<address id="7o50n"><menuitem id="7o50n"></menuitem></address>
<strong id="7o50n"><i id="7o50n"></i></strong> <menu id="7o50n"></menu>
�C(j��)�^(q��)
��(bi��o)�}: �~�ܺ����y�}�Ľ�Q���g(sh��)���� [��ӡ���] ����: xiaobing86203 �r(sh��)�g: 2017-9-8 20:37��(bi��o)�}: �~�ܺ����y�}�Ľ�Q���g(sh��)��������(xi��ng)Ŀ�ӵ�һ��(g��)��܇�l(f��)�әC(j��)ˮ��ܵĮa(ch��n)Ʒ,��������һ�����~�ܵČ��Ӻ���,���ں�ܱ���ֻ�Ў�ʮ�z,������(g��)�S�^(q��)�]��һ��(g��)�����ܸ㶨���]�k������ȥ�V�ݷֹ�˾,��һ��(g��)���g(sh��)���L�H�������ψ�,������Ĺ�����ɴ�ӡ�,��,��
��(j��ng)�^һ��(g��)�����ڵ����v���K�ڽo�㶨��,����˱��ˌ��T����DFMEA,�������@ô�����Ҋ��ӛ䛳��ģ������o���т�,��ϣ���Ժ���ͬ��ͮa(ch��n)Ʒ����r�£�������һЩ��·,��,��
. F+ @+ ?" q) {: `' S2 p. w
1�� ��Փ
������{(di��o)�е�����ϵ�y(t��ng),��һ�����~�X����ɫ���ٲ���,�������졢���b�;S���^����,���ܵ��ĺ������P(gu��n)�I��һ�h(hu��n),��������Ӱ����^������Ҫ����Ӱ푵�ϵ�y(t��ng)�ܷ����������Ć��},���������߶���ҕ,��. t$ r4 v) ]% A- q$ W8 c - D0 B3 Z2 D/ J & S3 _0 v; C, m9 J; P9 A& Z 2�� ���ϵ��x��
������{(di��o)�Ĺܼ��������~���ϣ��ܲ�,�����õĺ���������~����,���y�~���ϡ��~�\���ϵ�,���ں��ӕr(sh��)Ҫ����(j��)�ܵ����ϵ����c(di��n),�����_���x���ϼ��쾚�ز������Դ_�����ӵ��|(zh��)��,��, @7 k0 }: R6 f. ]2 { ' Q7 C$ M% B( c! M5 F. @% I 2.1 ���~��ϵĺ���
2.1.1�~�c�~���F��
���x�����~���ϻ��y���͵����~����,����2%��5%���y�����ϡ��@�N���σr(ji��)���^�����,���������õ���Һ,��������p�͝�ˇ������Ҫ����,��) M5 E T, }& q, Y' L# [, | 3 Z3 r- l! E0 F" W! n& o6 m! S; H T * O3 r3 p9 o8 ~% P; R 2.1.2�~�c䓵ĺ���
2 Q% B5 X/ [) o( Z0 R . e* ?6 F6 c( l' w/ e' H B: Y; e' z# ?* P/ P& ~2 v ; G, @# V4 ]- Q2 C8 O 2.1.3�~�c�F���
) w. r# x/ H* r6 h; n3 S# ?5 } ���x�����~���ϻ��S�~�l����,����߀��ʹ������(y��ng)�ĺ���������ɰ,�����������Ļ�Ϻ���,��
- \! W, y5 f) `( s1 L8 a 3�����Ӳ���
8 e; c& V$ o$ R4 J( h) { . D& p, o2 G& u5 U& k) g- G 5 X& a8 I3 @8 k5 |* d% n 3.1 ����ķN����c(di��n)
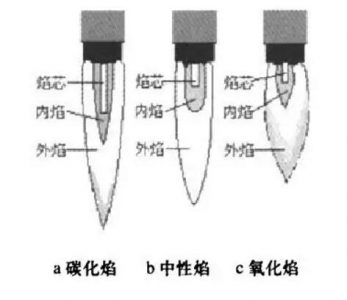
. V% R1 r+ ^ U+ I1 T ( ?. }* L% U" w( P 3.1.1̿����
" _0 a4 ]/ K# H0 s. S9 ~* d* D3 g. N C �����c(di��n)�������c��Ȳ����w�e��С��1,����ȱ��,����̿��������ٶ�Ӱ푺������ӣ�ð�ڟ�,���ضȼs��2700����,�������ڌ��ܵ��ĺ濾�ȡ�4 x! ^/ M& `/ @: k A: i / S. l! c3 n) P9 ]9 Z 3.1.2������
