機械社區(qū)
標(biāo)題: 這些理由,才是汽車模具加工應(yīng)用五軸機的原因 [打印本頁]
作者: jiajoin 時間: 2019-1-8 10:22
標(biāo)題: 這些理由,,才是汽車模具加工應(yīng)用五軸機的原因
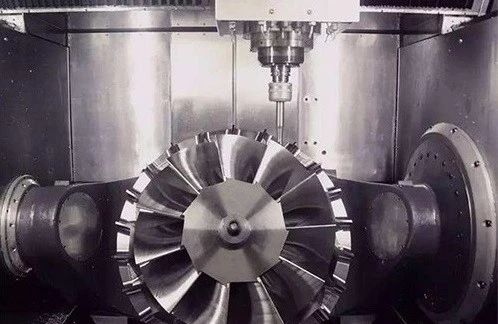
在傳統(tǒng)模具加工當(dāng)中,,普遍采用的是三軸加工中心和立式加工中心來完成工件的銑削加工,。伴隨著模具制造加工技術(shù)的不斷發(fā)展,,它們的一些弱點也逐漸顯現(xiàn)了出來,。
例如,,在目前的模具加工當(dāng)中使用較普遍的是球頭銑刀,,模具加工當(dāng)中使用球頭銑刀的好處顯而易見,,但如用在立式加工中心中,,則其底面線速度為零,光潔度也較差,,那五軸加工會對此有所改觀嗎,?
五軸其實是減少成本的選擇在五軸加工中,采用平底銑刀對復(fù)雜的模具加工表面保持垂直狀態(tài),,對減少加工時間有極大的幫助,。基于五軸加工中心的原理,,其還適用于帶有角度的表面的側(cè)面銑削加工,,可以消除由球端立銑刀加工所導(dǎo)致的肋骨狀紋路,使得模具的表面質(zhì)量更加理想,,也削減了因清理模具表面所需要增加的人工銑削以及手工作業(yè)的工作量,,降低了不少成本。
五軸在模具加工中的這些特點源于它的自有優(yōu)勢:
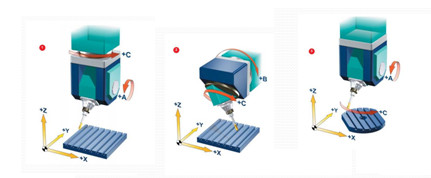
▲五軸常規(guī)重型加工形式
▲五軸常規(guī)輕型加工形式
1.一次裝夾,、五面加工
五軸加工中心最大的特點就是一次性裝夾可以把五個面都加工,。也就是所謂的加工角度避讓。如果是聯(lián)動機床,,C軸能夠無限制旋轉(zhuǎn),,A軸大約能做到130度旋轉(zhuǎn)。這些設(shè)備特性使得加工時不會發(fā)生干涉,,一次裝夾既可以完成加工,,即避免了多次裝夾所帶來的重復(fù)定位誤差。不僅僅使時間縮短,,在安裝工件時需要的工裝夾具的大額費用也得到了節(jié)約,,而機床也做到了對復(fù)雜零件的加工,例如復(fù)雜表面所需的鉆孔,、錐度加工,、型腔隱窩等,這些地方都是傳統(tǒng)加工方法做不到的,。
▲有效減少加工時間
同時五軸加工使用的刀具較短,,由于三軸加工當(dāng)中需要的較長的刀具,能夠在較短的時間內(nèi)完成制作,而且零件表面的質(zhì)量也較好,。
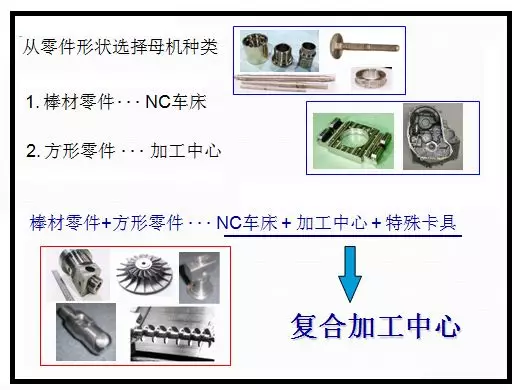
2.減少設(shè)備投資成本,,車間占地以及車間數(shù)量
五軸加工中心復(fù)合加工機,通常帶有T(車)功能,,從甚至從車床到銑床到立磨都可以包括進去,,大家都知道目前立磨設(shè)備的價格非常昂貴,通過成本,、加工節(jié)拍等核算可以發(fā)現(xiàn)五軸的性價比較高,。五軸復(fù)合型加工設(shè)備所代表的的工程集約式生產(chǎn)僅需要前期的等待調(diào)試時間,并且隨著目前國內(nèi)各類整機模擬軟件的普及,,甚至只需要導(dǎo)入毛坯數(shù)據(jù)就可以完成編程,,也能夠大大縮短前期準(zhǔn)備。所以目前國外的汽配件以及高端制造基本都是以五軸為主,。
▲復(fù)合型生產(chǎn)設(shè)備
3.不需要特殊的夾具,,能實現(xiàn)自動化
五軸另一個顯著的特征是對夾具的依賴性會降低,規(guī)則工件直接用三爪四爪卡盤即可夾持,,不規(guī)則工件使用一面兩銷即可,。同時五軸加工中心能夠?qū)崿F(xiàn)工廠的自動化、少人化,。比如加工機器人的關(guān)節(jié)與底座,。之前是使用臥加與立加復(fù)合加工,現(xiàn)在僅需使用零點托盤配合五軸加工中心,,即可實現(xiàn)24小時運轉(zhuǎn)加工,。
汽車模具應(yīng)用五軸加工的優(yōu)勢目前設(shè)計汽車零件主要使用的是CAD 系統(tǒng),并通過逆向工程以及各種試驗完成零件的設(shè)計,,加工模具的復(fù)雜表面使用的是CAM 軟件,,但是怎樣才能夠確保設(shè)計與加工時的精度呢?
