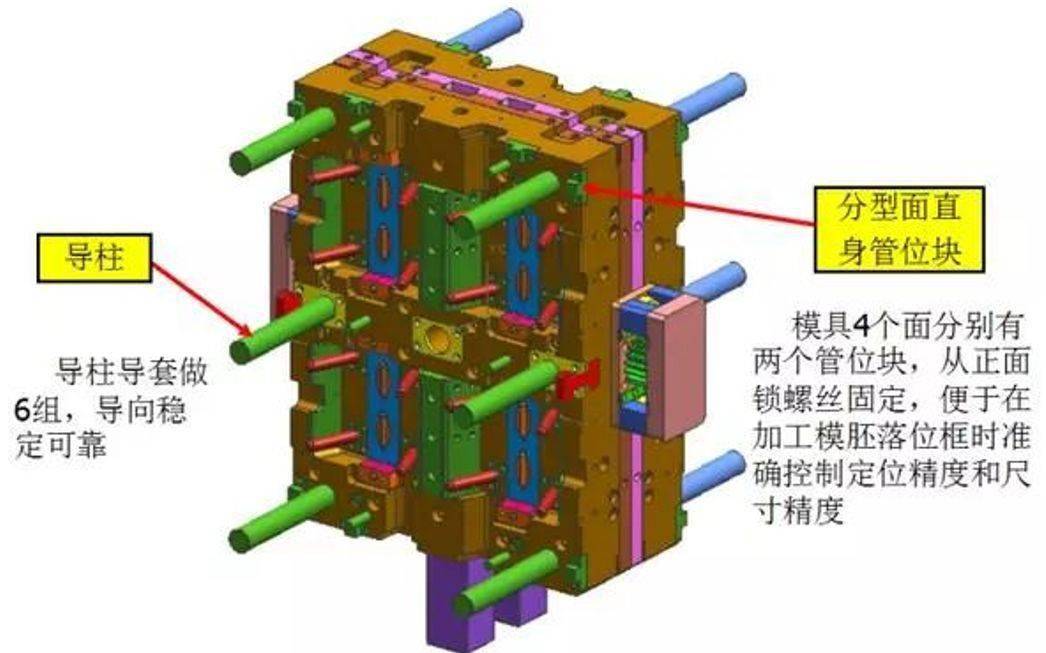
導向定位系統(tǒng)-模胚部分
7 J8 p& u' g% v9 @* |
+ Z/ p8 x# Z0 b2 V5 B0 f. T
06
疊層模具設(shè)計考慮要點
1)模具開模后主灌咀不能脫出導套之外,應(yīng)注意主灌咀長度和模具開模行程的合理設(shè)置,;
2)需校核注塑機最大開模行程和最大塑化量,;
3)注射裝置的預(yù)塑效率要高;
4)注射速率適當增加,;
5)熱流道熔體的壓力釋放,;
6)型腔布置與主灌咀的關(guān)系處理。
作者: romansee 時間: 2023-4-25 19:25
不錯
作者: 機加愛好者666 時間: 2023-4-28 15:09
學習一下
作者: zss51920 時間: 2023-6-25 10:02
這個好牛逼啊啊
| 歡迎光臨 機械社區(qū) (http://97307.cn/) |
Powered by Discuz! X3.4 |