�C�^(q��)
��(bi��o)�}: �����и�ӹ����c [��ӡ���]
����: �h(yu��n)�� �r�g: 2018-5-9 12:53
��(bi��o)�}: �����и�ӹ����c
�������Ѽӹ����ƽ�漤���и��O(sh��)��,������һ���������,���Y(ji��)��ȫ����U����,��
1 k- c% q9 L4 g
- R: z& ?" [" M$ I$ y" T
' i' B7 i! i/ N
�ֶ����и�������w߅�и���s�|(zh��)̫���㲿��������ȫ�]�о���,����(d��o)��Ҫ����̎��,��������и������Ͽ�߀ճ���ڱ��w�ϣ�Ҫ�����������ò�������,���挦�@���|(zh��)������,����Q�k��Ҳ����һ��Ԓ���ɾ�Ԓ���f���,����ȥ���Y��,���������
R����
/ ~0 G5 c. g. o2 m5 n+ v/ H3 s
! C0 V i1 s* D, t' ^$ ^4 ]5 r) P, V w9 o* L3 W9 H
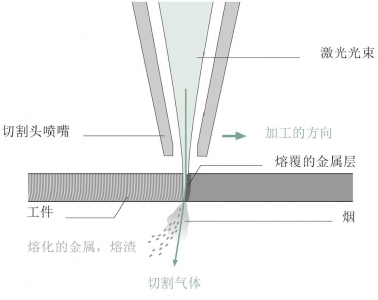
����Ҫ֪������ԭ������(d��ng)�۽��ļ������յ������ϕr������^(q��)�������������ʹ�����ۻ����ߚ⻯,��һ��������������,���и��^�̾��_ʼ�ˣ�����������݆�����Ƅӣ�ͬ�r�������ۻ�,��ͨ������һ�ɇ����������������пڴ���,�����и�ֺͰ���g����һ�lխ�p,��խ�p���c�۽��ļ������Ȍ���, @- s Z, `- G. @7 F! t
% U1 O; x, A" V* T" U" `
0 }% T3 e8 j3 Q: z% W
�����и����и��̼䓕r���õ�һ�N��(bi��o)��(zh��n)��ˇ,���������������и���w,������Ӊ������_ 6 bar ���M�пڡ�������,�����ӟ�Ľ����c����l(f��)������(y��ng)���_ʼȼ��������,�����W(xu��)����(y��ng)ጷŴ������������_�������������屶���o���������M���и�,��$ I% y+ S( O ?1 J
7 Q5 Z" D" H+ u A
/ }* a5 I. ?3 F9 c' n9 M
" v# M9 I; x, l# o�D1 �������ۻ�����,���и�ⴵ���п��е����ڲ��Ϻ�����
) Y! G* m' I. g% v- F! @
6 d! n4 y8 P% g: O! I* ^8 b( z' F6 H
4 I, e' j4 _- F0 C9 ~ V" b
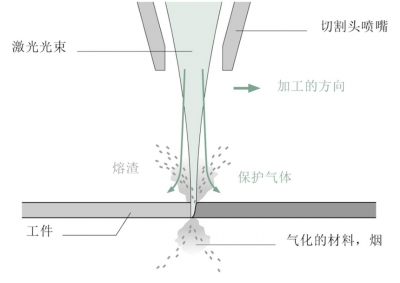
|- L8 c" m$ x8 D5 }�ۻ��и����и���ٕrʹ�õ���һ�N��(bi��o)��(zh��n)��ˇ��Ҳ���������и��������۲���,�������մ�,��
1 d+ Y" a9 l# [+ R* S
) e- E3 u+ i8 ?& p7 A% Y
8 N+ R% u; K7 C ���õ�����ߚ�������и�⣬�≺ 2-20 bar �Ě��w���^�п�,�����͵����Ƕ��Ԛ��w,���@��ζ�����������п��е��ۻ����ٰl(f��)������(y��ng)���H�H��������ײ�����,��ͬ�r,�����Ԛ��w���Ա��o�и�߅�������՚�������
& }, [% _* O) u! y9 u# P
