�C�^(q��)
��(bi��o)�}: ���ӈD����̖����,����������ȫ�� [��ӡ���]
����: ������ �r�g: 2018-8-2 16:39
��(bi��o)�}: ���ӈD����̖����,����������ȫ��
9 n" }' y8 a$ G& x. h
�¿ڷ�̖
��ע���D�С��ơ���(y��ng)�顰�¡���
���ӈD����̖��(bi��o)ע�D��ʾ��
: d, C+ _2 m ?
���ӷ�̖��(bi��o)ע����������
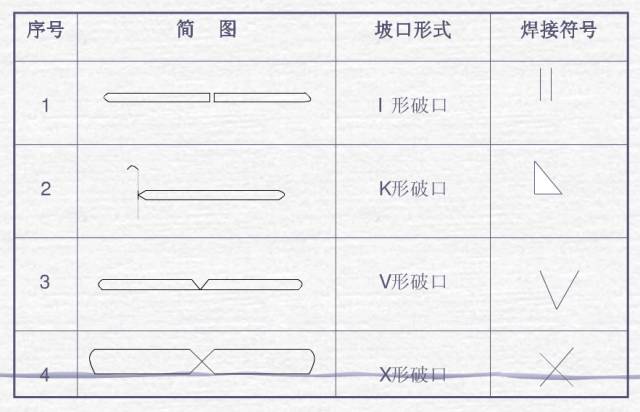
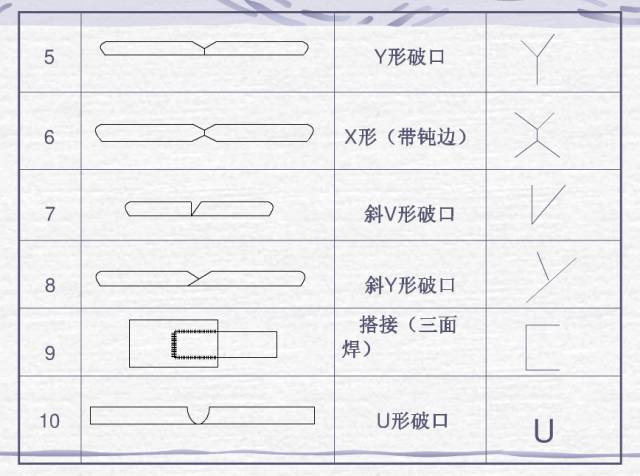
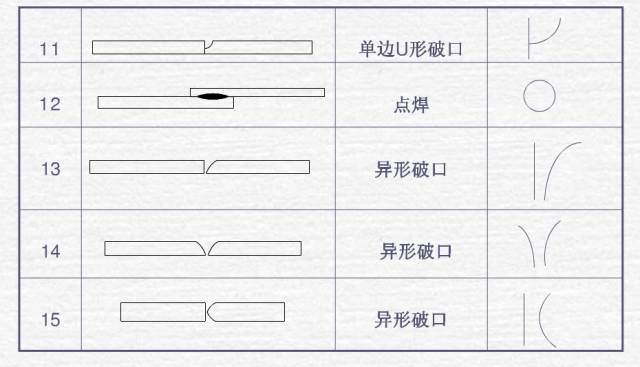
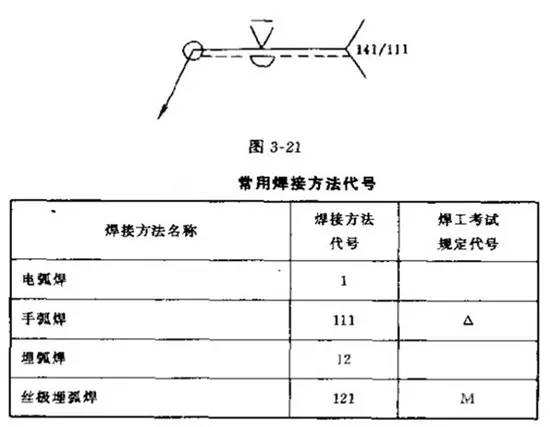
�ں��ӽY(ji��)��(g��u)�D���ϣ����ӷ����ɰ����Ҙ�(bi��o)��(zh��n)GB5185-85��Ҏ(gu��)���ð�����Ч�ֱ�ʾ,����(bi��o)ע��ָ������β��,�����ú��ӷ�����̖Ҋ��3-9��ʾ,������ǽM�Ϻ��ӷ��������á�/�����_,�����(c��)��ʾ����(���w��)�ĺ��ӷ���,���҂�(c��)��ʾ����(����)���ӷ���������V�κ��p�Ȳ����u�O�仡�����,�������ֹ�늻����w��,���t��ʾ��141/111��
���p��̖�ͺ��ӷ�����̖��(bi��o)עʾ��Ҋ�D3-21��ʾ,��ԓ�D��ʾV���¿ڌ��Ӻ��p,�������������溸�p�����Rƽ,�����ӷ����������ֹ��u�O������,���w�溸�ͷ�����ֹ�늻�����
8 q. s# L G1 Q1 t1 J* `; N3 ~9 I3 H
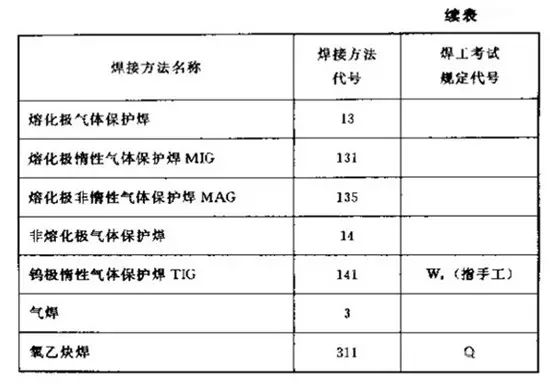
���ӷ�ʽ��̖
���ӷ�̖��ʾ����
$ v. z5 t0 q- j- u' O; `7 h
䓽Y(ji��)��(g��u)���ӷ�̖���x��ȫ
䓽Y(ji��)��(g��u)���ӷ�̖Ҳ������(j��)GB324һ1988�����p��̖�����L��,��䓽Y(ji��)��(g��u)һ����ڽ����W(xu��)��,�����ڽ����ИI(y��)�������䓽Y(ji��)��(g��u)���ӷ�̖�Ę�(bi��o)ע�н�(j��ng)�����S�н�����̖����䓷�̖,����˨��̖���Tᔷ�̖��,��
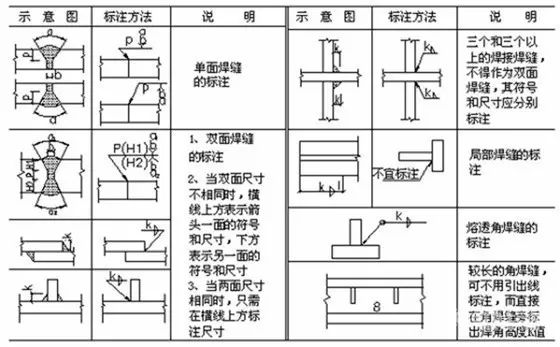
䓽Y(ji��)��(g��u)���p��̖��ʾ�ķ��������P(gu��n)Ҏ(gu��)��
1�����p�����������ɼ��^�̓ɗl����(zh��n)���M��,������һ�l�錍��,����һ�l��̓�������;��鼚(x��)��,��
2,������(zh��n)����̓�����Ԯ��ڻ���(zh��n)���������ς�(c��)��Ҳ�ɮ�����(c��),������(zh��n)��һ�㑪(y��ng)�c�D�ӵĘ�(bi��o)�}��ƽ��,���H������l���²��c��(bi��o)�}�ڴ�ֱ��
3,�������p̎�ڽ��^�ļ��^��(c��),���t������̖��(bi��o)ע�ڻ���(zh��n)���Č�����(c��);�����p̎�ڽ��^�ķǼ��^��(c��)���t������̖��(bi��o)ע�ڻ���(zh��n)����̓����(c��),��
4,����(d��ng)���p�挦�Q���p�r�,�����(zh��n)���ɲ���̓��,��
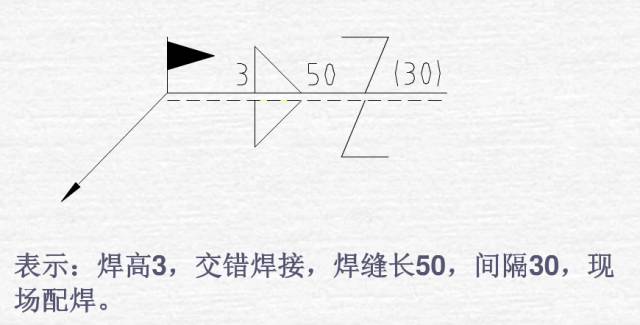
5�����^���������p��λ��һ��o����Ҫ��,�����ژ�(bi��o)ע��߅�κ��p�r���^��Ҫָ�����¿�һ��(c��)�Ĺ���,��
6��������̖,���a���̖�c����(zh��n)���ཻ������,���c����(zh��n)���غϵľ��Σ��ô�����ʾ,��
7,�����p�Ļ�����̖���o����̖���a���̖(β����̖����)һ�ɞ����,���ߴ电(sh��)��ԭ�t���������,��β����̖�鼚(x��)������β����̖��Ҫ�ǘ�(bi��o)ע���ӹ�ˇ,�������ȃ�(n��i)��,��
8����ͬһ�D����,����(d��ng)���p��ʽ,������ߴ���o��Ҫ�����ͬ�r,����ֻ�x��һ̎��(bi��o)ע���p�ķ�̖�ͳߴ硣����ע����ͬ���p�ķ�̖��,����ͬ���p��̖��3/4�A��,���������������D(zhu��n)��̎��
��ͬһ�D����,���Д�(sh��)�N��ͬ���p�r,���Ɍ����p���̖����(bi��o)ע��β����̖��(n��i),�����̖����A,B,C......��ͬһ��p�п��x��һ̎��(bi��o)ע��̖,��
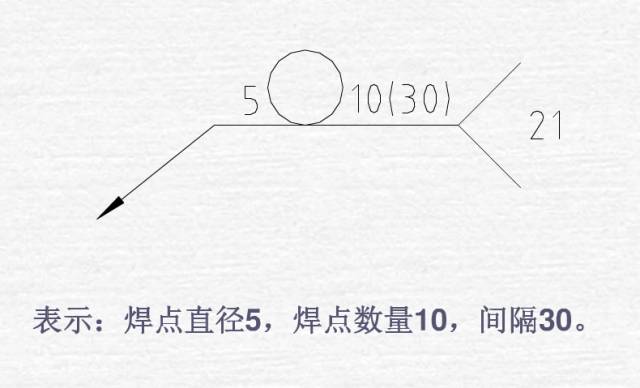
9�����Ǻ��p�ķ�̖��(y��ng)���D1-38��ʽ��(bi��o)ע,�����Ǻ��p�ķ�̖��Ϳ�ڵĈAȦ,���������������D(zhu��n)��̎��
10,���������^�L�ĽǺ��p(�纸�ӌ���������������p)���ɲ�����������(bi��o)ע,����ֱ���ڽǺ��p�Ԙ�(bi��o)ע���p�ߴ�ֵK,��
11�����B���L�ȃ�(n��i)�H�ֲ��^(q��)���к��p�r,�����D1-40��(bi��o)ע,��K��Ǻ��p���_�ߴ硣
12,����(d��ng)���p�ֲ���Ҏ(gu��)�t�r,���ژ�(bi��o)ע���p��̖��ͬ�r���ں��p̎���Ќ�����ʾ��Ҋ���p,�����?x��n)ž���ʾ����Ҋ���p,��
13������ӵăɂ�����,����(d��ng)����溸���p߅�����Q�¿ں��p�r,�����������^ָ���^���¿ڵĺ�����
14,���h(hu��n)�@�������܇��ć����p��̖�ÈAȦ��ʾ,���������������D(zhu��n)��̎������(bi��o)ע�亸�dzߴ�K,��
15,���������������ϵĺ�������ӕr���亸�p���������p�溸�p��(bi��o)ע,�����p��̖�ͳߴ瑪(y��ng)�քe��(bi��o)ע,��
16,����ʩ���F(xi��n)���M(j��n)�к��ӵĺ����亸�p���(bi��o)ע���F(xi��n)�����p����̖���F(xi��n)�����p��̖��Ϳ�ڵ���������̖,���L�����������D(zhu��n)��̎,��
17������ӵăɂ�������,����(d��ng)ֻ��һ���������¿ڕr(�����V��),�����������^��ָ���¿ڵĺ���
6 ?% G1 f1 D3 a8 A4 B! ?( b
�e��
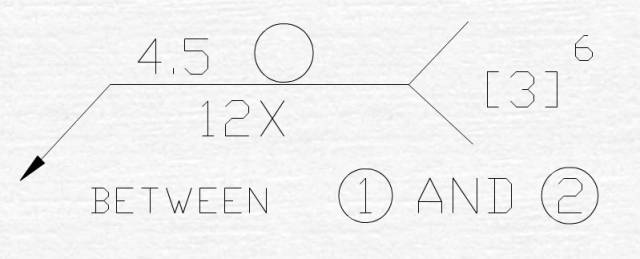
�W�����ӷ�̖�e��
4.5------��ʾ���cֱ��
��3��------����(j��)�Dʾ�f������ʾ��헞�CC헻���SC�
6-------��ʾ��̎�����CC헻���SC�
BETWEEN��AND��------��ʾ�ټ��͢ڼ��z�c֮�g�ĺ��c
