七七影院色七七_免费观看欧美a一级黄片_亚洲综合久久久久久中文字幕_国产999999在线视频免费观看,国产小视频无码,国产精品亚洲日日摸夜夜添,女人高潮潮叫免费网站,久久影院国产精品,日韩成人在线影院,欧美囗交XX×BBB视频,色在线综合高清
<label id="szxap"></label>
機械社區(qū)
標題:
銑削時切入處的表面質(zhì)量好還是切出處的表面質(zhì)量好?
[打印本頁]
作者:
dzw1988
時間:
2012-6-20 22:41
標題:
銑削時切入處的表面質(zhì)量好還是切出處的表面質(zhì)量好,?
好像是切出處的表面質(zhì)量優(yōu)于切入處的,,有大俠能給分析一下嗎?
0 ]! \. X* \" D# B
順銑逆銑對這個有影響嗎,?
6 ^( S! |4 U) {3 J* D$ D# Q) E3 A6 \
歡迎大家討論,!
作者:
liujiaoce
時間:
2012-6-21 06:51
按說應(yīng)該一樣,不過如果主軸軸向間隙大的話,,會有出刀進刀不一樣,,,,。順銑和逆銑在面銑時,,對表面質(zhì)量影響不大,圓周銑的話,,順銑比逆銑表面質(zhì)量好,。
作者:
動靜之機
時間:
2012-6-21 09:01
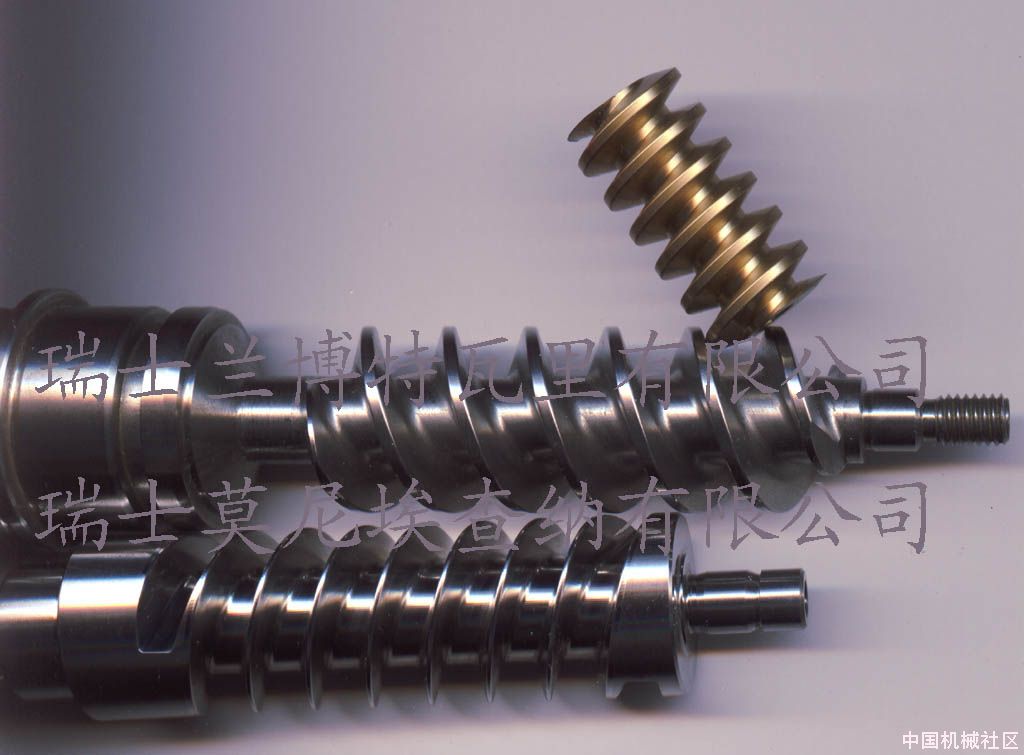
我們的蝸桿銑削設(shè)備出口和入口沒差別。
4 M |1 [% t- M4 @2 h
8 ]; l9 k+ f& Y, H4 U/ f' @
下圖是兩個EPS蝸桿和一個銅蝸桿,,直接銑出來,,沒有磨削或者任何后處理:
6 F- r5 x1 @0 n! j* h; T6 q# l2 B
7 \" ~$ L6 \( W' g
作者:
懶得不要命
時間:
2012-6-25 22:55
余量很小或者機床有間隙的時候用逆銑,反之用順銑,,逆銑的話機床和刀具的負荷遠大于順銑,,所以一般是順銑,但機床有間隙時需要逆銑,,這樣機床是頂著進刀,,間隙消除,不會出現(xiàn)跳刀的現(xiàn)象,。
作者:
懶得不要命
時間:
2012-6-30 00:48
一般還是順銑好,,逆銑余量要很小,不然刀不耐用的,,有硬皮的工件除外,。
作者:
dzw1988
時間:
2013-6-16 18:10
前幾天聽了山特的一個刀具講座,里面提到了一個理念,,就是“厚進薄出”,,意思就是能順銑的就盡量用順銑吧,用他們山特的數(shù)據(jù)來看,,兩種方式的區(qū)別還是很大的
作者:
wuxiluanpaoP
時間:
2013-6-16 19:44
還沒見過哪次逆銑表面會好過順洗的,,雖然理論上有些這樣,實際中暫時沒碰到一概全順洗
歡迎光臨 機械社區(qū) (http://97307.cn/)
Powered by Discuz! X3.4
 7 \" ~$ L6 \( W' g
7 \" ~$ L6 \( W' g