ôC(j®©)–Β…γÖ^(q®±)
‰Υ(bi®Γo)ν}: ±Γ±ΎΙήöΛΦ”ΙΛ≤ΜΉÉ–Έ,Θ§Ω¥Ω¥‘θΟ¥ΉωΒΫΒΡ [¥ρ”Γ±Ψμ™(y®®)]
Ής’Ώ: “ΜΆυÉ”«Α ïr(sh®Σ)ιg: 2023-5-9 09:46
‰Υ(bi®Γo)ν}: ±Γ±ΎΙήöΛΦ”ΙΛ≤ΜΉÉ–Έ,Θ§Ω¥Ω¥‘θΟ¥ΉωΒΫΒΡ
ΗΏΨΪΕ»±Γ±ΎΝψΦΰ”»Τδ «¨Π(du®§)ΏBΫ”°a(ch®Θn)ΤΖΒΡ±Γ±ΎΙήöΛΙΛΦΰΏM(j®§n)––Φ”ΙΛïr(sh®Σ),Θ§œϊ≥ΐΕ®ΈΜΓΔ―bäAΉÉ–ΈΒΡΦΦ–g(sh®¥)“Μ÷±άßî_ΦΦ–g(sh®¥)»ΥÜT,ΓΘ“ΜΑψ’J(r®®n)ûι≤…”Ο–ΡίSΕ®ΈΜäAΨΏ,Θ§Ζ÷Εύ¥Έ―bäAΝψΦΰâΚΨoΘ§è½–‘–ΡίSΕ®ΈΜäAΨoΝψΦΰ,Θ§ή¦ΉΠèΫœρäA≥÷ΝψΦΰΒΡΖΫΖ®ί^ûιΩ…––,ΓΘ
Γχ “ΜΖN–ΡίSäAΨΏ
ΒΪ”…”ΎΙήöΛΝψΦΰ±Ύ±ΓΘ§≥Ώ¥γΨΪΕ»“Σ«σΗΏ,ΓΔéΉΚΈΙΪ≤ν“Σ«σ΅ά(y®Δn)Ηώ,Θ§±Ίμö“Σ“Μ¥Έ―bäAΆξ≥…ΝψΦΰΦ”ΙΛΘ§‘Ύè½–‘,ΓΔèΫœρäA≥÷ΝΠΒΡΉς”Οœ¬,Θ§ΝψΦΰΦ”ΙΛΚσïΰ(hu®§)°a(ch®Θn)…ζè½–‘ΉÉ–ΈΓΘ“ρ¥Υœ¬ΟφΖ÷œμ“ΜΖNœϊ≥ΐΦ”ΙΛäAΨoΝΠΉÉ–ΈΒΡΙΛ―b‘O(sh®®)”΄(j®§),Θ§Ρήί^ΚΟΒΡΫβ¦Q±Γ±ΎΙήöΛΝψΦΰ‘ΎΦ”ΙΛ÷–Υυ ήΒΡäAΨoΝΠΉÉ–ΈÜ•(w®®n)ν},ΓΘ
