機(jī)械社區(qū)
標(biāo)題: 舉例專(zhuān)用夾具對(duì)加工轉(zhuǎn)向節(jié)臂的妙用 [打印本頁(yè)]
作者: jiajoin 時(shí)間: 2018-11-21 09:31
標(biāo)題: 舉例專(zhuān)用夾具對(duì)加工轉(zhuǎn)向節(jié)臂的妙用
汽車(chē)的轉(zhuǎn)向節(jié)臂是汽車(chē)轉(zhuǎn)向系統(tǒng)的關(guān)鍵零件,,目前針對(duì)轉(zhuǎn)向節(jié)臂零件鍵槽的加工,,需要銑削工藝來(lái)完成,,經(jīng)常采用的辦法仍然是將轉(zhuǎn)向節(jié)臂零件直接放在V 型鐵上用壓板壓緊固定的人工手動(dòng)操作方式,。由于加工轉(zhuǎn)向節(jié)臂工件所需要的加工輔助時(shí)間較長(zhǎng),工人勞動(dòng)強(qiáng)度比較大,,生產(chǎn)效率極低,。
為了解決上述問(wèn)題,需要設(shè)計(jì)一套汽車(chē)轉(zhuǎn)向節(jié)臂鍵槽液壓銑床專(zhuān)用夾具,,機(jī)動(dòng)裝夾,、找正工件,節(jié)省了加工工件所需的輔助時(shí)間,,降低了工人的勞動(dòng)強(qiáng)度,,大大提高了機(jī)床的工作效率。
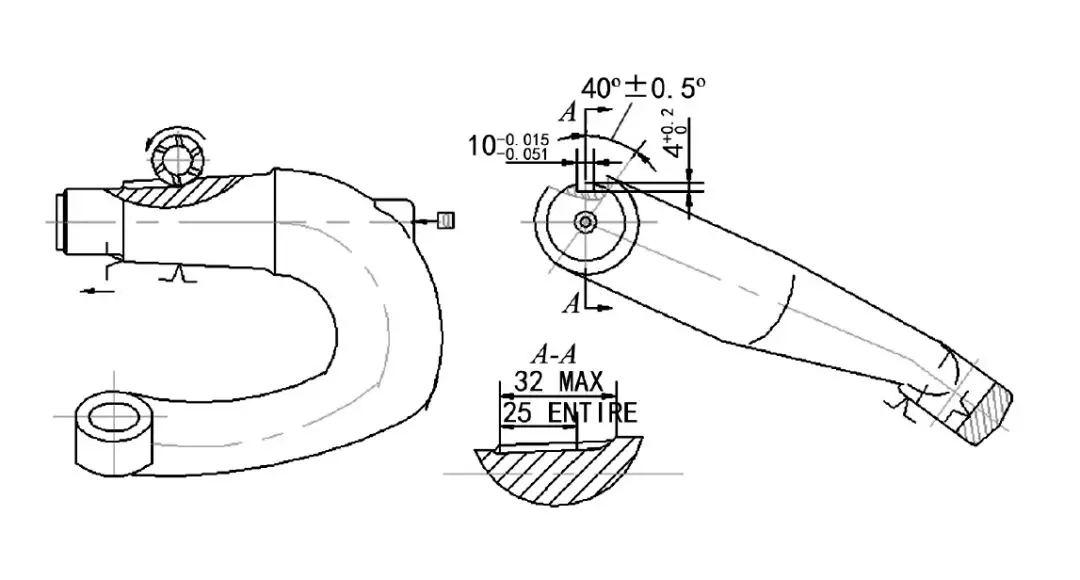
銑鍵槽工序要求銑平行于錐體母線的鍵槽,,保證槽寬為9.949~9.985 m,;槽深為4.0~4.48 mm,完整鍵槽長(zhǎng)度為25mm,,最大銑削長(zhǎng)度為32mm,表面粗糙度槽底R(shí)a≤12.5 μm,,槽側(cè)Ra≤6.3μm,,保證鍵槽中心線與1:10錐孔中心線夾角為39.5°~40.5°。
圖1 工件銑鍵槽工序定位簡(jiǎn)圖
經(jīng)過(guò)分析比較,,最后選擇以轉(zhuǎn)向節(jié)臂左側(cè)軸端30 mm 處作為主要定位基準(zhǔn),,限制工件空間5 個(gè)方向的自由度,,繞錐孔旋轉(zhuǎn)的自由度沒(méi)有被限制,它影響鍵槽中心線與1: 10 錐孔中心線的夾角精度,,需要限制,,所以增加彎軸錐孔處30 mm 端面為定位面限制工件轉(zhuǎn)動(dòng),至此,,工件在夾具中完全定位,,工件的位置被唯一確定。
工裝夾具設(shè)計(jì)要求(1)對(duì)工件的夾緊使用液壓缸驅(qū)動(dòng),,對(duì)夾緊臂進(jìn)行斜度拉緊,。
(2)重新安裝夾具后要注意前后左右的定位位置。
