|
| |
|
|
|
| | | |
|
|
|
| 機械社區(qū)
標(biāo)題: 汽車鐘形殼球面難加工,?不夠圓潤,? [打印本頁]
作者: 一往冇前 時間: 2023-7-17 09:45
標(biāo)題: 汽車鐘形殼球面難加工?不夠圓潤,?
隨著汽車工業(yè)的快速發(fā)展,等速萬向節(jié)的市場需求日益增加,產(chǎn)量逐年增長,。
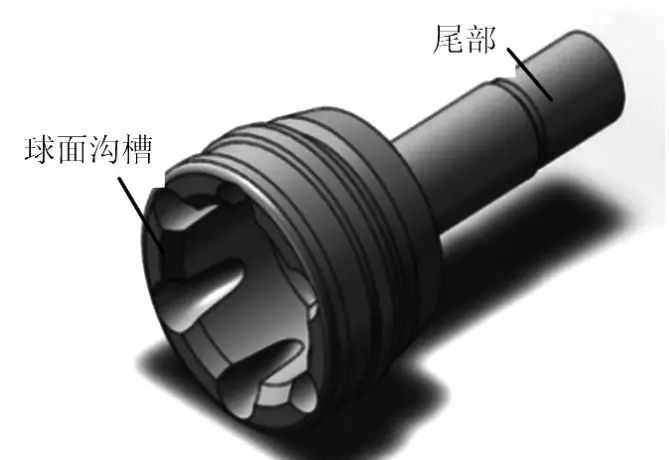
圖1 等速萬向節(jié)
鐘形殼是等速萬向節(jié)主要組成部分,其內(nèi)球面溝槽形狀特殊復(fù)雜,零件的生產(chǎn)批量大,,但國內(nèi)有關(guān)鐘形殼的制造行業(yè)發(fā)展比較緩慢,存在生產(chǎn)成本較高、生產(chǎn)效率較低的缺陷,。
在這里給大家分享一種提高鐘形殼質(zhì)量和生產(chǎn)效率的精磨夾具設(shè)計案例,。
夾具設(shè)計方案分析
! F" }& c( H9 l" M7 _
1. 某鐘形殼工件結(jié)構(gòu)模型
某鐘形殼模型如圖2所示,圖中可以看出鐘形殼外殼形狀比較復(fù)雜,6個球面溝槽平均分布在鐘形殼內(nèi)表面,要達到鐘形殼的加工精度、生產(chǎn)效率,就需要對加工設(shè)備提出較高的要求。
圖2 鐘形殼三維模型
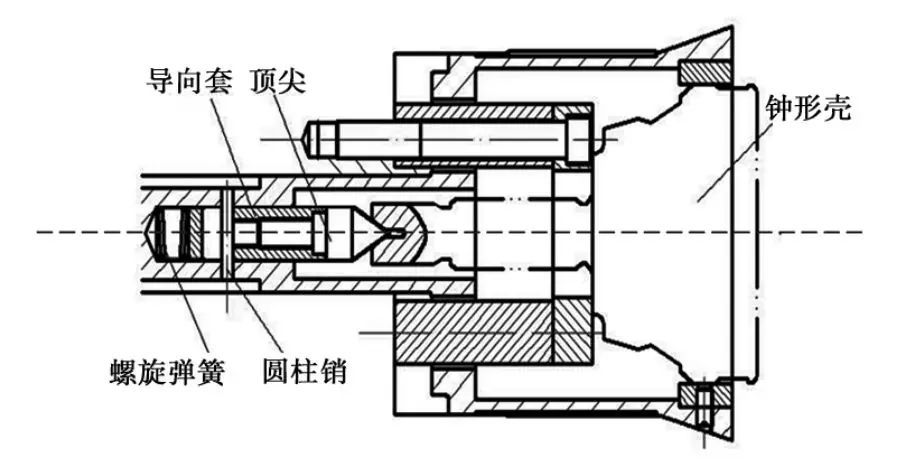
2.工件自動彈出機構(gòu)的創(chuàng)新設(shè)計
鐘形殼加工完成后,彈性夾頭松開,但是工件大部分還留在夾具內(nèi)部,如靠人工取出比較麻煩,降低生產(chǎn)效率,。
為解決土述實際問題,設(shè)計了自動彈出機構(gòu),,如圖3。導(dǎo)向套的存在,保證頂尖在中心線的位置移動,提高夾具定位精度,。圓柱銷使頂尖固定在原來的位置,也能起預(yù)緊彈簧的用,。精磨完成后,彈性夾頭在油缸的作用下松開,工件在螺旋彈簧的作用下被頂出,減少取件時間,提高生產(chǎn)效率。