“ΜΓΔ±Γ±ΎΙήöΛΝψΦΰΫιΫB
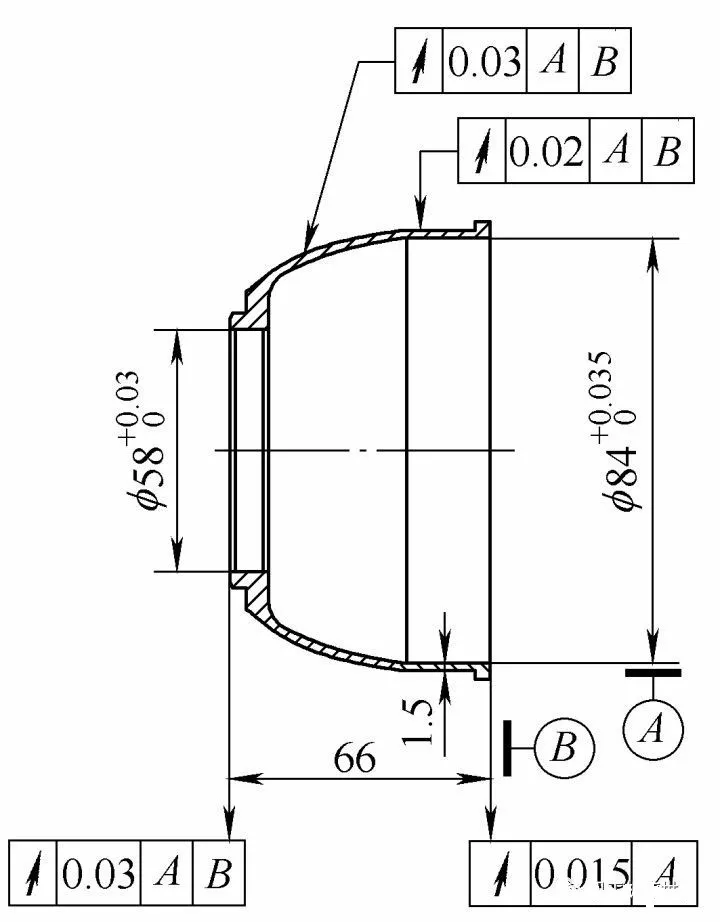
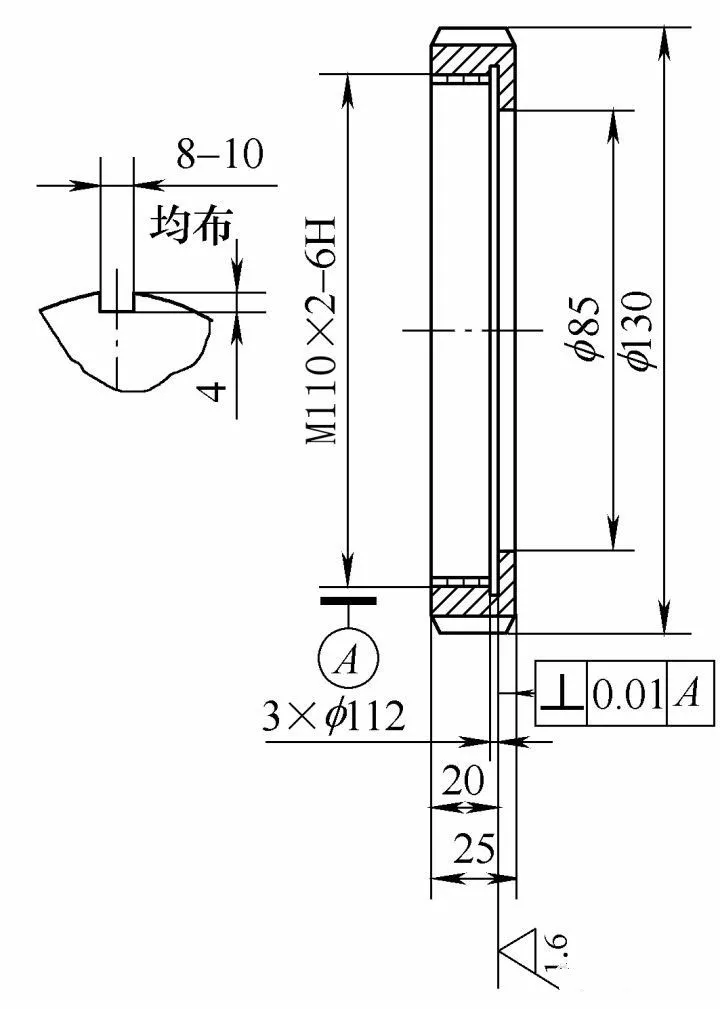
# b; j# `0 f$ b$ m3 ?±Γ±ΎΙήöΛΝψΦΰ≥…Φΰ»γàD1Υυ Ψ,ΓΘ–Έ†νûιôEàA«ζΨÄ(xi®Λn)–ΈΘ§–ΓΕΥΩΉΠ’58H7,Θ§¥σΕΥΩΉ÷±èΫ84H7,Θ§±ΎΚώ1.5mmΘ§ΝψΦΰéΉΚΈΙΪ≤νΨΪΕ»¨Π(du®§)Μυ€ (zh®≥n)ΩΉΕΥΟφ“Σ«σΗΏ,ΓΘ
àD1 ±Γ±ΎΙήöΛΝψΦΰ
Εΰ,ΓΔΦ”ΙΛκyϋc(di®Θn)Ζ÷Έω7 ~( ^7 ]# ]! f; v
ΝψΦΰ±ΎΚώ1.5mmΘ§³²–‘≤ν,Θ§±Γ±ΎΙήöΛΝψΦΰΒΡ÷±èΫ≈cιL(zh®Θng)Ε»÷°±»ΘΫD/LΓί10,Θ§ΝψΦΰΦ”ΙΛïr(sh®Σ)‘Ύ÷ς«–œςΝΠΒΡΉς”Οœ¬Θ§ ήΒΫΒΕΨΏΒΡèΫœρîDâΚ°a(ch®Θn)…ζè½–‘ΉÉ–Έ,ΓΘΗυ™ΰ(j®¥)ΝψΦΰΒΡ≥Ώ¥γΨΪΕ»“Σ«σ,Θ§–η“Σ“Μ¥ΈΦ”ΙΛΆξ≥…Θ§≤≈ΡήΏ_(d®Δ)ΒΫΦΦ–g(sh®¥)“Σ«σ,Θ§ΒΪ « ήΒΫΝψΦΰΫY(ji®Π)‰΄(g®Αu)œό÷Τ,Θ§ΝψΦΰ‘Ύ―bäAΕ®ΈΜïr(sh®Σ)»τ≤…”ΟΘΚ
