機(jī)械社區(qū)
標(biāo)題: 快速了解:汽缸蓋的工藝,、夾具與產(chǎn)線技術(shù) [打印本頁]
作者: 一往冇前 時(shí)間: 2023-6-25 09:19
標(biāo)題: 快速了解:汽缸蓋的工藝,、夾具與產(chǎn)線技術(shù)
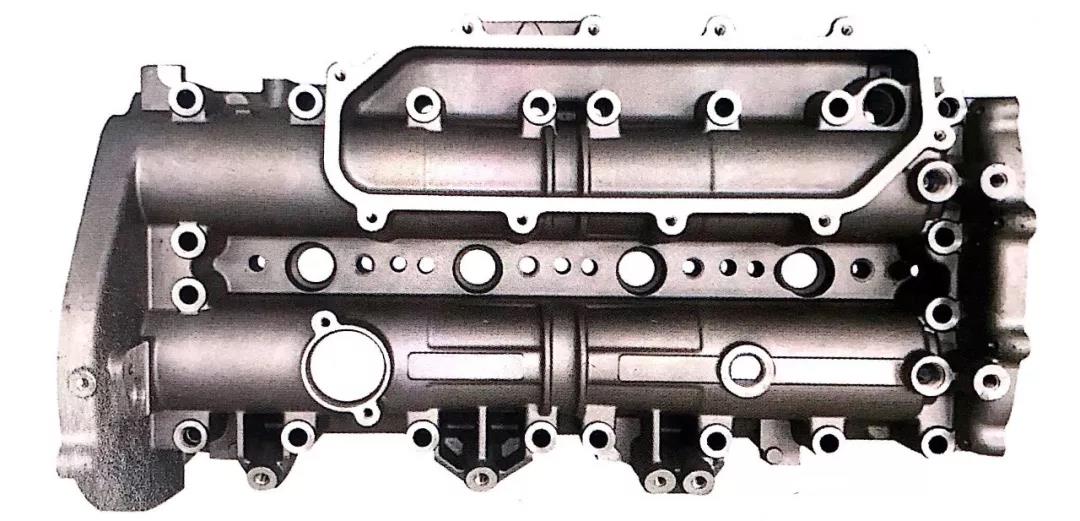
汽缸蓋是發(fā)動(dòng)機(jī)的幾大關(guān)鍵部件之一,,零件尺寸較小,,但結(jié)構(gòu)形狀復(fù)雜,,壁薄且壁厚不均勻,,加工部位多,,特別是有數(shù)個(gè)平面與孔系,,導(dǎo)致加工難度很大,。
5 f- @3 u- I7 x" V
發(fā)動(dòng)機(jī)缸蓋加工技術(shù)分析
2 \2 k1 W- o9 O) n/ l2 W& O在缸蓋零件各加工表面中,,通常平面的加工精度比較容易保證,而精度要求較高的支撐孔的加工精度以及孔與孔之間,、孔與平面之間的相互位置精度則較難保證,。缸蓋零件的技術(shù)要求主要可歸納如下:
- D2 I# M/ }' b$ V( k+ |: |
1.主要平面的形狀精度和表面粗糙度
缸蓋的主要平面是裝配基準(zhǔn),并且往往是加工時(shí)的定位基準(zhǔn),,所以,,應(yīng)有較高的平面度和較小的粗糙度值,,否則,直接影響缸蓋加工時(shí)的定位精度,,影響缸蓋加工的定位精度,,影響缸蓋與機(jī)座總裝時(shí)的接觸剛度和相互位置精度。
一般缸蓋的主要平面的平面度在0.1~0.03mm,,表面粗糙度Ra2.5~0.63μm,,各主要平面對(duì)裝配基準(zhǔn)面垂直度為0.1/300.
