�C(j��)�^(q��)
��(bi��o)�}: ܇(ch��)����Ƭ�x��/��(w��n)�}/��ʩ [��ӡ���(y��)]
����: fatliu1983 �r(sh��)�g: 2018-1-4 17:34
��(bi��o)�}: ܇(ch��)����Ƭ�x��/��(w��n)�}/��ʩ
������Ӟ龫�A �gӭ����һ��̽ӑ�����g(sh��)
�gӭ����һ��̽ӑ�����g(sh��) �ɼ��Ż���13604092483
�ɼ��Ż���13604092483  �Π��̖(h��o)�� �ں��^ˮƽ��,����Ƭ���Π�ă�(y��u)����Ҫ�漰�錍(sh��)�F(xi��n)��м���ƶ����ܲ��õ�������Ρ�����(j��)��ͬ�Ĺ������Ϻͼӹ���ʽ,�����ò�ͬ�ĵ�Ƭ�Π�ͽǶ��܉��ṩ��м�͌���м�������^(q��)�ų����(y��u)�Y(ji��)��,����Ƭ���^���Π���O(sh��)Ӌ(j��)�c��(y��u)������һ��(g��)�ஔ(d��ng)����ļ��g(sh��)�I(l��ng)��,������Ҫ�ĵ��������̶���ͨ�˵�,��
�Π��̖(h��o)�� �ں��^ˮƽ��,����Ƭ���Π�ă�(y��u)����Ҫ�漰�錍(sh��)�F(xi��n)��м���ƶ����ܲ��õ�������Ρ�����(j��)��ͬ�Ĺ������Ϻͼӹ���ʽ,�����ò�ͬ�ĵ�Ƭ�Π�ͽǶ��܉��ṩ��м�͌���м�������^(q��)�ų����(y��u)�Y(ji��)��,����Ƭ���^���Π���O(sh��)Ӌ(j��)�c��(y��u)������һ��(g��)�ஔ(d��ng)����ļ��g(sh��)�I(l��ng)��,������Ҫ�ĵ��������̶���ͨ�˵�,�� ��Ǵ�̖(h��o)�����ߺ����Ҫ�ǜp�������м����ߺ����c�����ӹ�����֮�g��Ħ��,�����̫��,����(hu��)�����пں͵��в��ֵď�(qi��ng)���cɢ��l��,�����͵������ö�,����ɱ��С�
��Ǵ�̖(h��o)�����ߺ����Ҫ�ǜp�������м����ߺ����c�����ӹ�����֮�g��Ħ��,�����̫��,����(hu��)�����пں͵��в��ֵď�(qi��ng)���cɢ��l��,�����͵������ö�,����ɱ��С�����x��ԭ�t��
1.�ӹ����Դ���Դ�IJ���,����p�ٺ���֮�g��Ħ��,��ȡ���ǣ��ӹ��ߏ�(qi��ng)��,����Ӳ�ȹ���,���鱣�C�пڏ�(qi��ng)�ȣ���(y��ng)ȡ�^С�ĺ��,�����ӹ�������С,����p��Ħ��,����ӹ������|(zh��)������ȡ��һ�c(di��n)�ĺ��,��
2.�ּӹ��r(sh��),���������鱣�C�пڵď�(qi��ng)��,����ȡСһ�c(di��n)�ĺ��,�����ӹ�������С����p��Ħ��,����ӹ������|(zh��)��,����ȡСһ�c(di��n)�ĺ�ǣ�
3.����䓵��ߺ�ǿɱ��u䓵��ߺ�Ǵ�2~3��,��
4.��(d��ng)㊵��ď���ĥ�p��(hu��)Ӱ푼ӹ����ȕr(sh��),�����I��㊵��ĈA���Xĥ�p��ֱ���p��,��ֱ��Ӱ��I�۵Č���,����Ǒ�(y��ng)�m��(d��ng)�p�٣�һ���8�ȣ���
5.㊵����X�����c������Ħ�����������ٶȷ���,������������ȱ�һ��܇(ch��)��С,������ĥ�p��Ҫ�l(f��)���ں�����,������m��(d��ng)����㊵����,���ɜp��ĥ�p��
 ���ȴ�̖(h��o)��һ��ּӹ�/�뾫�ӹ�/���ӹ���Ƭ����M��(j��),�����ܼӹ��õ�Ƭ/��Ӳ��Ƭһ�㶼��G��(j��)
���ȴ�̖(h��o)��һ��ּӹ�/�뾫�ӹ�/���ӹ���Ƭ����M��(j��),�����ܼӹ��õ�Ƭ/��Ӳ��Ƭһ�㶼��G��(j��) ��/�״�̖(h��o)���ӱ��еĵ�Ƭһ��֞�ɷN������/�p�棩,����(zhu��n)�I(y��)���~�nj�(du��)�Q(ch��ng)��м�ۣ�AGT������(du��)�Q(ch��ng)��м�ۣ�SGT��,���ձ��м����,���Ҋ(ji��n)���ǜϲ���[ͨ�^(gu��)�O(sh��)����ǰ����Ĕ�м�ϲہ�(l��i)��(sh��)�F(xi��n)]��������[��ǰ�����O(sh��)���ϵK���(l��i)��м],��
��/�״�̖(h��o)���ӱ��еĵ�Ƭһ��֞�ɷN������/�p�棩,����(zhu��n)�I(y��)���~�nj�(du��)�Q(ch��ng)��м�ۣ�AGT������(du��)�Q(ch��ng)��м�ۣ�SGT��,���ձ��м����,���Ҋ(ji��n)���ǜϲ���[ͨ�^(gu��)�O(sh��)����ǰ����Ĕ�м�ϲہ�(l��i)��(sh��)�F(xi��n)]��������[��ǰ�����O(sh��)���ϵK���(l��i)��м],���ϲ��͔�м�ۿ���ͨ�^(gu��)��ĥ����ͨ�^(gu��)���ƺ͟��Y(ji��)���ɣ������͔�м�۵Ĕ�м�������������e�V,��Ŀǰ��(y��ng)����,���@��Ͳ�Ԕ��(x��)�f(shu��)�ˡ�
" c2 `% N* T0 [! h2 o3 g3 W* u
���ռӹ����Ȕ�м��һ��֞����N�(l��i)�ͣ�
1.һ����;���뾫�ӹ����ĵ�Ƭ��м���ͣ��@�N��м�ۿ��]������M(j��n)�o��,���Ե��������͌�(sh��)�H�����l�������ƥ��,����?y��n)��@Щ���]�ķ��������ڿ��]�����еļӹ�׃���Č�(sh��)�(y��n)���A(ch��)�Ͻ����ģ��������䷶����(n��i)�IJ����ܴ_�����õĔ�м������,�������õĔ�м��,���ɿ��ԡ�
2.����������Ƭ�Ĕ�м���ͣ�?ji��n)����м�۵�Ƭ���ÿ��]�p�涼Ҫ�ж�λ��Ć�(w��n)�},���������Π���x���V,���m���ڏ�(qi��ng)���M(j��n)�o�ͽ����г��ʴ�������l��,���@Щ��Ƭ�IJ����O(sh��)Ӌ(j��)��Ԫ���C�˫@���^������г��ʶ�����(hu��)�ǜpС���߄��Ⱥ��пڏ�(qi��ng)�ȡ�
3.���ӹ����P(p��n)���p�͵�Ƭ�Ĕ�м���ͣ��ڵ����M(j��n)�o�ͳԵ���С�ėl����,���x���p�͔�м��,����һ����խ����ͣ��@�N��м�ی��ڸ���,�����y�۔����м�����Ӕ��ё�(y��ng)׃,��ͨ�^(gu��)���M(j��n)�Д�м���ƕr(sh��)���a(ch��n)�����^����ĴֲڶȺͿɿ��ĵ��߉�����
- w8 L6 D2 R; j, j! Q- u