Θ®1Θ©Ζ÷ΒάΦ”ΙΛΘ§œ»Φ”ΙΛΆβàAàA÷υΟφ,Θ§âΚàA÷υΟφ‘ΌΦ”ΙΛ«ζΨÄ(xi®Λn)Οφ,Θ§³t¥φ‘ΎΕΰ¥Έ―bäAΘ§Ώ_(d®Δ)≤ΜΒΫΝψΦΰéΉΚΈΙΪ≤ν“Σ«σ,ΓΘ
Θ®2Θ©»τ≤…”Οή¦ΉΠäA≥÷ΩΉΜρΤδΥϋ≤ΩΈΜ,Θ§ΝψΦΰ‘Ύ ήΒΫèΫœρäAΨoΝΠ°a(ch®Θn)…ζè½–‘ΉÉ–ΈΓΘ
Θ®3Θ©»γ≤…”Οè½–‘–ΡίSÉ»(n®®i)Ο¦ΩΉΘ§”…”ΎΝψΦΰ³²–‘≤ν,ΓΔ±Ύ±Γ,Θ§‘Ύè½–‘?sh®©)AΨoΝΠΉς”Οœ¬Θ§ΝψΦΰ“≤ïΰ(hu®§)°a(ch®Θn)…ζè½–‘ΉÉ–Έ,ΓΘ
»ΐ,ΓΔäAΨΏ‘O(sh®®)”΄(j®§)‘≠άμ4 E7 E$ [& K6 m4 Z
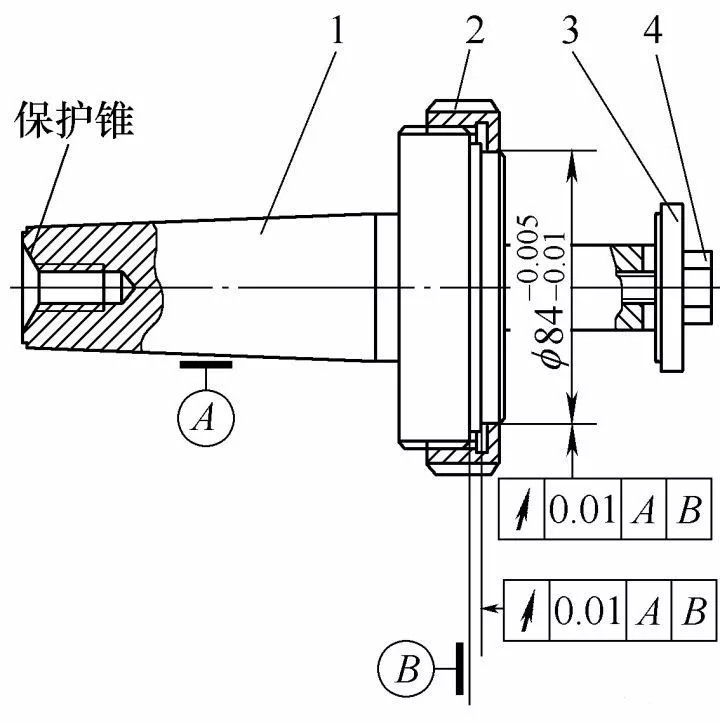
Ηυ™ΰ(j®¥)ΙήöΛ±Γ±ΎΝψΦΰΒΡΫY(ji®Π)‰΄(g®Αu)–Έ†νΘ§≤…”ΟΕΥΟφâΚΨo,ΓΔκpâΚΑεâΚΨo–Έ Ϋ,Θ§±ΘΉCΝψΦΰΦ”ΙΛΒΡ≥Ώ¥γΦΑéΉΚΈΙΪ≤ν“Σ«σΓΘäAΨΏ»γàD2Υυ Ψ,Θ§ΝψΦΰ‘ΎΡΣ œ–ΡίS…œΕ®÷––Ρ,ΓΔΕΥΟφΕ®ΈΜΘ§Ά®Ώ^(gu®Α)™QâΚΑεäAΨo“Μ¥ΈΆξ≥…ΝψΦΰΆβàA,ΓΔΩΉΕΥΟφΦ”ΙΛ,ΓΘäAΨΏ≤…”ΟίSœρâΚΨoΖΫ Ϋ¨Π(du®§)ΝψΦΰ≤Μ°a(ch®Θn)…ζèΫœρâΚΝΠΘ§ΩΥΖΰèΫœρΝΠ¨Π(du®§)ΝψΦΰΒΡΉÉ–Έ,ΓΘ
àD2ΓΓ±Γ±ΎΙήöΛΝψΦΰäAΨΏ