; z" W7 Q. c8 C$ B# Y
2.孔的精度、表面粗糙度及主要孔和平面的相互位置精度
一般缸蓋孔的尺寸精度為IT6,,圓度,、圓柱度公差不超過孔徑公差的一半,表面粗糙度值為Ra0.63~0.32μm,。其余尺寸精度為IT7~I(xiàn)T6,表面粗糙度為Ra2.5~0.63μm,。各孔之間的孔距公差為0.12~0.05mm,平行度公差應(yīng)小于孔距公差,,一般在全長取0.1~0.04mm,。同一軸線上主要平面間及主要平面之間垂直度公差為0.1~0.04mm。
! T2 X3 P* P" e9 z8 W- E; n
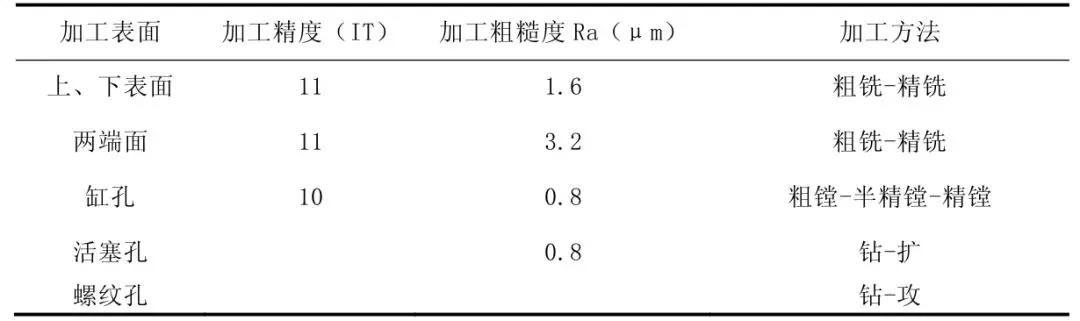
▲發(fā)動(dòng)機(jī)缸蓋各表面的加工要求和加工方法
# V# p+ i0 }0 C9 y/ b7 ^8 a
缸蓋專用夾具產(chǎn)品案例
$ k' m; ~5 p/ Y. H5 l* }/ p
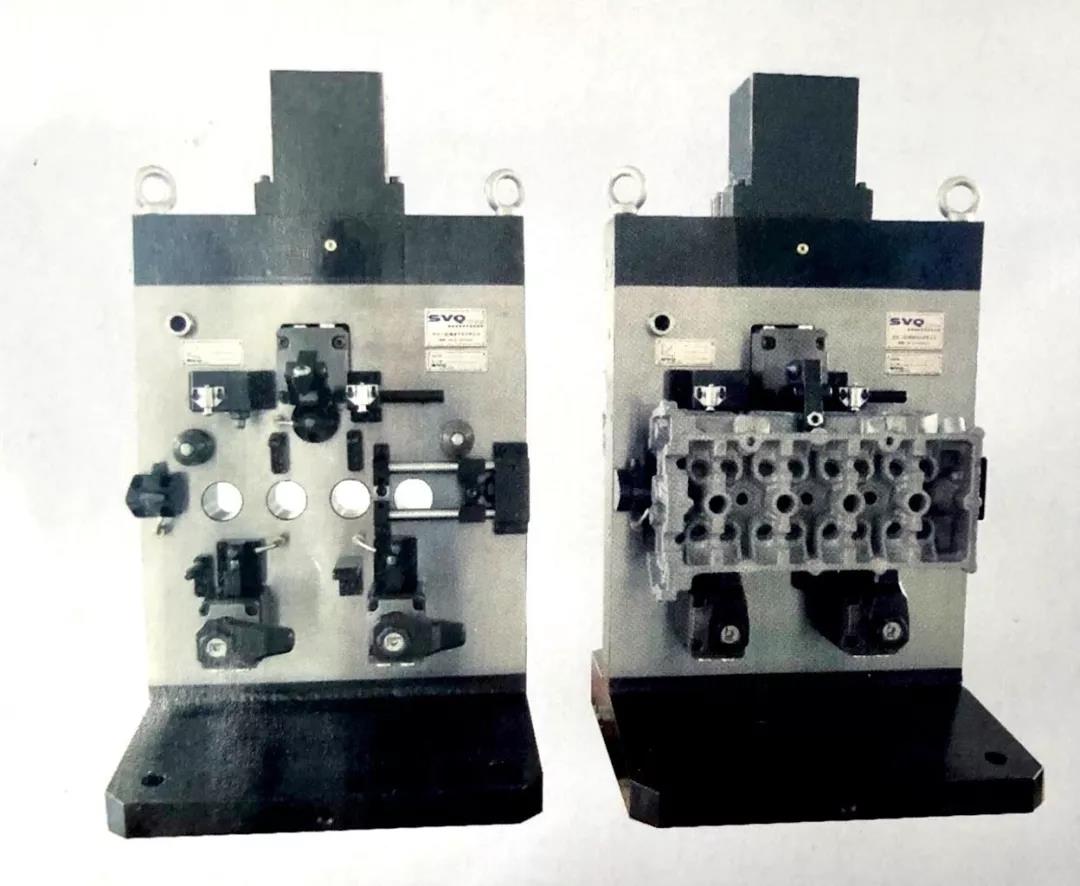
為了保證零件的加工質(zhì)量,,需要設(shè)計(jì)專用夾具,,下面從幾個(gè)不同的加工情況舉例:
①
精度要求:±0.01mm
使用機(jī)床:臥式加工中心
銷孔定位
$ y5 v" V. I* W: W* @
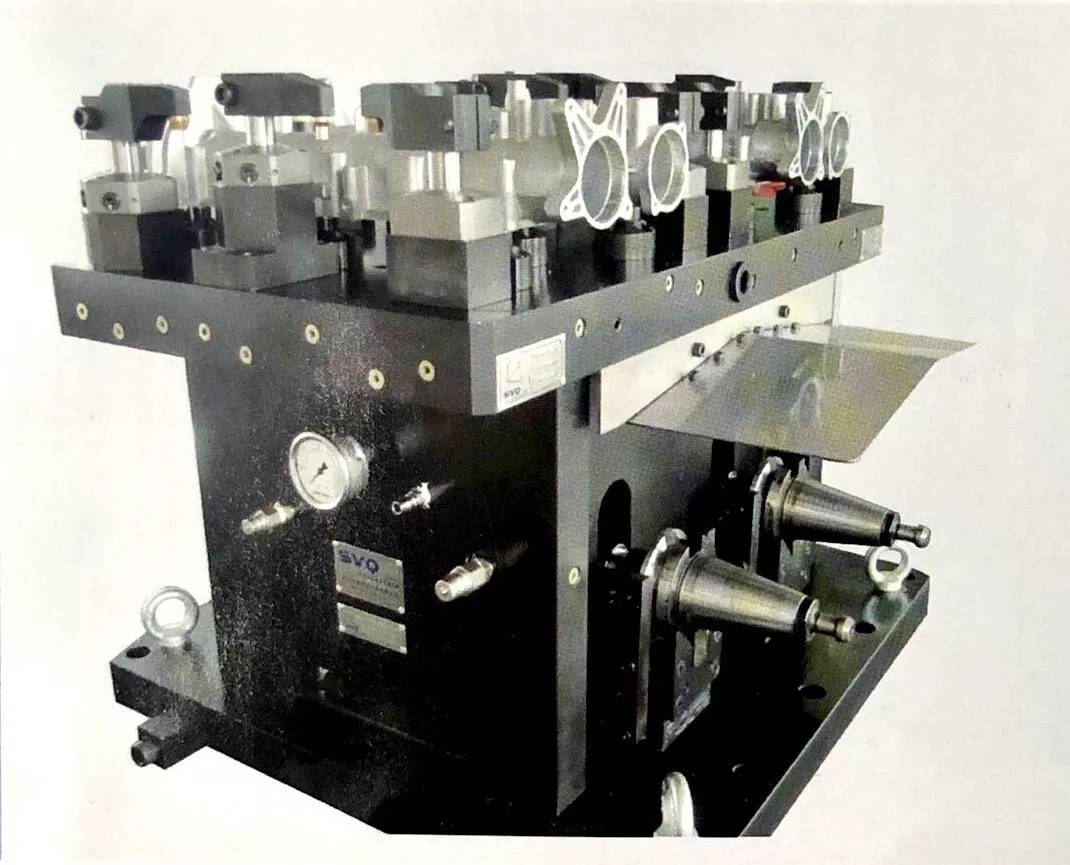
②
精度要求:±0.01mm
使用機(jī)床:臥式加工中心
銷孔定位、雙工位夾具
" Q; L( I# O4 `. y/ ]0 O& d: Y