(3)工裝中間螺栓在安裝后要擰緊,,否則會(huì)產(chǎn)生顫動(dòng),。
(4)夾緊爪與工件斜面緊密貼合夾緊,切勿敲擊夾爪表面,。更換夾緊爪可進(jìn)行不同品種零件加工,。
(5)注意工裝的表面清潔。不要在液壓站上放置雜物,。
(6)夾具制造簡(jiǎn)單,,操作靈活、方便可靠,,裝卸零件的時(shí)間不得超過(guò)30 s,。
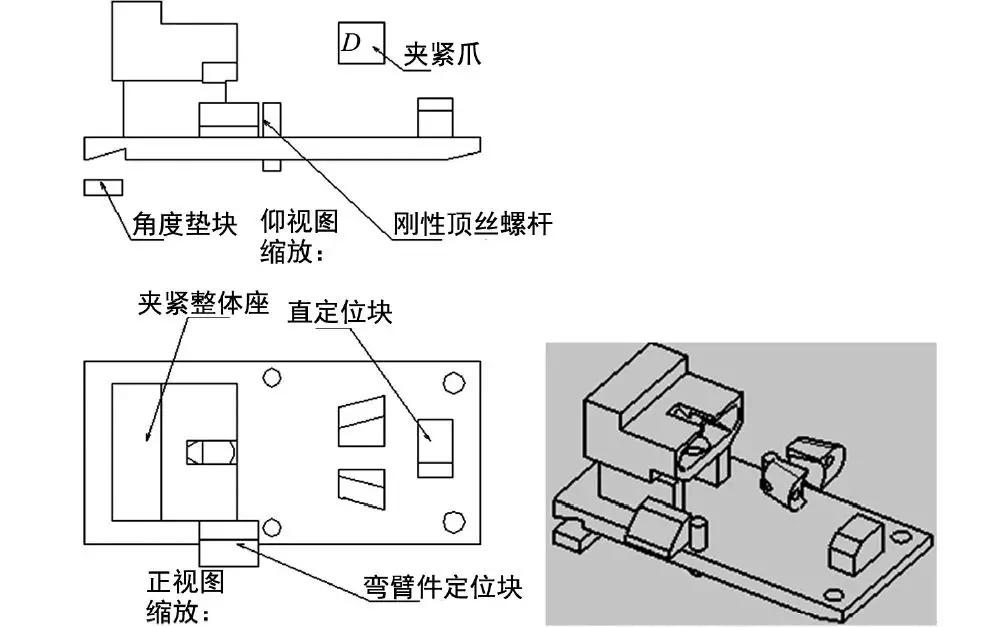
專(zhuān)用夾具結(jié)構(gòu)設(shè)計(jì)如圖2所示,夾緊爪是帶有斜度的卡爪,,斜度與工件斜度保持一致,,工作時(shí),卡爪與工件鍵槽斜度錐面貼合,,后面由液壓系統(tǒng)拉緊卡爪實(shí)現(xiàn)夾緊,。由于卡爪反復(fù)與工件斜面摩擦,所以對(duì)卡爪的硬度要求較高,,卡爪需淬火處理,。針對(duì)不同規(guī)格的轉(zhuǎn)向節(jié)臂工件,設(shè)計(jì)了三幅卡爪,,每副卡爪設(shè)計(jì)兩套,。夾具附件還包括夾具本體、定位錐銷(xiāo)以及定位塊,。
圖2 汽車(chē)轉(zhuǎn)向節(jié)臂專(zhuān)用夾具結(jié)構(gòu)圖
夾具的調(diào)整和夾緊,、放松工作過(guò)程同一種規(guī)格的轉(zhuǎn)向節(jié)臂工件在夾具上的縱向位置和中心高均不需調(diào)整,不同種規(guī)格的轉(zhuǎn)向節(jié)臂工件需要相應(yīng)調(diào)整工件在夾具上的縱向位置和中心高�,?v向位置的調(diào)整通過(guò)液壓銑床工作臺(tái)的移動(dòng)進(jìn)行微調(diào),。中心高的調(diào)整通過(guò)工作臺(tái)的上下移動(dòng)進(jìn)行微調(diào)。不同斜度的工件,,通過(guò)更換與之相對(duì)應(yīng)不同斜度的卡爪來(lái)實(shí)現(xiàn)配合拉緊,。
液壓系統(tǒng)提供的液壓油由夾緊油路通過(guò)夾緊進(jìn)油體進(jìn)入油缸體的無(wú)桿腔內(nèi),推動(dòng)活塞桿向后運(yùn)動(dòng),,活塞桿通過(guò)拉桿拉緊卡爪,,卡爪抱緊工件,實(shí)現(xiàn)夾緊動(dòng)作; 需要放松工件時(shí),,液壓系統(tǒng)的換向閥換向,,液壓油路切換到放松進(jìn)油體內(nèi),液壓油進(jìn)入油缸體的有桿腔,,上述動(dòng)作逆轉(zhuǎn),,卡爪放松工件。