* Q+ b7 X% L/ A- w
4 M( d, L- p% h# Q( {6 F1 q���s�՚��и�
) I: |8 ? R' w! C! H
. O/ M) ^2 t- u
2 A- \( {! e" |6 M% n# c: e
���s�՚�ͬ�ӿ����Á��и��,�,��՚�Ӊ��� 5-6 bar �����Դ����п��е����ڽ��١����ڿ՚��нӽ� 80% ���ǵ���,����ˉ��s�՚��и�����ό����ۻ��и�,��
7 @5 F9 b" x! _2 I; P7 ]0 k2 ?, e
' Y1 \& v% C5 M( ]���x���w�o���и�
- `5 s0 D, C2 W
9 l( s% o% S" E! T, N' @
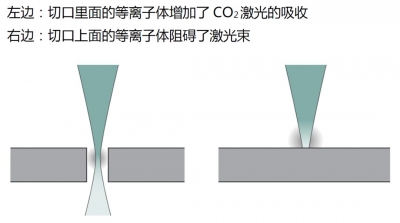
% F, v7 l9 L, _4 _ Y V" c* C �������(sh��)�x��ǡ��(d��ng)�����x���w�o���ۻ��и��п��Е����F(xi��n)���x���w��,�����x���w������x�Ľ����������x���и��M��,�����x���w������ CO2 ������������D(zhu��n)���M������ʹ�����������ϵ�����,�����ϕ������ۻ�,���Ķ�ʹ�и��ٶȸ��졣���,���@�N�и��^��Ҳ�и��ٵ��x���w�и& J: t& C' P. V) a+ |* z
8 j0 L" I S* U5 t, x# b
9 ]% b& p8 L9 q5 r1 {���x���w�����������ڹ��w����������,����˵��x���w�o���ۻ��и�ֻ��ʹ�� CO2����,��
- l; L' s' P8 c
* E+ F- v" C3 {) H6 F3 J& ~ o6 L3 \ x2 H3 ?* N
+ Q2 |/ X5 d4 G$ T; K
8 E: a+ c- A1 L4 x g3 B5 O$ _5 Y+ q/ M( u% R8 {1 g& S. b
' m5 h4 j* \: x. j3 [# z0 o
�⻯�и�
+ o1 B8 a( Q, J+ W k/ T
6 p" I' w' O, C6 v/ |7 y- T# N7 R! w( N v
�⻯�и�������l(f��)���M���ܜpС�ˌ��܇����ϵğ�Ч��(y��ng)Ӱ�,�������B�m(x��) CO2 ����ӹ����l(f��)�͟���,�������յIJ��ϾͿ����_������Ч��,�����籡�����ϱ�Ĥ�Լ�ľ�ġ���,����ĭ�Ȳ��ۻ��IJ���,��
( J6 n% x8 C2 [5 m
- }$ v& Y" c @& E* j
/ P1 S5 I* o& w7 s0 Y# Q' a �����}�_����ʹ�@헼��g(sh��)���ԑ�(y��ng)�����������ϡ������е�����������ռ��Ⲣ��������,�������}�_���c���ڵ����Ӻ͵��x���w����(y��ng),������ֱ�����A���]�Еr�g�������ԟ�������ʽ���o�܇�����,��Ƥ���}�_���g���ϕr�]�����@�ğ�Ч��(y��ng),���]���ۻ���ë���γɡ�8 `7 Y* k0 v- k' Z' S
0 a; e. `9 g( B: e, Q$ ~: T
0 n% Q; }+ J0 k! U, Q# F. D, w1 ]$ X$ V/ L2 b5 ~ Z
�D3 �⻯�и����ʹ�������l(f��),��ȼ��,������ĉ���ʹ�������п��ų�
, p `* }" Y. a6 o' `$ l7 w( o
' o' A. J' Y9 f9 S