* U8 f8 }5 ]1 R; N5 u7 ] . I- z- n0 _5 Q% { 1 C$ D* N8 e& ^3 P9 \ 3.1.3������
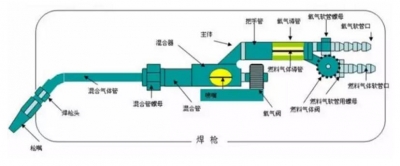
6 A) N* O' n0 i$ H) K% H4 q 5 O$ O, ?4 d, i. Z/ K. S % a+ ~' F, P' e6 F L 3.2 ������{(di��o)��(ji��)
9 V4 _8 j/ q5 J+ L 3 Z- h$ d7 y8 B; _1 l8 C 8 D+ l4 L& R$ N8 T6 x 9 Q1 i% S: b+ H, K 3.3 ����
- @8 [4 W( K7 ]! Q / s1 n- n$ w. p; V- e" y+ C0 a ���ӕr(sh��)��(y��ng)��(y��n)���E�M(j��n)�в���,����t������Ӱ푺��ӵ��|(zh��)��,��
# t: k8 Z- z! H3 W3 }$ q' x+ R2 E 3.3.1��(zh��n)���c���
1 q; s" x) m/ I3 K, C$ J# Y 3.3.1.1 �z������ƿ����Ȳƿ��(n��i)�����Ƿ����,��
. T8 g$ M) t' e 3.3.1.2 �ˌ��D��Ҫ���C���������Rȫ�oȱ,���������,��
* E! l3 X$ x0 A$ _; K 3.3.1.3 ���C��·�Mƽ�Qֱ��ע����y���ķ�����,��
8 n, k+ [$ T% x. ^5 @0 V& q% j & p S/ C3 x1 f, ~+ |: f: [ 3.3.1.4 ����(j��)�D��Ҫ��ijߴ��,���þ�����ȡ����(y��ng)���L�ȣ����þ�̖�Pӛ��λ��,��
8 V! E) J: L* q* T- \ 3.3.1.5 �^�ֵ��~��Ҫ�̶���,�����ø���£�Ҫ���C���ƽ�R,����׃��,��
4 J2 F, e9 g# {8 K 3.3.1.6 ���S�Ѹ��ë߅�Sƽ,������Ĩ�����øɃ���
, V2 m9 N6 b# \3 f. A/ }2 X4 S6 J; g 3.3.1.7 ��Ҫ���ӹܼ������坍��U(ku��)��,���U(ku��)������ȿڑ�(y��ng)�⻬,���A�����oë�̺��Ѽy,����Ⱦ���,����ɰ����Ҫ���ӵ��~�ܽ��^���ִ�ĥ�Ƀ�������øɲ����Ƀ�,����t,����Ӱ푺������Ӽ������|(zh��)����
# W$ ?" i# @% f, [ 3.3.1.8�����~�c���~������,�����йܼ��ں���ǰ����(y��ng)�ü������P䓽zˢ����,��¶���������ٱ��档����(n��i)������Ҫ����,������м��ɰ����(y��ng)����Ƀ���
8 y3 X& D6 @3 n- f W 3.3.1.9 ����Ҫ���ӵ��~�ܻ����دB���루ע��ߴ磩���A�Č���(zh��n),��
3 y g/ l% h/ d/ e& w; ~% z 3.3.1.10 �~�ܽ��^�c�~�ܲ�����ȼ��g϶Ҋ������������ȼs���ڹ���
7 U! ]* j& ^2 @1 G" U/ `( a 3.3.2���o(h��)
# h4 I/ p+ a& E6 ] ' G! g1 B* d+ V% r) s2 I9 b �ψD��]�г䵪���o(h��)
% m! ?! D7 V4 J3 u ( b; R' A6 J' C- l �ψD��䵪?d��)Ᵽ�o(h��)���o(h��)
/ D6 X7 L" _! e 3.3.2.1 ���ӕr(sh��)��(y��ng)�ڱ�������ͨ���ٵ�?d��)�,����ֹ�����?/div>
) D0 a& S) t- I) k) q `
3.3.2.2 ��Ȳ�⑪(y��ng)ͨ�^�o�������Ӱl(f��)����,����ֹ������������������
0 s3 b: D6 Y: J( A 3.3.3����
9 b( t3 l% m+ F9 n7 q1 J9 |
6 l# J8 S/ D4 J; G 3.3.3.1 ���ӕr(sh��),����회��������M(j��n)���A(y��)��,�������濾���~�ܺ���̎����(d��ng)�~���ܟ����ϼtɫ�r(sh��),�����_������Ͽ��ں���̎,��ʹ�����ۻ������뺸�ӵ��~���У��ܟ��Ĝضȿ�ͨ�^�ɫ����ӳ�ضȵĸߵ�,�����tɫ��600�z�϶�����,����tɫ��700�z�϶����ң��ټtɫ��1000�z�϶�����,��
" r( C: d2 S4 ~. F" R/ V# c 3.3.3.2 ���ӕr(sh��),���⺸���治��ֱ�ӼӟẸ�l��
" ~( h/ X5 ^4 Q( e; Z: I 3.3.3.3 ���ڸߜؗl������׃��,���p�ĵIJ�����(y��ng)��ȡ����(y��ng)���o(h��)��ʩ,������y�����l(f��)��,����������Ҫ�Ý������ӿں����M(j��n)�к���,������늴��y����Û�y,��Һ�R,����ͨ�y,���ܲ��_��һ��Ҫ���_�ӣ����ܲ��ͬ�Ӳ�ȡ���ϴ�ʩ,��
* a; Q1 A) D( p 3.3.3.4 ���ӕr(sh��),���ں�����~���M(j��n)���˻�r(sh��)���˻�ضȲ�����300�z�϶�,��
4 L/ ~1 C$ C% v% g# s
3.3.3.5 �����ꮅ��,����s���ø��ﵪ?d��)������܃?n��i)������ͺ���,��
L8 Z5 F: h1 H" { 3.3.4�a(b��)��
0 _) j \5 ]; ?: @# \2 V! M3 N, R
& d( t) H: B; r- G& X9 L9 F5 J* @
3.3.4.1 ��ԇ���^���аl(f��)�F(xi��n)�����НB©�ĵط���(y��ng)�M(j��n)���a(b��)��,���a(b��)���r(sh��)Ҫ��ϵ�y(t��ng)ԇ���ĵ�?d��)�ŵ�������Ҫ����ԇ���?/div>
4 ^# l2 n0 N2 u# m i9 Q 3.3.4.2 �a(b��)��ǰ���������������,���ü�������,���a(b��)����Ҫ������Ƥ����Ƀ�,����ˮ�д���,����(y��ng)���~�ܺ�ɣ�������ˮ�δ���,��
. E' B: n# N6 M 3.3.4.3 ȫ�������,��Ҫ�õ�?d��)⌢ϵ�y(t��ng)������
) F0 v! ]7 o8 `5 c9 D" n/ e- R. S6 L
6 N6 L7 U+ k3 z* u' ]
����: �n��11
�r(sh��)�g: 2017-9-8 23:11
�@����f���]�Ѓ�����,�������˼��g(sh��)���L��
����: �|��fyh126
�r(sh��)�g: 2017-9-9 08:58
�~֮�g�ҳ��ú�,�������dž��}����Ҫ��3��(g��)�ַ�(w��n)��(zh��n)��
����: �����һ��
�r(sh��)�g: 2017-9-9 14:21
�ܽ���
����: �|а2007
�r(sh��)�g: 2017-9-9 15:51
nb
����: liheng538
�r(sh��)�g: 2017-9-9 23:42
�~�ܺ���,���������P(gu��n)�I,�����z,�������������ࣩ,���ضȣ�N2���o(h��),����Ϳ����,���A(y��)�ᣬ����Ҫ����,��Ȼ���ͺ��z,��N2���o(h��)
����: ����Ҫ���o(h��)a
�r(sh��)�g: 2017-9-11 16:00
�����Ҷ��X�����Ѓɰ�ˢ�ӣ����͆�
����: gao_cc
�r(sh��)�g: 2017-9-11 16:02
����ԇ�^���l���ӆ�
����: ����Ҫ���o(h��)a
�r(sh��)�g: 2017-9-11 16:02
�@λ����,���܅���
����: ���l���әC(j��)
�r(sh��)�g: 2018-4-12 16:46
/ X" g* ^2 s7 u, ~$ @$ k, y
���ѣ������^���l��,���䌍(sh��)ֻҪ��ˇ�_(d��)��,���ø��l�C(j��)�����~��,���dz����Σ�����,����ȫ,��
) z0 ~& S4 [1 X, i7 B4 T8 x: Y; i
����: Ц�L(f��ng)Ц
�r(sh��)�g: 2018-7-19 20:52
�ܽ�
�gӭ���R �C(j��)е��^(q��) (http://97307.cn/)
Powered by Discuz! X3.4