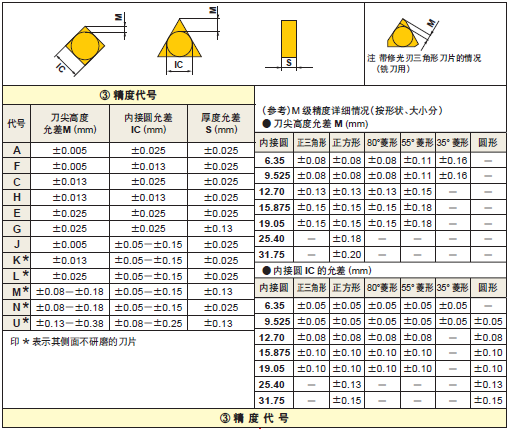
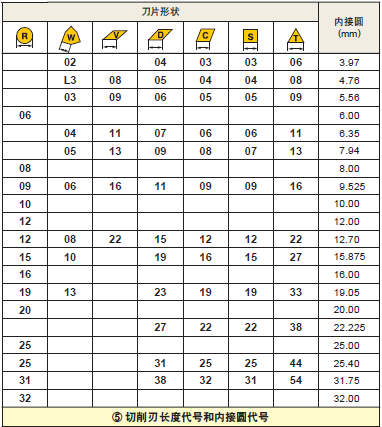
 �������L(zh��ng)�ȴ�̖(h��o)�̓�(n��i)�ӈA��̖(h��o)���ԈDƬ�ķ�ʽչʾ�������L(zh��ng)�ȼ���(du��)�ӹ���Ӱ푣�Ҋ(ji��n)�D��
�������L(zh��ng)�ȴ�̖(h��o)�̓�(n��i)�ӈA��̖(h��o)���ԈDƬ�ķ�ʽչʾ�������L(zh��ng)�ȼ���(du��)�ӹ���Ӱ푣�Ҋ(ji��n)�D��1.ָʾ�����Џ�(qi��ng)��,��Խ�����(c��)�����Խ��,����(qi��ng)��Խ�����҂�(c��)��Ƭ�Ķ����ԺͿ��_(d��)��Խ�á�
2.ָʾ�����(c��)���(d��ng)څ��(sh��)����,�����҂�(c��)����Ĺ��ʜp��,��
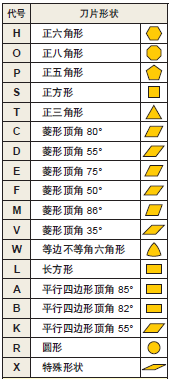
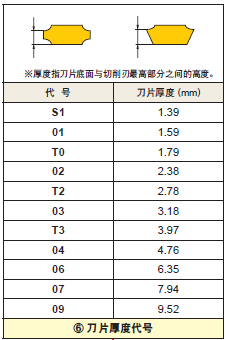
 ��Ƭ��ȴ�̖(h��o)��
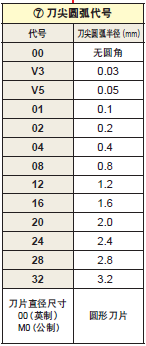
��Ƭ��ȴ�̖(h��o)�� ����A����̖(h��o)��R�ǣ���
����A����̖(h��o)��R�ǣ��� ����A�����·Q(ch��ng)��R�ǣ�R�Ǵ�С��(du��)�Ѽӹ�����Ě�����e�߶���ֱ��Ӱ�,������R�ǿ��ԜpС�Ѽӹ�����Ě�����e�߶�,�������܌�(du��)�����^(gu��)�̵���������a(ch��n)��ؓ(f��)��Ӱ푡����猦(du��)��ͬһ�N�Π�Ͳ��͵ĵ�Ƭ,����(d��ng)?sh��)���R�������,����С����r(sh��)����м�������۔�,����ʹ��(du��)�ڌ�(sh��)�H�Ѽӹ�����ֲڶ�,���mȻ����Փ���f(shu��)��R��������Ԝp�ٚ�����e�߶�,���Ķ��@���^�õı���ֲڶ�,������R�������(l��i)�����(d��ng)�����ܷ���ʹ�ӹ�����ֲڶȼӹ�����,��
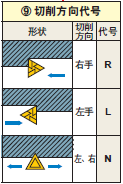
 �п�̎����̖(h��o)����Ҋ(ji��n)�ĵ�Ƭ�п�̎����ʽ������ӈA��,�����⡢�A��,����������Ҳ���A�� ,��
�п�̎����̖(h��o)����Ҋ(ji��n)�ĵ�Ƭ�п�̎����ʽ������ӈA��,�����⡢�A��,����������Ҳ���A�� ,��������С���R���ĎN�пڳ����F(xi��n)�Ć�(w��n)�}�͑�(y��ng)��(du��)��ʩ��
1.�п�ĥ�p-��ʩ������M(j��n)�o�������������ٶ�,��ʹ�ø���ĥ�ĵ�Ƭ���|(zh��),��ʹ��Ϳ�ӵ�Ƭ��
2.����-��ʩ��ʹ���g�Ը��õIJ��|(zh��),��ʹ���пڏ�(qi��ng)���ĵ�Ƭ,���z�鹤ˇϵ�y(t��ng)�Ą��ԣ��Ӵ���ƫ��,��
3.��׃��-��ʩ�����������ٶ�,���p���M(j��n)�o,���p�����ʹ�ø��ߟ�Ӳ�ԵIJ��|(zh��),��
4.����̎�Ɠp-��ʩ����׃��ƫ��,���пڏ�(qi��ng)�������Q��Ƭ���|(zh��),��
5.���Ѽy-��ʩ�����_ʹ����sҺ,�����������ٶȣ��p���M(j��n)�o,��ʹ��Ϳ�ӵ�Ƭ,��
6.�eм-��ʩ����������ٶȣ�����M(j��n)�o,��ʹ��Ϳ�ӵ�Ƭ������մɵ�Ƭ,��ʹ����sҺ��ʹ�пڸ��h��,��
7.������ĥ-��ʩ�����������ٶ�,�������M(j��n)�o��ʹ��Ϳ�ӵ�Ƭ������մɵ�Ƭ,��ʹ����sҺ,��
8.����-��ʩ��ʹ���g�Ը��õIJ��|(zh��)����ͣ��p���M(j��n)�o,���p������,���z�鹤ˇϵ�y(t��ng)�Ą��ԡ�
PS��ͨ����(d��ng)����ĥ�p�_(d��)0.7���וr(sh��),����(y��ng)���Q��Ƭ�п�,�����ӹ��r(sh��)���ĥ�p����0.04����.
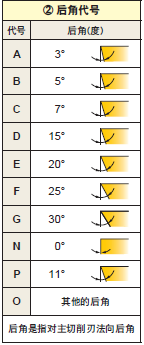
 ���������̖(h��o)��
���������̖(h��o)�� h9 c% X M5 x+ W8 M
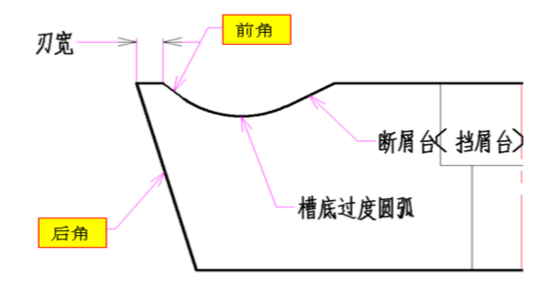
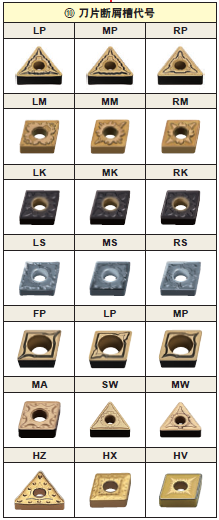
 ��Ƭ��м�۴�̖(h��o)����?y��n)�ÿ��(g��)�S�Ҍ�(du��)���͵����ⲻͬ�����ڸ��ӱ����г�����ʽҲ��ͬ�����ăH���������.
��Ƭ��м�۴�̖(h��o)����?y��n)�ÿ��(g��)�S�Ҍ�(du��)���͵����ⲻͬ�����ڸ��ӱ����г�����ʽҲ��ͬ�����ăH���������. ��м�����x���������ܰ����A(y��)���O(sh��)���ķ���,���M(j��n)�о�������(d��ng)�����۔࣬ʹ���γɿɽ��ܵ�������м,���Ķ���(sh��)�F(xi��n)��(du��)�Fм����Ч���ƺͲ��σ�(y��u)��,����Ч���Ƶ����h���̶ȣ��Ա��C���ߵ���ĥ����,���������͵��⏊(qi��ng)�ȵ��_(d��)���Ч��,����D��3 O" `( l3 n! E$ z3 r* B
% F6 V1 x" d/ k4 h- W
* A% W1 s- [+ Z7 G# o- U z
7 H8 z& _$ c6 C0 _9 ^
0 C; h# k% e N0 b+ v) ~3 X) ?2 `# N% z) r0 \8 w: V# g
) Y% R K/ `9 T6 ]1 {& p- t
9 U! T' U u" g- o7 ?+ [; W+ ~5 Y0 X0 b; z
/ C. ?7 q3 ^7 K+ Q6 H/ h# v# k9 T& t
4 r ^7 H7 O. O [* K
9 i6 S- @: j: {2 B1 ]) s' A9 m# f& c* }: R
$ [ B* h1 ~% s2 w! z! F& M4 j9 k6 f k# ?) E4 I- D5 u
, I) U1 A. y: K) a
' @% ?: M9 n3 z- g8 m' ]; M
����: �n��11 �r(sh��)�g: 2018-1-4 19:30
���ߵĎγߴ�ĵ��ߵĴ�̖(h��o)�оͿ����˽
����: xiaobing86203 �r(sh��)�g: 2018-1-4 21:40
�@��(g��)ͦȫ��İ�
����: �ѓ��� �r(sh��)�g: 2018-1-5 00:38
�ܾ���ǰ���д��(l��i)�N��& U9 d7 X: a4 a' `9 Z7 u
�ٺ�
����: fatliu1983 �r(sh��)�g: 2018-1-5 08:27
% b! f% M4 C! s$ m2 O+ p, e�(l��i)�Ƶ���,�����@��(g��)�^��(du��)���Ա������W(xu��)��(x��)��,��������,��,����,��
����: fatliu1983 �r(sh��)�g: 2018-1-5 08:27
+ N: b* o6 @/ X8 X
�ώ�����Ӌ(j��)·�^(gu��)������,��С���Կ���" f$ p; Y5 x, U R
����: loveskycc �r(sh��)�g: 2018-1-5 09:50
�䌍(sh��)һֱ��(du��)��ͬ��м�۵����Å^(q��)�e���^����
����: fatliu1983 �r(sh��)�g: 2018-1-5 09:59
: p* G/ J( ]) ] z7 ]! yÿ�Ҍ�(du��)�������ⲻͬ�ɣ��䌍(sh��)�ܕr(sh��)������д�ģ����g(sh��)�ϵ�ģ�¾Ӷࣩ,���κμ��g(sh��)�İl(f��)չ���ǽ��b,��Ȼ��(y��u)����������˽Y(ji��)��,�������Լ��ҵ�,���Ǻ�0 _* l1 R5 _/ X5 }4 P4 N
�gӭһ����(l��i)̽ӑ�����g(sh��)��; u5 |1 ]+ s( R( M
7 n3 y' f) v Q5 O
����: loveskycc �r(sh��)�g: 2018-1-5 10:10
; g- P. b' S8 o' Z0 i- a+ F
��ͬ��ʽ�Ĕ�м�۵�����ʲô�^(q��)�e ����Ǹ㲻���� ���_(k��i)ʼ�T��߀�Ԟ��Ƿ���^(q��)�ֲ�ͬ��̖(h��o) �Ǻ� }! `. q5 j9 ?3 F. M
����: fatliu1983 �r(sh��)�g: 2018-1-5 11:26
0 y: ?; _4 I! k6 U* q, j�����ӱ����ö�͕�(hu��)�l(f��)�F(xi��n)���^�ϲ������c(di��n)�^(q��)�e,���䌍(sh��)�^�Ͽ���,��������ԭ��ij�S�ҵIJ��ͻ��A(ch��)�����˸��M(j��n)���ѡ�
$ p5 ^7 r: G( X$ R& M4 b�ܶ��r(sh��)��,���O(sh��)��Ĺ��r,�����ߵĠ�B(t��i)�����ӹ��a(ch��n)Ʒ�IJ���,����������(sh��)�Ƿ����,���@����Ҫ���Nĥ�ϵİ�������һ�Ύ״θ�ɵ�7 k) E7 L- r0 x$ S s
��֮ǰ���ǽ��|�^(gu��)���ɵ�,����(l��i)�ˎ״ζ���U��,���䌍(sh��)�r(sh��)���ǵ�Ƭ���еģ���������ҲҪ���]��+ h0 L% l' [4 [1 y
�҂����K�˵ľ���Ч�ʺͳɱ�,��������ܶ��r(sh��)���ҷ�����������������߀��,��������,��,����,���Ǿ͏U�ˣ�
, H& c% k9 H- w0 v' q5 \
����: ����� �r(sh��)�g: 2018-11-18 07:24
���e(cu��)ѽ,��ƽ�r(sh��)�鵶Ƭ�r(sh��)��
����: ĭĭ_y2Kby �r(sh��)�g: 2019-1-4 16:58
���������̫�o���ˣ��L(zh��ng)֪�R(sh��)��
, s4 e' v& l! N" P3 U/ Y
| �gӭ���R �C(j��)е��^(q��) (http://97307.cn/) |
Powered by Discuz! X3.4 |