進(jìn)入2012年下半年,,國內(nèi)實(shí)體制造業(yè)普遍進(jìn)入蟄伏期,,模具行業(yè)也不能幸免,而且由于近年來受日本,、亞洲低價(jià)格,,高質(zhì)量模具大量涌入的影響,,全行業(yè)面臨非常嚴(yán)峻的局面。如何降低加工成本,,提高加工質(zhì)量成為模具制造業(yè)的首要任務(wù),,而對于這兩個問題,機(jī)械加工行業(yè)中,,作為“針頭線腦“的刀具也許是投入少見效快的最有效辦法,,本文從三個方面淺談如何使用刀具降低模具加工成本。) X. S6 l9 I5 N$ j) f
1. 根據(jù)模具材料合理選用刀具
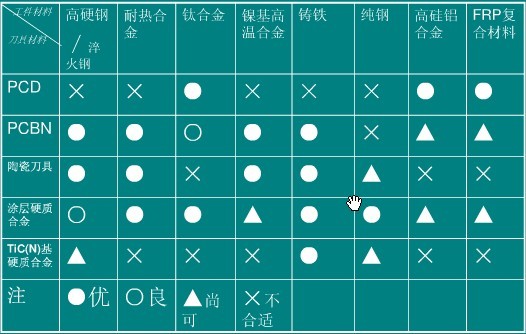
對于淬硬模具(表中淬火鋼材料)而言,,硬度為HRC58~62,,選用立方氮化硼刀具,華菱超硬CBN牌號有BN-S20,BN-H20在淬硬模具加工領(lǐng)域應(yīng)用較廣,,前者適合端銑和大余量切削淬硬變形模具,,后者適合精加工;HRC28-32可選擇涂層硬質(zhì)合金或陶瓷刀具,HRC35---HRC45選擇陶瓷刀具更經(jīng)濟(jì)。
而對于易切削鋁合金材料模具,,適用的刀具有K10,、K20、PCD,,切削速度在2000~4000m/min,,進(jìn)給量在3~12m/min,刀具前角為12°~18°,,后角為10°~18°,,刃傾角可達(dá)25°。
對于鑄鋁合金模具,,根據(jù)其Si含量的不同,,選用的刀具也不同,對Si含量小于12%的鑄鋁合金可采用K10,、Si3N4及CBN刀具,,當(dāng)Si含量大于12%時,可采用PKD(人造金剛石),、PCD(聚晶金剛石)及CVD金剛石涂層刀具,。對于Si含量達(dá)16%~18%的過硅鋁合金,最好采用PCD或CVD金剛石涂層刀具,,其切削速度可在1100m/min,,進(jìn)給量為0.125mm/r。
華菱超硬認(rèn)為,,對于合金鑄鐵模具,,不論硬度高低,均可嘗試CBN刀具來進(jìn)行高效率加工,。
2,,根據(jù)模具的形狀選擇加工工藝和刀具
由于工件形狀復(fù)雜程度,槽多寬,、多深,,有無曲面,表面有何要求等等,,這些條件都決定了你應(yīng)該選取刀具的直徑是,、有效長度,刀具類型是平底還是球頭,,以及刃數(shù)等等,。
確定好的加工工藝,采用合適的刀具,,可以完成模具的粗加工,、半粗加工、精加工、余量銑削和一次(或二次)清根,,把最粗糙的模坯加工成滿足各種需求的工件成品,。
同時“刀具改變工藝”,如果采用先進(jìn),、高效的刀具(譬如組合刀具,,復(fù)合刀具)還能為模具制造企業(yè)降低加工成本、提高生產(chǎn)效率大有幫助,。
3,,廢舊刀具重磨降低模具加工成本
① 將精加工的刀代替粗加工的刀,粗加工的刀換下來
② 刀具重磨與返修一般再重磨刀具的費(fèi)用是新刀成本的30%左右,,而且通常專業(yè)修磨刀具的公司還會對刀具進(jìn)行涂層,,相對來說將刀具重磨還是比較劃算的。
| 歡迎光臨 機(jī)械社區(qū) (http://97307.cn/) | Powered by Discuz! X3.4 |