七七影院色七七_免费观看欧美a一级黄片_亚洲综合久久久久久中文字幕_国产999999在线视频免费观看,国产小视频无码,国产精品亚洲日日摸夜夜添,女人高潮潮叫免费网站,久久影院国产精品,日韩成人在线影院,欧美囗交XX×BBB视频,色在线综合高清
機械社區(qū)
標題:
振動時效消除機床鑄造應(yīng)力
[打印本頁]
作者:
你總是說有蚊子
時間:
2018-8-31 11:34
標題:
振動時效消除機床鑄造應(yīng)力
數(shù)控機床床身在鑄造和機械加工等工藝過程中,,由于受熱或受力不均勻,,其內(nèi)部都會產(chǎn)生不同程度的殘余應(yīng)力,。殘余應(yīng)力的存在,極大地影響了機床床身的尺寸穩(wěn)定性,、剛度、強度和機械加工性能等,嚴重影響著機床的裝配和正常使用,。振動時效技術(shù)是繼熱時效和自然時效后的一項環(huán)保型新技術(shù),。基本思想是通過對應(yīng)力工件施以循環(huán)載荷,,使工件內(nèi)應(yīng)力釋放,,從而使工件殘余應(yīng)力降低,達到時效之目的,。
0 d) L/ k1 y! W& z Q- O' ]- f
/ Y8 H4 S0 w/ y* Y3 G
. E" ]! ~/ a- q) x3 f# p
本文針對大型數(shù)控機床床身的特點,,進行了大型數(shù)控機床床身
振動時效機理、振動時效工藝和振動時效效果的研究,,得到了大型數(shù)控機床床身振動時效工藝的工藝規(guī)范,,提高了機床床身的尺寸穩(wěn)定性、剛度,、強度和機械加工性能等,。
5 V6 a0 h3 h. p8 r* y6 O
+ @1 C0 X1 k3 u% F
1 數(shù)控機床床身
振動時效機理
5 x1 U# e& d- o. {/ ~( T
- I1 o* G8 x D- X( X5 I
從材料的應(yīng)力應(yīng)變特性角度分析。工程上采用的材料都不是理想的彈性體,,其內(nèi)部存在著不同類型的微觀缺陷,,鑄鐵中更是存在著大量形狀各異的切割金屬基體的石墨,其中的微觀缺陷附近都存在著不同程度的應(yīng)力集中,。振動時效消除殘余應(yīng)力的必要條件是動應(yīng)力(激振力)和殘余應(yīng)力之和大于材料的屈服極限,。
7 Z8 Z5 j m( u, C# k* Y
在工件內(nèi)殘余應(yīng)力的高峰值處將產(chǎn)生局部屈服,引起微小塑性變形,,使得工件內(nèi)部殘余應(yīng)力高峰值降低和殘余應(yīng)力重新均勻分布,,使工件內(nèi)原來不穩(wěn)定的殘余應(yīng)力得到松弛和勻化;同
時,,由于包辛格效應(yīng),,經(jīng)過一段時間循環(huán)后,工件的屈服極限上升,,直到與所受應(yīng)力相等,,工件內(nèi)部不再產(chǎn)生新的塑性變形,工件的彈性性能得到強化,,金屬基體達到強化,,增強了抗變形能力,提高了工件尺寸精度穩(wěn)定性,。
7 X/ S/ y% Y+ ^3 }2 C5 ]# e T$ T
6 y6 ~7 |: V* \4 v9 c
機床床身的應(yīng)力集中區(qū),,絕大部分是在工件的微觀缺陷區(qū),如位錯,、空位,、夾雜等,,引起金屬內(nèi)缺陷區(qū)大量位錯移動。位錯滑移一開始就相當于晶體開始屈服,,工件的自變形就是位錯滑移的結(jié)果,。如果有某種方式使易動位錯先滑移,余下位錯不易滑移,,其最終結(jié)果就可減少構(gòu)件的自變形使尺寸穩(wěn)定,。位錯運動一方面產(chǎn)生位錯增殖及亞結(jié)構(gòu)的變化;另一方面使晶體產(chǎn)生微觀塑性變形,。位錯增殖及亞結(jié)構(gòu)的變化將使金屬發(fā)生強烈的加工硬化,,即繼續(xù)塑性變形的抗力增大,強度大大提高,,從而提高工件抗變形能力和尺寸穩(wěn)定性,。而金屬晶體的微觀塑性變形將使高殘余應(yīng)力得以釋放,消除或降低應(yīng)力集中,,達到均化應(yīng)力的目的,。
1 t" W- l5 ]* \# D$ Z+ f