液壓式鍵槽專(zhuān)用銑床工作原理及配件明細(xì)為配合轉(zhuǎn)向節(jié)臂工件在專(zhuān)用夾具上的加工,,對(duì)銑床進(jìn)行改造,,使其成為液壓銑床,液壓銑床主軸部分采用北京第一機(jī)床廠CW62 臥式萬(wàn)能銑床主軸,,機(jī)床側(cè)面有變速手柄,,變速方便,11 kW 主電機(jī)驅(qū)動(dòng)盤(pán)銑刀銑削鍵槽,。變速掛檔時(shí)可輕微轉(zhuǎn)動(dòng)主軸,。銑削鍵槽零件時(shí),一般速度在235 r /min,。主軸箱潤(rùn)滑油每年進(jìn)行一次清潔檢查,。
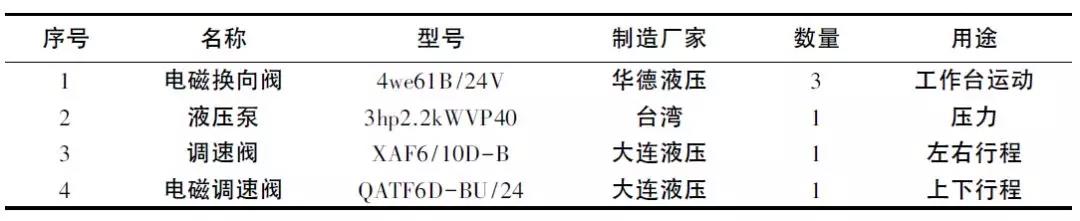
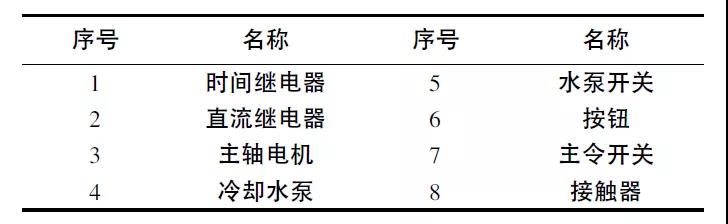
針對(duì)主要增加的液壓系統(tǒng)以及電氣控制部分,所需要的配件如表1所列,,表2為電氣控制部分配件,。
表1 液壓系統(tǒng)配件
表2 電氣控制部分配件
加工工件時(shí),工作臺(tái)上下,、左右進(jìn)給均采用液壓驅(qū)動(dòng),。液壓壓力一般在5~7 MPa 之間。工作臺(tái)移動(dòng)速度用液壓調(diào)速閥控制,。試切工件時(shí),,應(yīng)使用手動(dòng)進(jìn)給方式,注意工進(jìn)時(shí)速度慢,,非工進(jìn)時(shí)速度快,。左行程調(diào)整,,可使用工作臺(tái)左端的定位螺栓調(diào)整,。右行程調(diào)整,,可使用擋塊調(diào)整。深度銑削時(shí),,工進(jìn)速度與快進(jìn)速度自動(dòng)轉(zhuǎn)換,,轉(zhuǎn)換位置處設(shè)有擋塊,通過(guò)調(diào)整擋塊位置設(shè)置工進(jìn)與快進(jìn)的轉(zhuǎn)換,。工作臺(tái)深度銑削關(guān)系到零件鍵槽深度精度,,需要時(shí),可使用前端手柄進(jìn)行微調(diào),。工作臺(tái)前后進(jìn)給通過(guò)手柄轉(zhuǎn)動(dòng)絲杠調(diào)整,。
(來(lái)源機(jī)械社區(qū))
! ^. t& m, @' z& R* H( @
作者: 遠(yuǎn)祥 時(shí)間: 2018-11-21 19:28
機(jī)床夾具,設(shè)計(jì)方式還是挺不錯(cuò)的,!
| 歡迎光臨 機(jī)械社區(qū) (http://97307.cn/) |
Powered by Discuz! X3.4 |