圖3 自動彈出結(jié)構(gòu)示意圖
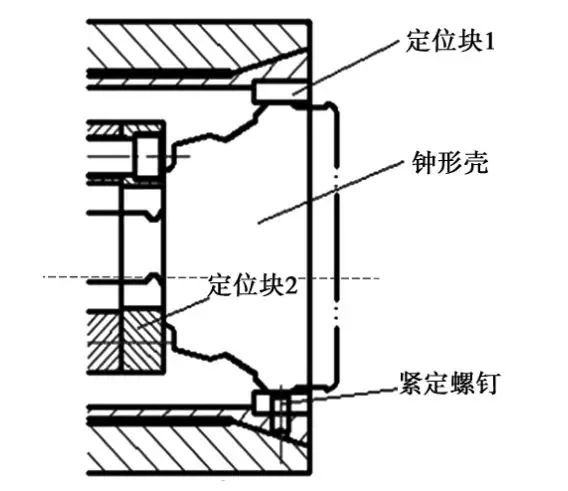
3.不同尺寸零件加工輔助機構(gòu)
加工不同外圓直徑的鐘形殼時,傳統(tǒng)設(shè)計是更換彈性夾頭,操作繁瑣,耗時長,降低了工件生產(chǎn)效率,。為了節(jié)省時間,提高效率,對此需要設(shè)計一個適用不同尺寸零件加工輔助機構(gòu),。
圖4 適用不同尺寸零件加工輔助結(jié)構(gòu)示意圖
見圖4,定位塊1可有效地調(diào)節(jié)鐘形殼和夾具之間的徑向間距,定位塊2可以調(diào)節(jié)軸向間距,能加工不同尺寸的鐘形殼,達到提高夾具通用性和工件生產(chǎn)效率的目的。
4.新型夾具總體結(jié)構(gòu)及工作原理
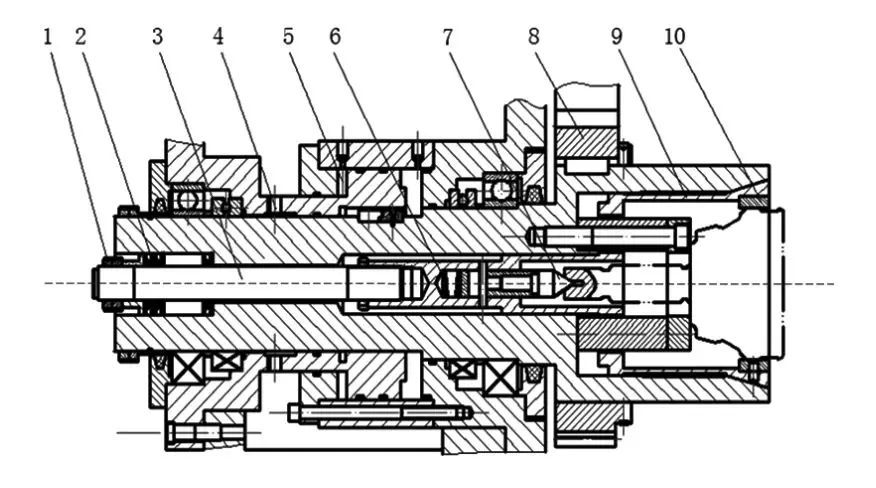
1. 鎖緊螺母 2.碟形彈簧 3.拉桿 4.端齒盤 5.油缸
6.螺旋彈簧 7.頂尖 8.同步帶 9.彈性夾頭 10.定位塊
圖5 新型夾具總體結(jié)構(gòu)示意圖
(1)調(diào)節(jié)鎖緊螺母1使碟型彈簧2產(chǎn)生一定變形量,彈簧片徑向脹開產(chǎn)生的軸向力使彈性夾頭9將鐘形殼夾緊,;
(2)分度時,油缸5松開,同時端齒盤4的移動齒與固定齒松開,同步帶8帶動鐘形殼轉(zhuǎn)動分度,分度結(jié)束后,油缸夾緊,端齒盤進行定位,;
(3)工件完成加工后,彈性夾頭松開,在螺旋彈簧6的作用下,頂尖7將鐘形殼頂出;
(4)調(diào)節(jié)定位塊10可加工不同外徑尺寸規(guī)格的鐘形殼,。
此夾具能實現(xiàn)快速裝夾,自動定心夾緊鐘形殼工件,定位精度高,加工完成后,自動頂出工件,縮短土下料時間,提高鐘形殼工件生產(chǎn)效率,。
彈性夾頭的結(jié)構(gòu)設(shè)計