從以上分析可知:當工件受到動應(yīng)力的作用時,在其內(nèi)部激起局部應(yīng)變,,應(yīng)力集中越大的區(qū)域產(chǎn)生的應(yīng)變也越大,,結(jié)果耗掉了應(yīng)力峰值,使應(yīng)力均化并降低,。
4 U# W/ J, M8 f7 w4 e$ W9 @
5 E* F* R) m. {; |7 g6 L
2數(shù)控機床床身
振動時效工藝
8 R+ a2 k3 I: v& i0 ~* I
- ^2 U/ l7 V' H4 c7 F3 L
振動時效的大型數(shù)控機床床身特點如下:
1 z1 O* N8 y# ~ c
(1)其機床床身的結(jié)構(gòu)較長,;
$ s! Q) Y, ~' N( P" i3 ]' s8 @1 v
(2)機床床身內(nèi)部的加強筋較多;
" ~ ]9 C/ H+ I- W7 x4 x$ Q/ E4 X; Y' _
(3)機床床身在鑄造過程中,,導軌面朝下,,澆注口和冒口在兩端;
5 {- L& |$ x2 |; r; u S
(4)由于機床床身鑄造后變形量較大,,則鑄造時給粗加工留有較大的加工余量,。數(shù)控機床的床身為鑄件,由于機床床身在鑄造及粗加工后,,存在有殘余應(yīng)力,,且殘余應(yīng)力不穩(wěn)定性,造成應(yīng)力松弛和應(yīng)力的再分布,,使工件產(chǎn)生變形,,影響機床精度,因此需要在粗加工后進行振動時效處理消除殘余應(yīng)力,。
( C% `, h, l. s( f; _( X. X( [
振動時效是基于諧波共振原理,。在振動時效過程中工件處在外部激振器激振力的持續(xù)作用下,,零件處于“受迫振動”時的一個特殊狀態(tài),,即在激振器所產(chǎn)生的周期性外力的作用下使零件產(chǎn)生共振,,從而使工件的殘余應(yīng)力得到部分消除和均布,從而達到時效的目的,。
4 t6 t" R5 w' j; V
]( g5 l; [0 k
[attach]463365[/attach]
( d. D* X7 o$ v% {
HK振動時效消除機床導軌應(yīng)力
7 D! f. N9 D- G0 P, _# R6 b' j- L
( q9 N r/ D, P9 T. G( A
振動時效工藝方案的確定包括以下6個方面的內(nèi)容: (1)支撐點的選擇,; (2)激振點的選擇; (3)傳感器安放位置,; (4)主振頻率的確定,; (5)激振力的大小,; (6)振動時間的確定,。
5 @0 Z; }; n9 I& R3 w* H& p2 O
. a' E9 R5 E! f: f
2.1支撐點的選擇
' T) u9 p: X2 p4 Y/ E. N7 v
機床床身的支撐選用4個橡膠墊作支撐,支撐點選擇在機床床身振動的節(jié)線處,。選擇節(jié)線處作支撐點,,以避免零件和支撐物在振動時因相互撞擊而消耗能量和產(chǎn)生噪音,同時可以減小能量,,獲得較大的振幅,。其方法是在振動時,在機床床身的導軌面上拋撒砂子,,砂子聚集處位置為節(jié)線位置,,將位置作為支撐點。
8 i+ V7 U- D# ^% R! z3 T8 ?' C
' G' t- F# n: E/ O; o6 u1 N7 V
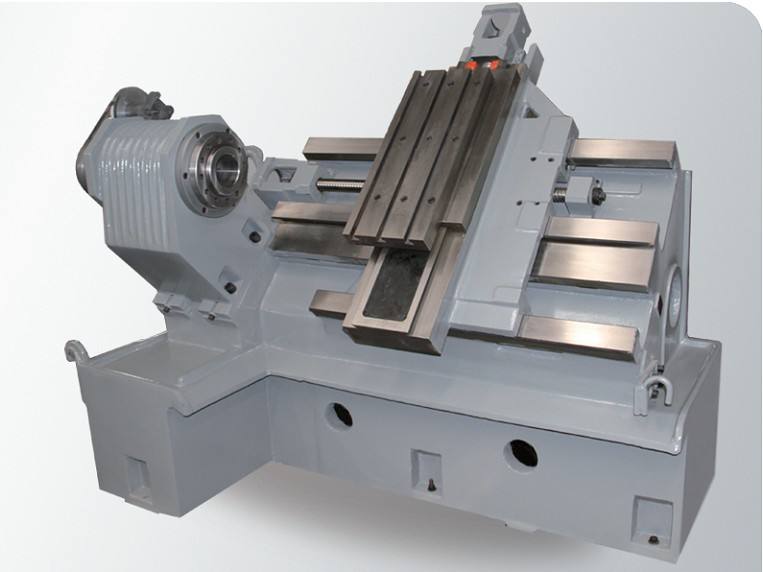
2.2 激振點和傳感器位置選擇
D$ W3 b/ K1 o! t y7 Q
當對工件進行振動時,,其振動值最大處稱為波峰,。激振器夾持在工件波峰處,這樣激振器即可以最小能量激發(fā)工件產(chǎn)生較大振動,。傳感器放置在另一波峰處有利于振動信號的拾取,,因為傳感器所拾取的信號一般需經(jīng)放大器放大后才能進行后續(xù)處理。圖1所示是將激振器剛性地固定在床頭箱部位一邊的波峰處,,傳感器固定在遠離激振器且振幅較大的床身靠端部的平面導軌上
0 b. [. ~- j3 ~! z* i
+ f; w8 Y3 t7 H% l& F9 F
2.3 主振頻率的確定
' s+ i4 f6 s1 F) d6 s