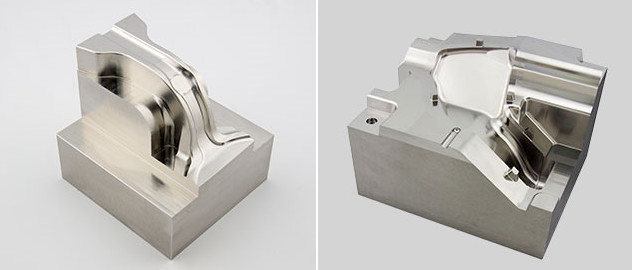
1.對深腔模具的加工
在汽車模具制造的過程當(dāng)中,,加工深腔模具時要想應(yīng)用三軸加工中心實現(xiàn),,則必須加長刀柄和刀具,但是利用五軸加工中心加工比較深與比較陡的型腔時,,要想給模具加工創(chuàng)造較好的工藝條件可以通過工件或主軸頭的附加回轉(zhuǎn)和擺動,,能夠使刀具長度得到適當(dāng)?shù)乜s短,從而杜絕刀具同刀桿以及型腔壁之間產(chǎn)生碰撞現(xiàn)象的發(fā)生,,減少加工時刀具的抖動與破損,,刀具的使用壽命得到延長,模具的表面質(zhì)量和加工效率也大大提高,。
2.模具側(cè)壁的加工
對模具側(cè)壁的加工,,應(yīng)用三軸加工中心刀具長度要比側(cè)壁深度大,也是由側(cè)壁深度來決定刀具長度的,,若增加刀具的長度,,其強度則會明顯降低,若刀具長度高于3 倍徑,,讓刀現(xiàn)象便會發(fā)生,,工件的質(zhì)量將難以保證。如應(yīng)用五軸加工中心對模具的側(cè)壁加工,,能利用主軸或是工件的擺動,,使刀具與模具側(cè)壁始終呈現(xiàn)出垂直的狀態(tài),銑模具側(cè)壁時可以使用平面銑刀,,這樣可以提高工件質(zhì)量并延長刀具的使用壽命,。
3.模具較平的曲面加工
對模具較平的曲面加工時,三軸加工中心需用球刀精銑,,獲取好的表面質(zhì)量,,而這種情況下需要增加刀路,但球頭刀刀具的中心旋轉(zhuǎn)線速幾乎為零,,在模具加工時對刀具損傷的程度較大,,刀具的使用壽命會急劇下降,而模具表面質(zhì)量也會變差,。應(yīng)用五軸加工中心加工較平的曲面,,可以在工件上把刀具上成一定的角度再進行工件的加工,這樣可以增加工件與球頭刀間的相對線速,,不但可以使刀具的使用壽命得到提高,,工件表面質(zhì)量也會大幅提高。
4.對模具不規(guī)則曲面進行加工
對于具有不規(guī)則曲面的模具加工時,,以往普遍是通過三軸加工中心來完成,,刀具切削模具的方向是沿切削的整個路徑來運動的切削過程不會改變,這時刀具的刀尖切削的狀態(tài)保證不了模具各部位的完美質(zhì)量,。像曲率改變比較頻繁的模具和凹槽較深的模具就可以通過五軸加工中心來加工了,,切削刀具始終都可以使切削狀態(tài)達到最佳,刀具可以使整個加工路徑運動的方向得到最大的優(yōu)化,,而刀具在這同時還能夠作直線運動,,模具的曲面中每一部位都會較為完美。
5.模具不同幾何形狀的加工
應(yīng)用五軸加工中心對有三維曲線平面的模具加工時,,對模具的切削加工始終保護在最佳的工作狀態(tài),,刀具工作的角度可以在機床加工的任意區(qū)域內(nèi)被改變,從而完成幾何形模具的加工,。
6.模具斜面上斜孔的加工
對模具斜面斜孔進行加工時,,利用五軸加工中心能夠通過擺頭式機床擺頭加工的動作,,在工件斜面垂的方面放置主軸,并定位于準(zhǔn)確的孔位,。要想要模具上準(zhǔn)確的加工出斜孔,,需要至少兩個線性軸插補運動才可以,而孔位的精度也在這個過程中明顯降低,。加工斜面孔如用擺臺式的五軸加工中心,,動作是通過機床擺臺將模具的斜面放置在同主軸相垂的位置,主軸其中一個線性軸的單獨運動斜孔的加工就能完成,,可明顯提高孔的精度,。
7.對模具無方向變化直線的銑削