) ?) q, Q5 W" _) q( _% i: j8 f
③
精度要求:±0.01mm
使用機(jī)床:雙主軸臥式加工中心
銷孔定位,、雙工位夾具
7 }* S- m6 u2 s( n( N1 G% V i
8 i5 t, \: s9 l% ?2 R. [' r
④
精度要求:±0.01mm
使用機(jī)床:臥式加工中心
銷孔定位,、兼容多種產(chǎn)品
' j# h8 i) l8 @, ]9 J
" T' s! T/ i7 N
⑤
產(chǎn)品描述與特征:
精度要求:±0.01mm
使用機(jī)床:雙主軸臥式加工中心
銷孔定位、四工位夾具
1 n$ u0 k4 N/ [) d! v7 x
9 \8 |0 r4 C$ `/ z7 r2 F0 F0 o2 r
缸蓋產(chǎn)線技術(shù)應(yīng)用分析及案例
2 _6 I/ Z5 E2 ~
目前,,在汽車發(fā)動(dòng)機(jī)的缸蓋,、缸體、變速箱體和離合器殼等箱體件的加工中,,由高速加工中心組成的柔性生產(chǎn)線已大部分替代了自動(dòng)線,、高速加工中心已成為汽車發(fā)動(dòng)機(jī)箱體件加工的主要設(shè)備。企業(yè)需要從整體產(chǎn)線出發(fā),,各個(gè)加工環(huán)節(jié)都應(yīng)契合柔性化的未來趨勢,,下面簡單介紹下四條應(yīng)用在不同生產(chǎn)環(huán)境下的共線技術(shù)。
+ o$ _( h5 }5 _+ Z4 i! X
1.換批生產(chǎn),,產(chǎn)品外形基本一致:共用夾具