- g0 C6 G, J1 l����(sh��)���{(di��o)���ӹ��^��
) L! m. y; X( j) O# D# x4 D! ]- N3 D( o
+ K Y8 N4 W( V3 W
% f* o" y& X4 ]
�S������(sh��)Ӱ푼����и��^�̣�����һЩȡ�Q�ڼ������͙C���ļ��g(sh��)����,������һЩ��׃����,��
: [" U7 B/ s- c! }# U' {& W O @
) Q, s. @1 w: |" p# c; g; y9 g- ]: q
. g- K4 s2 a. Y: ?ƫ���
8 f, w7 K# |, v% {
5 k* L: A/ K, ^: ~9 Q' Dƫ��ȱ������ٰٷֱȵļ��ⱻ�D(zhu��n)�Q�����͵�ƫ���һ���� 90% ����,���@���ڸ��|(zh��)�����и��ѽ�(j��ng)�����,��
$ A8 t) \7 w/ u8 f
F4 t. t9 R& K6 ^ d% O1 P) G- @( U���cֱ��
; Q( K- P, l/ }. b$ x* b: L' d9 [/ A9 i
���cֱ��Ӱ��пڌ��ȣ�����ͨ�^��׃�۽��R�Ľ����׃���cֱ��,����С�Ľ��cֱ����ζ����խ���п�,��
5 G7 V/ u+ [( R& `3 ^: Q) H
' e- {. R+ I$ T# p
���c�
) t$ x% ]7 W8 x/ j9 `4 s
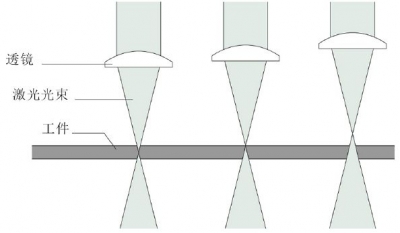
/ F9 W0 Y/ o, t2 ~���cλ�ÛQ���˹��������ϵĹ���ֱ�������ܶ��Լ��пڵ��Π
/ J' |) G7 v- J7 m: o8 b
2 G. z. t* U$ g
4 q9 H& k3 g6 ^* F: M* Z E1 o�D4 ���cλ�ã�������(n��i)��,��������������Ϸ�
1 k/ f9 ?1 k4 _& |2 I; `( n
; m6 r$ ?0 p" ]0 O. C�����
3 B/ y5 Q2 q7 d+ M: ^
" O' [; |8 r: }2 r. B. w1 ?3 F
����ʑ�(y��ng)�ͼӹ����,�����ϷNͺ����ƥ�䡣���ʱ�����������ڹ����ϵĹ����ܶȳ����ӹ��ֵ,��
* W$ _ [% T: {: Z* p/ f: x
" ~ @& W, w# j0 u8 P+ ]5 E* F2 ]
�D5 ���ߵļ���ʿ����и����IJ���
' r" s( m K6 U7 e- g! t7 ^
+ I, U9 |; ^' H* ?: j����ģʽ
% o/ s/ S0 Z$ b% x$ X4 k W
+ P8 C8 z' \5 s% d�B�m(x��)ģʽ��Ҫ�����и�������׳ߴ�Ľ��ٺ����ϵĘ�(bi��o)��(zh��n)݆��,���������ۻ������߮a(ch��n)�����ܵ�݆�����t���õ��l���}�_����,��
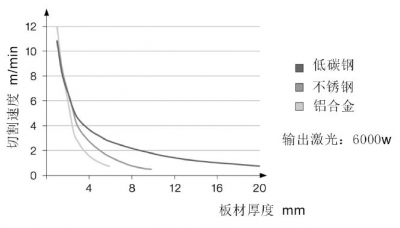
( u2 s0 }0 Q9 x; `4 @�и��ٶ�
9 k* p& _! x5 Q2 E
3 } p! y% u6 D2 X: K* C����ʺ��и��ٶȱ�횻���ƥ��,��̫�����̫�����и��ٶȶ�����(d��o)�´ֲڶȵ����Ӻ�ë�̵��γɡ�
. q# u' [6 h: c' E: F! V
9 w1 v; ?2 h0 e/ p
8 Q! ^/ l/ u; F _" [: l5 r�D6 �и��ٶ��S����ĺ�����Ӷ�����
2 x/ B Y5 |- K