要想銑削沒有方向變化的一條直線,只要刀尖劃條直線便可,,若是方向需要改變,,刀尖劃條曲線便可,刀具刀尖方向被改變,,這時再想要直線,,就要給這條曲線以必須的補償,應(yīng)用五軸加工中心這點是極其重要的,�,?刂葡到y(tǒng)若未考慮到刀具的長度,刀具是圍繞軸中心來旋轉(zhuǎn)的,,刀具的刀尖不能夠固定,,極有可能會移出當(dāng)前的工作位置,但是在五軸加工中心的系統(tǒng)中具備五軸控制功能,,在加工模具的操作中,,使用五軸控制系統(tǒng)雖然刀具的方向被改變,但其刀尖的位置是可以保持不變的,,這個過程中xyz 軸必須的補償運動同時也被自動計算進去,,此時加工精度明顯提高。
總之,,在模具加工當(dāng)中,,應(yīng)用五軸加工中心能避免刀具的干涉,可對普通的三坐標(biāo)機床難以加工的復(fù)雜零件進行加工,,對直紋面類模具的加工,,可采用側(cè)銑式一刀成型技術(shù),加工的質(zhì)量好,,效率也高,。
對于立體型面,特別是大型的較平的表面加工時,,可通過大直徑端銑刀端接近大型表面來加工,,走刀次數(shù)會減少,,殘余高度較小,加工效率和表面質(zhì)量能夠得到有效提高,。
對模具多個空間表面可一次裝夾來進行多工序和多面加工,,使得加工效率提高,還能夠有效提高各個表面相互位置的精度,。
應(yīng)用五軸加工中心對模具加工時,對于工件來說,,刀具可始終處在最為有效的切削狀態(tài)下,,在某些加工場,能夠采取大尺寸刀具來避開相互的干涉,,這種刀具的剛性較好,,加工精度與加工效率都能夠得到提高。
(來源jiajuxia)
! B3 e3 y: C5 F% ?/ {
作者: zmztx 時間: 2019-1-8 11:00
本帖最后由 zmztx 于 2019-1-9 08:00 編輯 8 J+ ` [" l$ E5 d5 |
, G0 n! d0 c+ |9 |' }# X! f+ u
用不用五軸聯(lián)動的原則就是:曲面是不是不可展- y$ d$ } B" Z2 a6 L
如果是,,機床加工則必須用五五聯(lián)動(或以上),,才能加工出真正的不可展曲面,否則只能是近似的
. M- A6 \3 ^* I+ \% k6 }% u如果手工加工,,另當(dāng)別論
7 x: f) j6 M5 F. R! ?) X
; @$ o( W, @+ K9 Y0 Q0 `# C- n* o; j3 d' l7 P' U( r8 a3 b u
看到哈工大劉永坦老師得獎,,突然想起來上面的說法不準(zhǔn)確。+ m) ?9 U0 \/ p0 t5 e
五五聯(lián)動可以加工出準(zhǔn)確的不可展曲面,,但不可展曲面并非必須用五五聯(lián)動
" K! ~# D8 E3 H/ H1 a7 p比如,,雷達天線上用的軸對稱的拋物面、雙曲面,,用車床就行,。小雷達是這樣。大個的是用桁架結(jié)構(gòu),,只要符合公差,,公差很大的3 o# e" r. P/ `/ s; s
劉永坦老師是教雷達的,不過這次得獎的“新體制雷達”好像不用拋物面,、雙曲面
5 a; ~3 l8 {; x" W
作者: 未來第一站 時間: 2019-1-8 15:04
- T8 `5 ?0 m% I- k( r, G這個說法頭回看到,,學(xué)習(xí)了,。
* I# }+ R" k" u$ o$ R* R! S5 D
| 歡迎光臨 機械社區(qū) (http://97307.cn/) |
Powered by Discuz! X3.4 |