��_����ˇ��������,���Ԅ�(d��ng)���o���ڟ�_�����a(ch��n)��ռ��ʮ����Ҫ�����á��o���O(sh��)Ӌ(j��)�ĺÉěQ�������a(ch��n)�ķ�(w��n)����,�������ɞ��Ԅ�(d��ng)�����a(ch��n)����(ji��)��������ƿ�i,����_���Ԅ�(d��ng)���o�߰�������ʰ�������϶�ʰ��,��ȡ����ʰ��,�������и�֧�ߡ�������,��
3 C/ i6 [ D2 A3 _
�����挦(du��)ȫ����ԴΣ�C(j��)�ͭh(hu��n)�����o(h��)�ĉ���,����(ji��)�ܜp���ѽ�(j��ng)������܇����I(y��)�İl(f��)չڅ��(sh��)��ͨ�^(gu��)ʹ�øߏ�(qi��ng)�Ȱ��_�����a(ch��n)���켼�g(sh��),��ͬ�r(sh��)��(sh��)�F(xi��n)܇�w�p��������ײ��ȫ��,�����˽����(l��i)��܇����I(y��)�о��ğ��c(di��n)����_�����g(sh��)��(gu��)��(n��i)���^��,��һֱ̎���ڸ���W(xu��)���о�Ժ���о���λԇ�(y��n)�A��,�����S����܇��I(y��)�Ľ���,����_�����g(sh��)�õ��˿��ٰl(f��)չ��Ŀǰ��_����ˇ�ѽ�(j��ng)��(y��ng)�õ���܇���a(ch��n)���칤�I(y��),�����Ҍ�(sh��)�F(xi��n)���������a(ch��n),���Ԅ�(d��ng)���o�������_�����a(ch��n)��һ���֣���Y(ji��)��(g��u)�O(sh��)Ӌ(j��)��(du��)�a(ch��n)Ʒ�|(zh��)�������a(ch��n)�ı��C�����Q��������,��
����ʰ��
������_���������a(ch��n)���IJ���ʰ���ɹǼ�,��늚�Ԫ�������b�M���M��,���Y(ji��)��(g��u)�c��_���Ԅ�(d��ng)�����a(ch��n)��������ͬ,��ͬ�Ӳ������P��ȡ���ϡ���_�������϶��鷽��,����ʰ���Ǽܼ����P��Ҏ(gu��)�t��в���,����(sh��)�F(xi��n)��ͬ�ϵ�ͨ�ã�����_����������A��,��B����,����Ҏ(gu��)�t���^�࣬��һ��鼚(x��)�L(zh��ng)��,�����Pһ���S�β��ã�һ�м���,��ͨ�þ��о�����,��
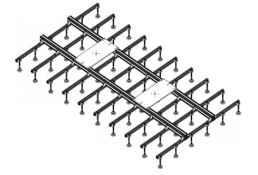
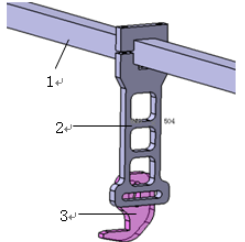
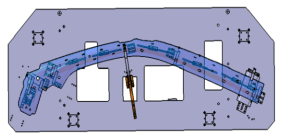
��_������ʰ��ʾ��

��_������ʰ��ʾ��
������_��������ʰ���錍(sh��)�F(xi��n)��ͬ�Ƽ��gͨ�ã��ڹǼ��O(sh��)Ӌ(j��)��,�������P�̶��Y(ji��)��(g��u)�O(sh��)Ӌ(j��)���ǰ,������,�����Ƅ�(d��ng)ʽ,�����P���ڙM���������Ƅ�(d��ng)���M������������ǰ���Ƅ�(d��ng),�����m�ò�ͬ�Π�,����ͬ�ߴ�İ��ϡ�
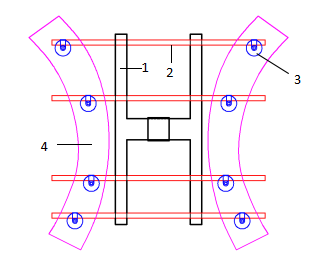
1,������ 2,���M�� 3�����P 4,����Ƭ
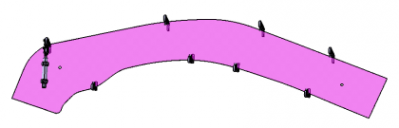
; |$ ] \) O4 s- q1 L% N���϶�ʰ��
������_�����a(ch��n)��,�����ڼӟ���䓰�̎�ڸߜؠ�B(t��i)���o(w��)�������Pץȡ,���������϶�ʰ���ϲ����ض������ĊA�����������(d��ng)�A�Q��,����_�����a(ch��n)�������϶�ʰ���ɹǼܡ�늚�Ԫ�����A�Q,�����o(h��)�弰���b�M���M��,���˲����ǟ�_�������P(gu��n)�I�Ĺ�λ���豣�C����ץȡλ�þ��_�Լ���(w��n)����,������(j��)��Ƭ�Π��(f��)�s�̶�,���ɲ��ò�ͬ�ĽY(ji��)��(g��u)�O(sh��)Ӌ(j��)��
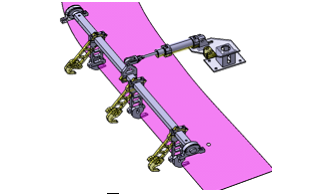
�����Π�Ҏ(gu��)�t��(ji��n)�εİ���,���緽����,�������ϣ��ɲ���һ��(g��)�����(d��ng)����(g��)�A�Q��ʽ,����D2-1��ʾ,���˷�ʽ�ɱ��C�A�Q��(d��ng)����һ���ԣ��p�ٚ��ʹ��,�����������ɱ�,������ע��A�Q���\(y��n)��(d��ng)�����c�ӟ�t����݁?zh��n)ӵĽǶȡ��ڹ�ˇ�O(sh��)Ӌ(j��)�A��,���迼�]���a(ch��n)�а��ϵ�ץȡ����,��ƽ������݁?zh��n)�ȡ����Ѡ�B(t��i)������^(gu��)��,���A�Q���_(k��i),���A�o�c����݁�и����L(f��ng)�U(xi��n)��
�����\(y��n)�ô˷N��ʽ,���A�Q�Y(ji��)��(g��u)���B�Ӻ͊A�փɲ�,���A�ֲ��ֿ�ǰ���{(di��o)��(ji��)��ʹһ��(g��)����϶���(g��)�A�Q����(j��)��Ƭ݆��С�����{(di��o)�������λ��,��
1,�����D(zhu��n)�M�� 2���B�Ӳ��� 3,���A�ֲ���
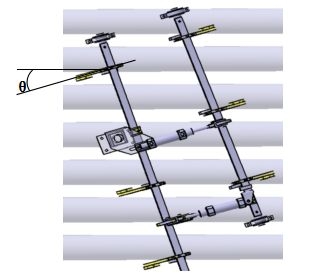
������(sh��)�H���a(ch��n)��,����_��������A����B���ȃ�(n��i)�ӏ�(qi��ng)��,�������Π��β�Ҏ(gu��)�t��,���˕r(sh��)һ���O(sh��)Ӌ(j��)һ��(g��)�����(d��ng)һ��(g��)�A�Q���A�Q����(j��)��Ƭ݆������,�������S������(n��i),��߀�ɸ���(j��)��߅�������������O(sh��)�ýǶȣ����������A�Q����,���Ɍ�(sh��)�F(xi��n)���ϵ���ъA�֠�B(t��i),��
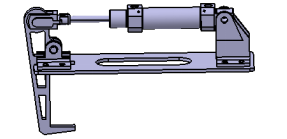
��(d��)���A�Q���ü��Y(ji��)��(g��u)ʾ��
ȡ����ʰ��
������_���������a(ch��n)���IJ���ʰ���ɹǼ�,��늚�Ԫ�������b�M���M�ɡ��ӟ����Ͻ�(j��ng)ģ�߉��ƺͱ�����s��,���ضȽ���200������,���˕r(sh��)�Բ�������ͨ�z�|(zh��)���Pȡ����һ���O(sh��)Ӌ(j��)���������P,����ʰ�������c�Ԅ�(d��ng)�����a(ch��n)��(ji��)�ijɷ���,�����O(sh��)Ӌ(j��)�r(sh��)���Ǽ����Y(ji��)��(g��u)���C���ȣ��������־��p���O(sh��)Ӌ(j��),��
& H9 z7 S% _0 A/ \' ]6 i
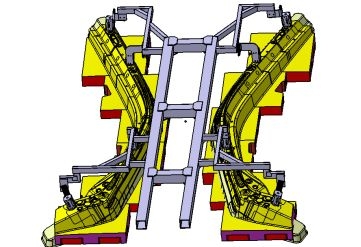
�����и�֧��
������_�����κ�,�����ϳɞ���Ʒ�����Ƽ����ϙC(j��)е�����^��,���o(w��)��ͨ�^(gu��)ģ�ӹ�,��������ü����и��M(j��n)���Ƽ���߅�_�ף������и�֧����֧�κͶ�λ�Ƽ�,�����C�и��Ƽ����Ⱥͷ�(w��n)���Ե��o�����b,���ɹǼܡ�֧�ζ�λ�Y(ji��)��(g��u),���A�o��Ԫ,��늚�Ԫ�������b�M���M�ɡ�
����Ŀǰ�ձ�ʹ�õĞ����D(zhu��n)�����_(t��i)ʽ�����и��O(sh��)��,���Ƽ��и��^(gu��)����,���a(ch��n)�������ğ��m���O(sh��)���ЏU��ݔ�ͼ��ş��mϵ�y(t��ng),��֧�߽Y(ji��)��(g��u)�O(sh��)Ӌ(j��)�У�֧��,����λ�Ȱ��b��M����С,������©�ձ��C����ͨ�������簲�b���һ���KBASE��,���t�O(sh��)Ӌ(j��)���������g�_(k��i)��,��

������(du��)���Ƽ���֧�Ρ���λ�Y(ji��)��(g��u),�����Ƽ����ͺ��c�a(ch��n)Ʒ��(sh��)ģ����һ����e,���ҟ�_����ˇ�Ƽ���������һ���^�麆(ji��n)�Σ���ֻ�������涨λ,���Ƽ���(w��n)���Բ�,���и���Ƽ�һ���Բ��ܱ��C���@�N��(w��n)�}��ͨ�^(gu��)���ɷN�����M(j��n)�и��M(j��n)��
���,����O(sh��)Ӌ(j��)���@������,�����c(di��n),�������ȡ����_�����ڰ��ϼӟ���Ƴ���,���ʰ��������@�����ڳ��ͺ�����(hu��)��ȱ��,���p�����^������һ���O(sh��)���ڹ�ˇ�a(b��)��^(q��)��,�������и�˲���ȥ��,��
�������O(sh��)Ӌ(j��)��λ��ˇ��,�����ö�λ�ɾ��_��λ�Ƽ�,�����������Ķ�λ��ʽ��
5 d9 `6 v& n- C! A3 Y0 G9 v
�����˶�λ���O(sh��)Ӌ(j��)λ������ѭ����������ԭ�t��
���,��ٞ鱣�C�����и��Ƽ�����,��������ͬ��ʹ�ô˶�λ��λ���迼�]��λ���O(sh��)��λ�ü���ʽ��Ӱ�����,��
���,������O(sh��)���ڮa(ch��n)Ʒ�^(q��)�ⲿ�����ܽ���ԭ����������,��
���O(sh��)���ڳ����^(gu��)���в����υ^(q��)��,���ןo(w��)׃�Σ����C���_��,��