! w8 L6 L/ \) {% w) Z6 u
上文提到的彈性夾頭自動定心裝置是利用圓錐形套筒的彈性變形引導(dǎo)工件自動定心夾緊的裝置,彈性夾頭是主要應(yīng)用元件,。
設(shè)計彈性夾頭時,彈性部分的瓣數(shù),、厚度及直徑都會對工作性能起決定性影響。為了保證其工作性能良好,,應(yīng)根據(jù)鐘形殼工件參數(shù)合理地設(shè)計彈性夾頭的各主要尺寸,。
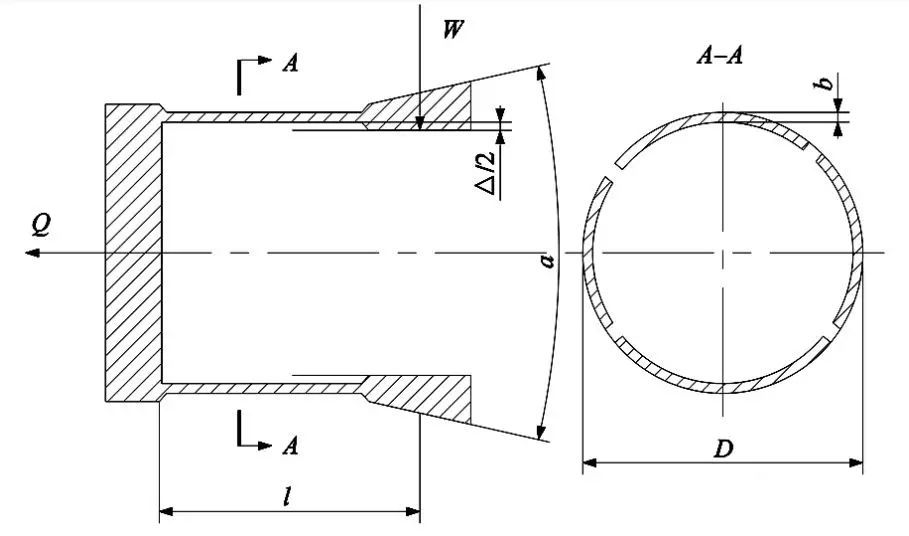
圖6為一般標(biāo)準(zhǔn)的彈性夾頭結(jié)構(gòu)。
圖6 標(biāo)準(zhǔn)彈性夾頭結(jié)構(gòu)示意圖
彈性夾頭瓣數(shù)n需要根據(jù)所夾的工件直徑d來確定,。
表1 彈性夾頭瓣數(shù)選取
在通常情況,彈性夾頭的彈性部分厚度取1.5~3mm,但由于鐘形殼直徑較大,為保證彈性夾頭的彈性與強度,可取厚度為3mm,。
最后,根據(jù)彈性部分厚度及夾具結(jié)構(gòu)允許的條件確定彈性部分直徑,,當(dāng)然在設(shè)計直徑的時候,,考慮彈性夾頭與鐘形殼之間需兩邊各留5mm空隙放定位塊以方便加工直徑尺寸存在偏差的工件。
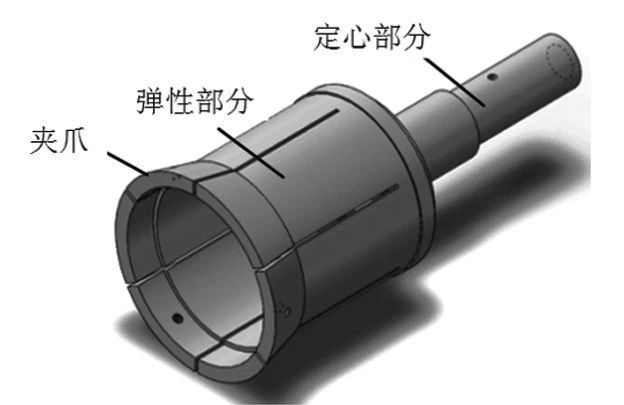
圖7 彈性夾頭模型示意圖
% \: ^' ^& V& _/ |# O
彈性夾頭靜力結(jié)構(gòu)有限元分析
# F8 b- m2 d1 n$ U' R; d
由于夾緊力產(chǎn)生的細微夾具變形和工件變形都會影響到工件的加工精度,,鐘形殼球面溝槽精磨屬于高精度加工,對夾具抗變形力有較高要求,。通過ANSYSWorkbench對彈性夾頭進行靜力學(xué)分析,分以下幾個步驟:
(1) 模型建立:在SolidWorks中建立彈性夾頭和鐘形殼的模型,進行裝配,然后導(dǎo)入ANSYSWorkbench中進行有限元分析。