夾具共用是現(xiàn)場最常使用的方式,,需加工零件有銷孔設(shè)計(jì)避讓,,或采用快速換銷結(jié)構(gòu)的夾具,,亦或者換型時(shí)換銷、夾爪等,,這種產(chǎn)線的優(yōu)勢在于減少設(shè)備停機(jī)時(shí)間,,更換成本也低,。
2 ~0 `/ y$ \, ~
9 Y ?7 w8 k9 u1 z
2.產(chǎn)品換型周期較長:快換夾具
快換夾具對(duì)產(chǎn)品外型無特殊要求,只是針對(duì)某一機(jī)型的專用夾具,,缺點(diǎn)是夾具較重,,換裝較為困難,若是換成換型周期短的產(chǎn)品則不具備經(jīng)濟(jì)性,。
y% N3 p( i1 n D/ M
% m* L& i6 j+ D- V' _" r Q, Q
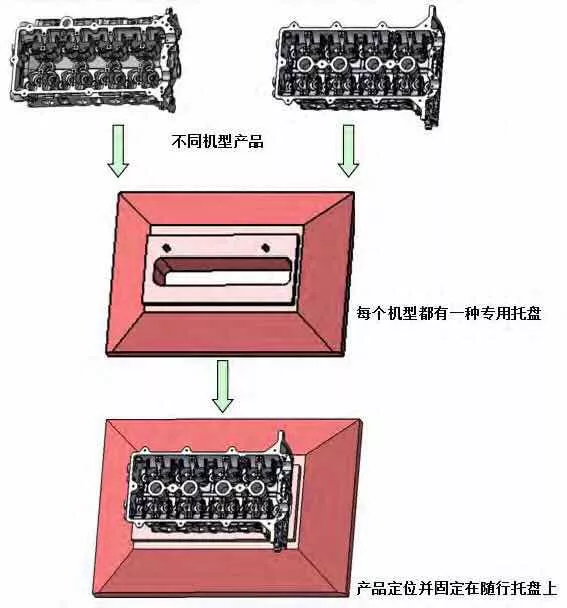
3.產(chǎn)品混線生產(chǎn):隨行托盤
該生產(chǎn)線柔性高,,適用于產(chǎn)品混線生產(chǎn),僅更換隨行托盤即可實(shí)現(xiàn)共線生產(chǎn),,有效利用產(chǎn)線能力,,缺點(diǎn)是初期投入高。
, V n9 R5 {" `! x5 Y3 i
+ l$ R" r" b2 u8 D. E, A* E, z% A0 u; x
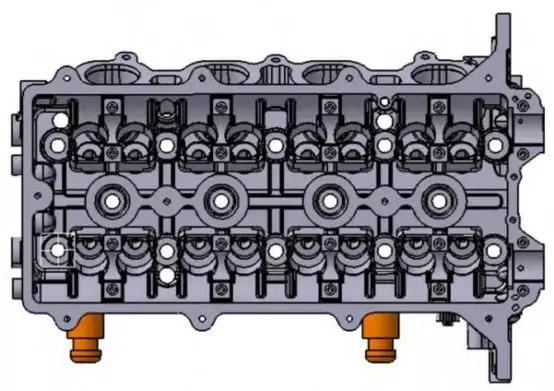
4.換型頻率高:零點(diǎn)夾緊