1.ΡΣ œεFσw–ΡίSΓΓ2.âΚΨo¬ίΡΗΓΓ3.âΚΑεΓΓ4.ΝυΫ«ν^¬ίΥ®
ΥΡ,ΓΔäAΨΏ‘O(sh®®)”΄(j®§)Ζ÷Έω# D0 F" Z7 O3 E
Θ®1Θ©ΡΣ œΕ®ΈΜ–ΡίSΘ®àD3Θ©ûιäAΨΏΒΡ÷ςσw≤ΩΖ÷Θ§≈côC(j®©)¥≤÷ςίSÉ»(n®®i)ΩΉ”…εFσw≈δΚœ,Θ§Ά®Ώ^(gu®Α)≈δΚœιgœΕΒΡΈΔΝΩ–Θ’ΐ,Θ§ ΙäAΨΏ≈côC(j®©)¥≤÷ςίSΜΊόD(zhu®Θn)÷––Ρ“Μ÷¬Θ§ΕχΝψΦΰ‘ΎΡΣ œäAΨΏσw…œΕ®ΈΜ,Θ§Ηυ™ΰ(j®¥)Ε®ΈΜ’`≤νΒΡ”΄(j®§)ΥψΒΟ≥ωΝψΦΰ‘ΎΡΣ œΕ®–ΡίS…œΕ®ΈΜιgœΕ,Θ§≈–îύΩ…“‘ùM(m®Θn)ΉψΝψΦΰΒΡΦ”ΙΛ“Σ«σΓΘ
àD3ΓΓΡΣ œΕ®ΈΜ–ΡίS
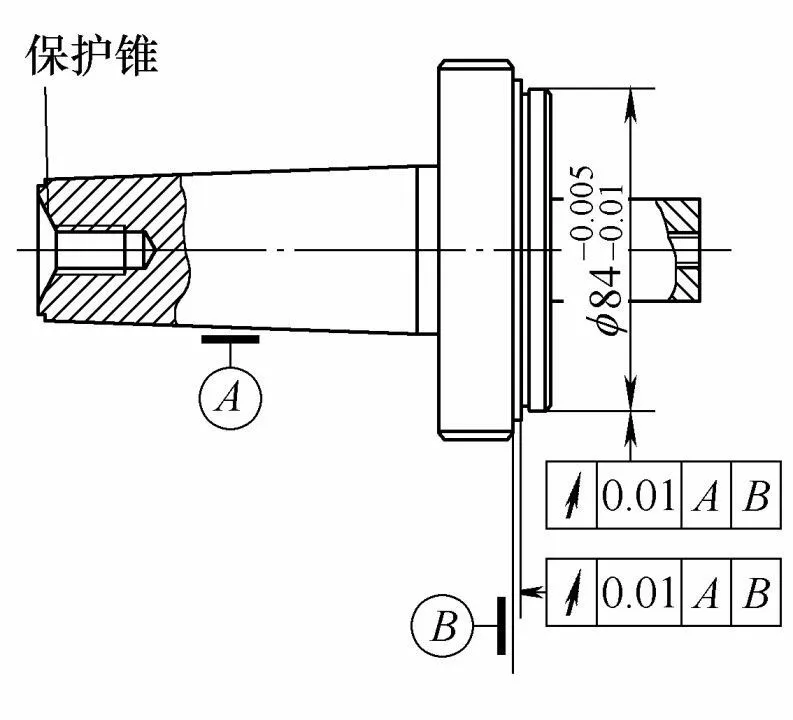
Θ®2Θ©âΚΨo¬ίΡΗΘ®àD4Θ©¨Δ±Γ±ΎΙήöΛΝψΦΰ≈cäAΨΏσwΏBΫ”,Θ§±Γ±ΎΙήöΛΝψΦΰ‘Ύ œΕ®ΈΜ–ΡίS…œΕ®ΈΜΚσ,Θ§όD(zhu®Θn)³”(d®Αng)âΚΨo¬ίΡΗΘ§âΚΨo¬ίΦyÉ»(n®®i)ΕΥΟφâΚ‘Ύ±Γ±ΎΙήöΛΝψΦΰΆβàA≈_(t®Δi)κAΟφ…œ,Θ§≤Δ¨Δ±Γ±ΎΙήöΛΝψΦΰΕΥΟφίSœρâΚΨo,Θ§¥Υïr(sh®Σ)Θ§äAΨoΝΠΒΡΖΫœρ―ΊίSœρΖΫœρ,Θ§œϊ≥ΐΝΥ÷ς«–œςΝΠΦ”ΙΛïr(sh®Σ)“ΐΤπΒΡΦ”ΙΛ’π³”(d®Αng),Θ§ΝψΦΰΆξ≥…äAΨoΚσΘ§Φ”ΙΛ±Γ±ΎΙήöΛΝψΦΰΠ’58H7–ΓΕΥΩΉΦΑΕΥΟφ,Θ§”…”Ύ «ίSœρäAΨo,Θ§œϊ≥ΐΝΥèΫœρäAΨoΝΠ°a(ch®Θn)…ζΒΡ±Γ±ΎΙήöΛΝψΦΰΦ”ΙΛΚσΜΊè½ΉÉ–ΈΓΘ
àD4ΓΓâΚΨo¬ίΡΗ
Θ®3Θ©âΚΑεΘ®àD5Θ©ûιâΚΨo±Γ±ΎΙήöΛΝψΦΰΕΥΟφ≤ΩΖ÷,Θ§°î(d®Γng)Άξ≥…±Γ±ΎΙήöΛΝψΦΰΠ’58H7ΩΉΦΑΕΥΟφΦ”ΙΛΚσ,Θ§ΆΘôC(j®©),Θ§ΝψΦΰ≤Μ³”(d®Αng)Ηϋ™QâΚΑεΘ§ Ι±Γ±ΎΙήöΛΝψΦΰΠ’58H7ΩΉΕΥΟφ ήίSœρΕΥΟφäAΨoΝΠ,Θ§Άξ≥…ΝψΦΰΕΰ¥ΈâΚΨo,Θ§âΚΨoΚσΘ§Ά®Ώ^(gu®Α)âΚΨo¬ίΡΗΒΡ8-10mmΑβ ÷≤έ¨ΔâΚΨo¬ίΡΗΩλΥΌ–Εœ¬,ΓΘ
àD5ΓΓâΚΑε
±Γ±ΎΙήöΛΝψΦΰ‘ΎΒΎΕΰ¥ΈίSœρΕΥΟφâΚΨoïr(sh®Σ),Θ§âΚΨo¬ίΡΗΈ¥–Εœ¬Θ§¥Υïr(sh®Σ)ΨS≥÷±Γ±ΎΙήöΛΝψΦΰΒΎ“Μ¥ΈΦ”ΙΛ†νëB(t®Λi),Θ§ΒΎΕΰ¥ΈίSœρΕΥΟφâΚΨoΚσ,Θ§‘Ό–Εœ¬ΒΎ“Μ¥ΈâΚΨoΒΡ¬ίΡΗΘ§Άξ≥…±Γ±ΎΙήöΛΝψΦΰΒΡΆβ–ΈΦ”ΙΛ,Θ§œϊ≥ΐΝΥèΫœρäAΨoΉÉ–ΈΦΑ«–œς’π³”(d®Αng),Θ§±ΘΉCΝΥ±Γ±ΎΙήöΛΝψΦΰΆβàAΒ»≥Ώ¥γΦ”ΙΛΨΪΕ»ΦΑéΉΚΈΙΪ≤ν“Σ«σΓΘ