12X------��ʾ�z�c֮�g�ĺ��c����(sh��)��12��
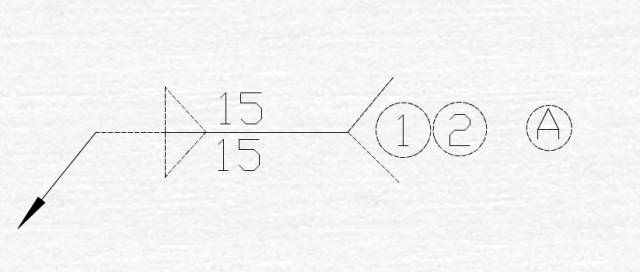
�ձ����ӷ�̖�e��
A------����(j��)�Dʾ,����ʾ�P(gu��n)�I����Ҫ����
' d6 L9 ^- b* y! y
$ U1 S. H$ _2 W6 C( c; J$ E3 {: I# I
3 p' V+ G" x4 Z+ V1 g* k
����: �����_IL2jJ �r�g: 2018-8-2 16:48
���e,���֝q֪�R��
����: ��-�� �r�g: 2018-8-2 17:02
�x�x������
����: xinjiyuanؼ �r�g: 2018-8-2 17:11
�
����: xxx1060 �r�g: 2018-8-2 20:51
�dz��dz���ȫ��,���ܸ��x����,��
����: �h(yu��n)�� �r�g: 2018-8-2 21:37
�����ˣ��oٝ
����: a605548969 �r�g: 2018-8-3 08:25
�W(xu��)һ��
����: �o�㶨�r�P(gu��n)�C �r�g: 2018-8-3 17:41
�W(xu��)����
q U( P% |2 q( Y
����: 5555a �r�g: 2018-8-19 08:16
�W(xu��)��(x��)�� �x�x
����: 702736 �r�g: 2018-8-19 18:24
�úú�
����: xgy930117 �r�g: 2018-8-19 21:26
�W(xu��)��(x��)�W(xu��)��(x��). E9 l2 D1 M7 j' n" o
����: �춡�� �r�g: 2024-3-5 14:32
���x����
, o9 g2 C/ Q W0 N9 c& B: _! s) @
# ~" P3 i3 f8 ^! } b) I2 L' x
����: �ͱ�JH �r�g: 2024-3-5 15:58
���xָ��(d��o)
����: sgming888 �r�g: 2024-3-6 10:56
. O4 y& Q+ V# X7 [; Y/ ~
�x�x����,��
����: ε�{(l��n)־�� �r�g: 2024-3-7 09:41
6 |- D- P; q6 p& r: N2 c2 p# d
�x�x����,��
����: master147258 �r�g: 2024-3-22 16:25
�q��
| �gӭ���R �Cе��^(q��) (http://97307.cn/) |
Powered by Discuz! X3.4 |