在德系車上應(yīng)用較多的一種解決方案,,即使發(fā)動(dòng)機(jī)機(jī)型變更,,也能保證較大的生產(chǎn)線柔性,因?yàn)閮H設(shè)計(jì)相同的零點(diǎn)定位孔就可實(shí)現(xiàn)產(chǎn)品在機(jī)加設(shè)備上的共線,,而不需更換工裝,;若無法設(shè)計(jì)相同的零點(diǎn)定位孔,也可用采用轉(zhuǎn)接板來實(shí)現(xiàn)共線生產(chǎn),。
0 I. L3 E5 w# N) S
( @7 [" Q& K% |: v
產(chǎn)線實(shí)例:奇瑞捷豹路虎這條生產(chǎn)線在機(jī)械加工和裝配全過程中應(yīng)用了最新的托盤加工技術(shù),,能夠高效地完成多種產(chǎn)品混線生產(chǎn)的快速切換。
& V$ k: C; y4 z, ]8 P; J
▲托盤隨行
6 X9 k8 E0 N; R; e
▲自動(dòng)化生產(chǎn)現(xiàn)場
! F5 ~! ~1 ?& x9 P9 i8 m# c
目前,,我國真正具備柔性生產(chǎn)能力的制造企業(yè)產(chǎn)能并不多,,以缸蓋產(chǎn)品為例,隨著性能要求日益增高,,對(duì)制造工藝要求也變得極為嚴(yán)格,,從工藝細(xì)節(jié)分析、到工藝設(shè)備選擇直至產(chǎn)線的方案設(shè)計(jì),,都應(yīng)該體現(xiàn)高度的可靠性與靈活性,。
| 歡迎光臨 機(jī)械社區(qū) (http://97307.cn/) |
Powered by Discuz! X3.4 |