' f) K% q2 I5 ~5 l" v* m; p; V����ֱ��
1 A1 R7 B8 W" ]$ o" K w9 O+ T# W: Q( z! X' R6 `8 m
�����ֱ��?j��ng)Q���ˏć����Ї����Ě��w�����͚����Π�,������Խ��,�����w������ֱ��ҲҪԽ������(y��ng)��,������ڵ�ֱ��ҲҪ����,��
$ }& X7 v* G/ B/ W
2 _! m2 F" z6 x% Z# Q; f; G���w���Ⱥ͚≺
3 N9 f5 o* O' K9 q3 O9 c) n
9 N. m( y9 X0 J8 J9 h3 I7 q����͵��⽛(j��ng)�������и���w�����w�ļ��Ⱥ͚≺Ӱ��и�Ч����
/ F1 k/ J7 g# o% a* H: j
, i7 f5 j6 @/ r$ Z+ ]# V1 K! O! R������������и�r,�����w�������_�� 99.95 %,��䓰�Խ���õĚ��w�≺Խ��,��
& D& L) x- [' R- k3 b/ N0 X' e& }
���õ����ۻ��и�r,�����w������Ҫ�_�� 99.995 %��������r�� 99.999 %�����ۻ��и��䓰�r��Ҫ���ߵĚ≺,��
7 G, u, O2 I# `% A
$ t {. k1 w* C* V
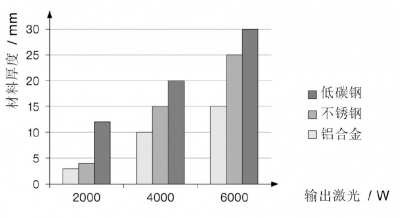
���g(sh��)����(sh��)��
& z0 F2 Q4 H1 U2 |: {) m% E ~) v0 u+ c4 t3 U
�ڼ����и�����,��ʹ���߱��ͨ�^ԇ�\�D(zhu��n)���ЛQ���ӹ�����(sh��)���O(sh��)�á��F(xi��n)��,������ļӹ�����(sh��)���惦���и�ϵ�y(t��ng)�Ŀ����b����,������ÿһ�N������ͺͺ�ȣ����Ќ���(y��ng)�Ĕ�(sh��)��(j��),�����g(sh��)����(sh��)��ʹ�ü�ʹ����Ϥ�@�N���g(sh��)����Ҳ��������������и��O(sh��)��,��
7 x" l: S% d0 s% d( r6 B
) e2 Y7 D7 \( D$ e$ }������|(zh��)���u�r����
1 Z+ G( K8 f1 X+ k D0 R. b- m+ ~ j
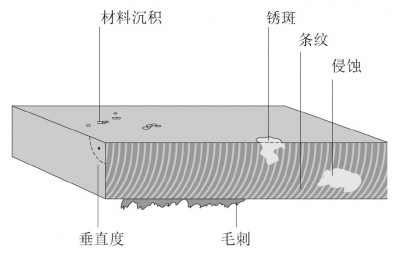
9 c5 D0 _2 b6 k7 C9 ^! S6 k���S���ж������и�߅���|(zh��)���Ę�(bi��o)��(zh��n)����ë����ʽ,������,���y·�Ș�(bi��o)��(zh��n)�����������ж�����ֱ��,���ֲڶȺ��пڌ��ȵȄt��Ҫ���Ì��Ãx����y��,�����ϳ��e�����g,����Ӱ푅^(q��)���׃��Ҳ�Ǻ��������и��|(zh��)������Ҫ����,��
* |" g2 S4 K+ \" U2 }, _* C6 z v
* O0 O {, {* x1 Q: G& D E
�D7 �õ��и�ĵ��и�,���u�r�и�߅���|(zh��)���Ę�(bi��o)��(zh��n)
1 u3 r4 T) X2 f+ L+ H1 H* r" u
4 u& v8 O( {* w+ E& r% u) L, T% Y3 e# K) W
0 T( Q3 V# E. C3 \/ s2 R
����: yzhflypig �r�g: 2018-5-9 13:08
�����и���͛]���ľ���,����Ҫ���ȸߵľ;����,����������ӹ�����,����Ҫ�_���ӹ�Ҫ�����ȵ����ӹ��������_���ľ��ȡ������S��e���f�о���,��
����: wz5122 �r�g: 2018-5-9 14:48
��B��߀�Uȫ���,��
����: reu8598 �r�g: 2018-5-9 17:32
�Uȫ��ģ�
����: �h(yu��n)�� �r�g: 2018-5-9 17:53
: X) p6 A9 O" M& U2 y4 K# {�����f������,����Ҫ�Ǵ���A�Σ����]�ӹ��ɱ����Y(ji��)���ճ��ˈ�U��,���pʧ�����ˡ�, ~8 J0 L& ^7 ~9 q2 J1 U
����: �h(yu��n)�� �r�g: 2018-5-9 17:55
) E1 X2 ]' i( `$ E3 ]. kϣ�����Ў���,��
( c5 J) L9 U; N' x# X
����: ��������� �r�g: 2018-5-9 20:51
�@����(d��ng)ȻҪԇ�и��ˣ������Ǻ��,������(sh��)ԭ���O(sh��)���Y�϶��и����İ�
����: shasu �r�g: 2018-5-10 07:34
) I2 I( G: @; ]0 v2 l4 G���и�IJ��Ϻ���Ƕ���
( F( a& `4 Z8 p5 m. n6 E
����: �{��2015 �r�g: 2018-5-10 09:20
�W(xu��)��(x��)�ˣ��x�x����
����: ��ɽ؈�� �r�g: 2018-5-10 15:51
������(x��)�ķ������Y(ji��),�����e,��ֵ�ÌW(xu��)��(x��)
����: �������(qu��n) �r�g: 2018-5-10 19:43
����ȥ�@��ͦ����ˣ������һ��������O(sh��)��Ĺ���(y��ng)�����ˁ�����O(sh��)�Å���(sh��),��2 u1 r/ j& |5 o2 i0 r9 ?
�F(xi��n)�ڵ�ƽ���и�C����Ҳ��ͦ����Ę�(bi��o)��(zh��n)�C��,���ֶ����иˇ���}��
; y4 Q3 d. t O5 `+ P% h�Cе��늚�Ć��}���^��,��
����: �h(yu��n)�� �r�g: 2018-5-10 20:44
6 \$ y; d. r/ m: ]/ q�f���е���,��Ҳ��(li��n)ϵ�^����(y��ng)�̌������,��; q3 L2 q4 R! I+ n4 P
����: �L(f��ng)��Ц �r�g: 2018-6-30 17:08
�@Ҫ�����I�ļ���������ˣ����I��1�f�ߵ�,������Ч��զ��
����: 12312348 �r�g: 2018-9-18 09:15
���Y(ji��)�ĝMȫ���,��ֵ�ÌW(xu��)��(x��)�ղأ����x��������,��
����: ��163 �r�g: 2018-12-16 11:32
����(y��ng)���Ќ��T�ˆT�o���{(di��o)ԇ,�� �Ҝ�(zh��n)��Ҫ���@һ����
�Ҝ�(zh��n)��Ҫ���@һ����
����: إ��ҹ �r�g: 2019-2-13 13:15
�@����Ҫ߀�Dž���(sh��)���}5 ]8 F' z( p, Y( e7 e2 K' M2 Q) w
���ӹ�֮ǰ߀��Ҫԇ�е�
����: �ܴ��� �r�g: 2020-4-25 18:54
��B�ı��^Ԕ��(x��)���x�x��
����: seener �r�g: 2020-8-26 17:29

| �gӭ���R �Cе��^(q��) (http://97307.cn/) |
Powered by Discuz! X3.4 |