激振頻率的選擇與工件本身的形狀,、重量、材質(zhì)和剛性等因素有關(guān),。機床床身的固有頻率用振動時效設(shè)備的掃頻功能來確定,。在掃頻的過程中,工件有時候會出現(xiàn)幾個共振峰,。在一般情況下,,時效處理應(yīng)選擇在一階亞共振區(qū)進行,亞共振區(qū)是指一階共振峰的前沿,,即最大加速度值的1/3~2/3處,,這一點的頻率就是振動主頻率,這樣不會對工件造成疲勞損傷,,相反還會提高工件的疲勞壽命,。
) F. p( v0 y8 Z1 j! O& n
1 ^# ]4 P$ e. a, @0 _/ X6 p
2.4激振力的確定
5 @4 J9 C; n7 M( h
激振力的大小通過調(diào)節(jié)偏心距e獲得,,所以振動時效是簡諧激勵下的受迫振動。機床床身內(nèi)部動應(yīng)力的大小除與激振力的大小有關(guān)外,,還與振型,、頻率等有關(guān),即與機床床身的剛度和振動時的支撐狀態(tài)有關(guān),,也就是說當激振頻率和振型為機床床身的某價固有頻率和振型時,,才可以發(fā)生共振,獲得較大振幅,,相應(yīng)的動應(yīng)力也較大,,降低殘余應(yīng)力的效果也較好。根據(jù)振動時效機理,,確定激振力大小的原則是激振器產(chǎn)生的動應(yīng)力的幅值與殘余應(yīng)力之和應(yīng)稍大于機床床身的屈服強度,,而動應(yīng)力的值應(yīng)小于疲勞極限。
3 O* q* S* c e: Q! x
: `! V1 J( o; O; d" g
; }7 D Y! A, ]2 V
3 結(jié)束語
$ V X: s- Y0 y; l# t+ k) s% X% N5 s4 B
利用振動時效消除機床床身鑄件殘余應(yīng)力長期實踐表明,,振動時效能有效地消除和均化機床床身的殘余應(yīng)力,,并取得明顯的效果;振動時效工藝大大縮短了機床床身的制造時間,,提高了生產(chǎn)效率和經(jīng)濟效益,,解決了制造過程的變形問題,提高了機械制造質(zhì)量,。
, c' p4 }! F4 a& [
- P( {8 _* f7 q$ J+ g6 s
作者:
你總是說有蚊子
時間:
2018-8-31 11:36
[attach]463366[/attach]
1 z- H7 P" ^; d% ` |
振動時效消除應(yīng)力有廣泛的應(yīng)用 但一定按照廠家指導和說明書操作 否則將達不到效果
作者:
游風曳雨
時間:
2018-8-31 11:46
時效處理是一種去應(yīng)力處理,分自然時效和人工時效兩種:
: b6 E5 R& D7 u
自然時效是將工件放在室外等自然條件下.使工件內(nèi)部應(yīng)力自然釋放從而使殘余應(yīng)力消除或減少,。
2 R/ g/ i1 Q+ Q8 p8 X
人工時效是人為的方法,一般是加熱或是冰冷處理消除或減小淬火后工件內(nèi)的微觀應(yīng)力,、機械加工殘余應(yīng)力,,防止變形及開裂。穩(wěn)定組織以穩(wěn)定零件形狀及尺寸,。
0 [) ~7 F3 x2 q; H
人工時效比自然時效節(jié)省時間,,殘余應(yīng)力去除較為徹底,但相比自然時效應(yīng)力釋放不徹底,。
& ^ F" C5 e. q. h- r& P$ ^
好的機床還是自然時效
作者:
眸上有傷痕
時間:
2018-8-31 16:07
自然時效是好,,就是時間周期太長了。現(xiàn)在都追求的是效率,,采用自然時效的是很少了啊
作者:
eddyjay
時間:
2018-8-31 16:40
自然時效是里面效果最好的
作者:
你總是說有蚊子
時間:
2018-9-10 09:05
振動首時效在機床生產(chǎn)中也使用的很多了 特別是頻譜諧波的振動時效技術(shù) 是經(jīng)過很多使用者試驗過的 頻譜諧波
作者:
你總是說有蚊子
時間:
2018-9-10 09:06
http://yingli.huawin.com/vsrgy/164.html 了解一下
作者:
復(fù)活節(jié)的微笑
時間:
2018-9-14 14:44
學習~
作者:
你總是說有蚊子
時間:
2018-9-18 08:23
機床消除鑄造應(yīng)力仍然是不可缺少的一個環(huán)節(jié)
歡迎光臨 機械社區(qū) (http://97307.cn/)
Powered by Discuz! X3.4