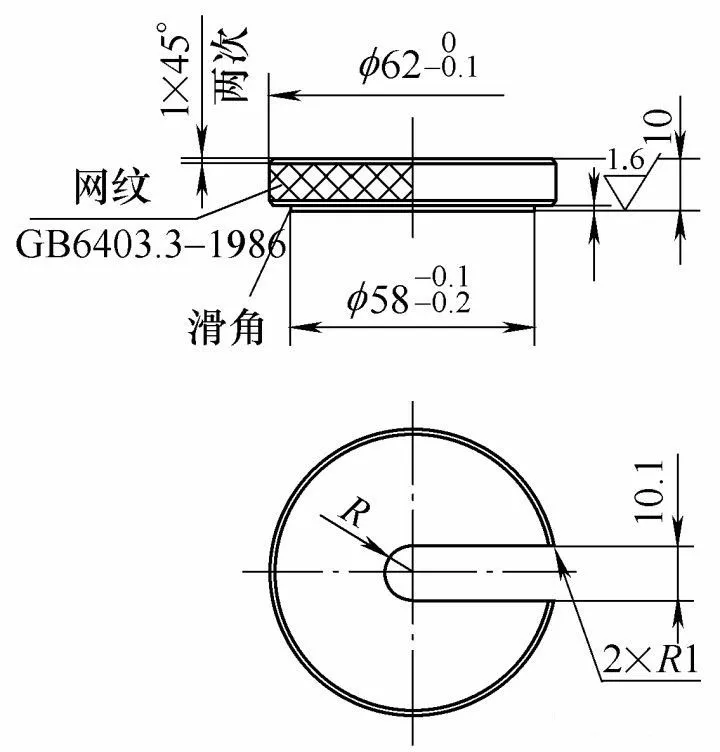
ûιΝΥΖά÷ΙôC(j®©)¥≤‘ΎΗΏΥΌΏ\(y®¥n)όD(zhu®Θn)ïr(sh®Σ)âΚΑεΟ™κxâΚΨoΟφ,Θ§‘ΎâΚΑε‘O(sh®®)”΄(j®§)ïr(sh®Σ),Θ§ΩΦë]‘ΎâΚΑε«ΑΕΥâΚΨoΟφ…œ‘O(sh®®)”΄(j®§)1²Ä(g®®)Π’58mm…ν1mmΒΡ≈_(t®Δi)κAàAΘ§âΚΨoïr(sh®Σ)≈_(t®Δi)κAàA…λΏM(j®§n)±Γ±ΎΙήöΛΠ’58H7ΩΉάοιgœΕ≈δΚœ,ΓΘΆ§ïr(sh®Σ)ûιΝΥΩλΥΌâΚΨo,ΓΔ–Εœ¬âΚΑεΘ§‘ΎâΚΑε…œ‘O(sh®®)”΄(j®§)”–10.1mm≥Ώ¥γΒΡι_(k®Γi)ΩΎ≤έ,Θ§ ΙΒΟ…‘Υ…³”(d®Αng)ΝυΫ«ν^¬ίΥ®,Θ§±ψΩ…–Εœ¬Μρ―bäAâΚΑεΓΘ
ΫY(ji®Π)’Z(y®≥), n. l, `4 S5 K- P: M" p
ΙΛ―bΫ¦(j®©ng)Ώ^(gu®Α)±Γ±ΎΙήöΛΝψΦΰΒΡΦ”ΙΛ,Θ§–ßΙϊΝΦΚΟΘ§”»Τδ «Ώ\(y®¥n)”Ο±Γ±ΎΙήöΛΝψΦΰΉ‘…μΒΡΫY(ji®Π)‰΄(g®Αu),Θ§≤…”ΟκpâΚΑε–Έ Ϋ,Θ§ Ι±Γ±ΎΙήöΛΝψΦΰ‘ΎΦ”ΙΛ÷–Ή‘ Φ÷ΝΫK≤Μ ήèΫœρΦΑίSœρäAΨoΝΠΘ§œϊ≥ΐΝΥ±Γ±ΎΙήöΛΝψΦΰ“ρäAΨΏäAΨoΝΠ“ΐΤπΒΡΉÉ–Έ,Θ§±ΘΉCΝΥ±Γ±ΎΙήöΛΝψΦΰΒΡ≥Ώ¥γΨΪΕ»ΦΑéΉΚΈΙΪ≤νΒΡΦΦ–g(sh®¥)“Σ«σ,Θ§Ϋβ¦QΝΥ±Γ±Ύνê(l®®i)ΝψΦΰ°a(ch®Θn)ΤΖΦ”ΙΛκyϋc(di®Θn)Θ§Ώ@²Ä(g®®)ΙΛ―bΒΡ‘O(sh®®)”΄(j®§)ΥΦ¬Ζ“≤Ω…“‘ΆΤèVΒΫΤδΥϋΏBΫ”Μρ±Γ±ΎΝψΦΰΒΡΦ”ΙΛ Ι”Ο,ΓΘ
Ής’Ώ: 328Feng_328 ïr(sh®Σ)ιg: 2023-5-9 09:58
Ω¥Ω¥
Ής’Ώ: frinkpu ïr(sh®Σ)ιg: 2023-7-31 21:50
ΚΟΙΛΥ΅
Ής’Ώ: ΧK÷ί–¬ΚΆ ïr(sh®Σ)ιg: 2023-8-28 14:14
84ΒΡÉ»(n®®i)àA≤ΜΦ”ΙΛ «Α…
Ής’Ώ: ΨΆœκ¨W(xu®Π)Νï(x®Σ)¨W(xu®Π)Νï(x®Σ) ïr(sh®Σ)ιg: 2023-8-29 10:19
±ΨΧϊΉνΚσ”… ΨΆœκ¨W(xu®Π)Νï(x®Σ)¨W(xu®Π)Νï(x®Σ) ”Ύ 2023-8-29 11:03 Ψéί΄
) Q8 p1 U! ?; A' ^# @, n' e: n, r+ G/ P) u
œκ’à(q®Ϊng)ΫΧ“Μœ¬ΘΚ1,ΓΔ84É»(n®®i)ΩΉ≈cΕΥΟφ « ¬œ»Φ”ΙΛΚΟΒΡ¨Π(du®§)Α…ΘΩΈ“Ω…“‘’J(r®®n)ûιΦ”ΙΛ84É»(n®®i)ΩΉ≈cΕΥΟφïr(sh®Σ)±ΎΏÄ±»ί^Κώ,Θ§84É»(n®®i)ΩΉ≈cΕΥΟφΒΡ≥Ώ¥γΨΪΕ»“≤»ί“ΉΒΟΒΫ±ΘΉC «Α…,ΘΩ