(2) 參數(shù)設(shè)定:采用六面體單元劃分網(wǎng)格,最后生成的模型包含64048個單元,232690個節(jié)點,。彈性夾頭參數(shù)如表2所示,。
表2 彈性夾頭材料參數(shù)
(3) 約束和載荷的施加:在彈性夾頭的彈性部分均勻施加夾緊力2083N,選擇除彈性部分的桿作為固定支承。
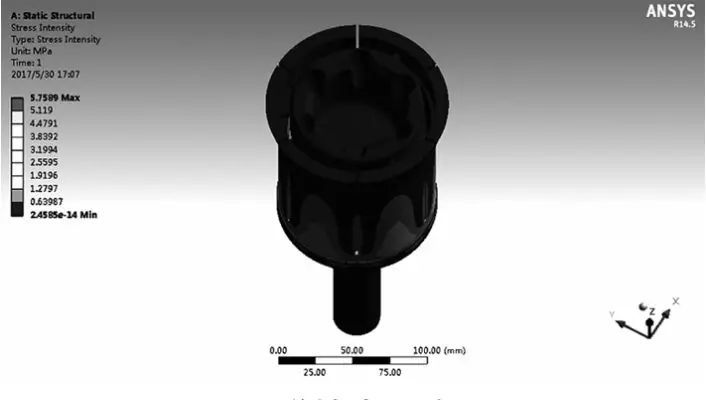
具體的應(yīng)力圖和變形圖如圖8和圖9所示,。
圖8 彈性夾頭應(yīng)力圖
圖9彈性夾頭變形圖
從圖中可以看出:
1.彈性夾頭的最大應(yīng)力為5.76MPa,發(fā)生在彈性夾頭內(nèi)側(cè)底部,滿足材料強度,、剛度條件;
2.彈性夾頭的變形量最大為0.0129mm,發(fā)生在彈性夾頭的彈性部分頂部,變形量從大端到小端依次變小,,這也驗證了有限元分析的正確有效性,。
作者: charlie909 時間: 2023-7-17 12:57
這個零件批量大的都是自動化流水線下來的,用的都是硬車硬銑,熱處理流水線,、控傷,、校正一起完成。本人給萬向錢潮做過相關(guān)的設(shè)備及夾具
作者: 18137630758 時間: 2023-7-19 14:39
" L* h. {; v# Q! S0 y- ~/ F能細說一下硬車硬銑嗎?我們這做釬焊的合金耐磨塊,,需要銑曲面,。平時加工的效率好低,請問有沒有什么辦法提好效率嗎,?- ]* N6 }4 V7 s4 e5 Z* t$ [3 K
作者: charlie909 時間: 2023-7-20 03:53
. }& c' M0 j. ~) o
使用五軸加工中心,使用球刀,,分粗精加工替代原來的磨削加工,,效率確實提高不少。我是2014年給他們做的項目,。配套重慶長安福特1 l+ o x* G) [1 E# w
| 歡迎光臨 機械社區(qū) (http://97307.cn/) |
Powered by Discuz! X3.4 |