1 B" K. C# W6 c! h: P$ S8 s4 h5 G* {2ΓΔΏ@²Ä(g®®)ΙΛΦΰΒΡ≤ΡΝœ « ≤Ο¥,ΘΩδ™ΦΰÜα,ΘΩ
! y% G/ r4 W9 }. T6 k4 M3,ΓΔ84É»(n®®i)ΩΉ≈cΙΛ―bΒΡ―b≈διgœΕάμ’™…œΉν¥σ“≤”–4.5²Ä(g®®)ΫzΝΥΘ§Ώ@ΆβίÜάΣΒΡΧχ³”(d®Αng) «”–Ω…Ρή≥§≤νΒΡ,Θ§’à(q®Ϊng)Ü•(w®®n) «Ρ§’J(r®®n)ΝΥΙΛ―b84ΆβàA≈cΙΛΦΰ84É»(n®®i)ΩΉ‘ΎΦ”ΙΛïr(sh®Σ)‘ΎΙΪ≤νΖΕ΅ζÉ»(n®®i)Άυ”ύΝΩΕύΒΡΖΫœρΉω,Θ§ΏÄ «’f(shu®≠)èUΤΖ¬ Ρψ²ÉΡήΫ” ήΘΩ»γΙϊ≤ΜΩΦë]ΤδΥϊ“ρΥΊÜΈΑ¥éΉΚΈΗ≈–ΆΥψ“≤”– °ΥΡΖ÷÷°“ΜΒΡèUΤΖ¬ ΝΥ,Θ§°î(d®Γng)»Μ¨ç(sh®Σ)κH”΄(j®§)Υψ”Ο’ΐëB(t®Λi)Ζ÷≤ΦΩ…ΡήΩ…ΩΩ–©,Θ§½lΦΰ≤ΜΉψΈ“ΨΆë–ΒΟΥψΝΥΓΘ' C* @3 f | Q& p' X
4,ΓΔâΚΑεΒΡâΚΨoΝΠ”–“Σ«σ≤Μ,ΘΩ
( I, Q+ C, q, Q
| ög”≠Ιβ≈R ôC(j®©)–Β…γÖ^(q®±) (http://97307.cn/) |
Powered by Discuz! X3.4 |