�C(j��)�^(q��)
��(bi��o)�}: �A(y��)������׃�εĎN��ʩ,���gӭ�a(b��)��,�� [��ӡ���]
����: �㿂���f������ �r(sh��)�g: 2019-7-23 15:10
��(bi��o)�}: �A(y��)������׃�εĎN��ʩ,���gӭ�a(b��)��,��
��ʩһ����ɢ��Ƕȁ���Q����׃�εĆ��}
���纸�Ӵ�ӷ�ʽ��L�͡�T�ͻ�ƽ�������,��������������溸��λ�üӉ|�~�壨8mm���Ϻ�ȣ�,������λ���¼Ӊ|�~��ʾ��D��D1��ʾ�������~�����fЧ�ʱ�䓰�ğ���fЧ�ʸ�,�������܉���ٵİѺ��ӟ�������,���pС����ğ�׃�Ρ������������β��Ǻ�ƽ�����������c�~��o�ܽ��|,��Ҳ����ʹ����ˮ���^�õĺ�����ë�ֽ����|��������溸��λ��,��Ҳ������Ч�ĜpС���׃�Ρ�
+ J; v0 T. X) Q3 [7 p
����: �㿂���f������ �r(sh��)�g: 2019-7-23 15:11
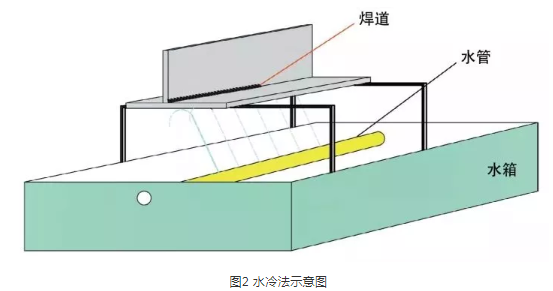
��ʩ���������Π��(f��)�s��]�мӉ|�~��Ŀ��g,������������������Q���},��������Ҫ����ˮ�䷨��Q�@��(g��)���}���D2����ˮ�䷨һ��֞�ɷN��
�ه�����s��,������������ı������ˮ�����ܵķ�������,���@�N�����m������e�^��������ͬ�r(sh��)�����T�ͻ�L�ͣ���Ҫ�{(di��o)��(ji��)ˮ���Ƕȣ���ӷ�ʽ�ĺ���,������ˮ���M(j��n)�뵽����λ��,���˷N�����ă�(y��u)�c(di��n)����sЧ���ã������������a(ch��n),��ȱ�c(di��n)�Ǻ��ӗl��Ҫ���^�ߣ���Ҫ�����O(sh��)�䣩,���ӹ�����N�һ��
�ڝ�ɳ��s��,������ƽ������ʽ�ĺ���,�����ڲ��ܱ��Cˮ�����M(j��n)�뵽����λ�ã����Բ��m�Ç�����s��,�,����Բ��Ý�ɳ��s�����x����ں������������ʢ�Mɳ�ӣ�ע����ˮ��ɳ����ȫ��,�����ӕr(sh��)�����ƽ���ڝ�ɳ��,��ʹ�����������λ�ó���c��ɳ���|�������_ʼ����,���˷N�����ă�(y��u)�c(di��n)�Dz�������,���m���ڸ��N��(f��)�s�Π�����,��ȱ�c(di��n)�Dz����ڼӹ����������
����: �㿂���f������ �r(sh��)�g: 2019-7-23 15:13
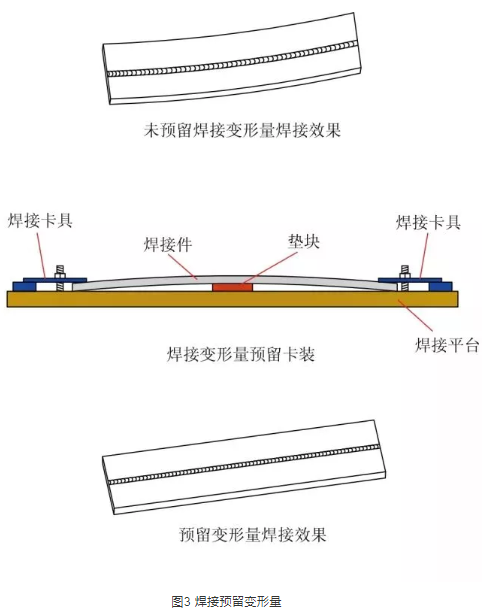
��ʩ�����ķ�׃�νǶ�
6mm��������ĺ���,�����������ӕr(sh��)��������^��,�������^�L�����_�^�ߣ��۳ش�,����Ӱ푅^(q��)��,�����Ժ��ӕr(sh��)��(hu��)���F(xi��n)���ڟ�׃����ɵď���׃�Σ����Q�@һ���},������Ҫ�Ďׂ�(g��)�������֣�
�ٺ��ӕr(sh��)��ǰ���ý��ش�ʩ������С��������ط�����,��
�ں����A(y��)��׃���������ڴ�������ӕr(sh��)���y����ͬ�r(sh��)���Q���ӻ�ֻҪ����һ��(c��)����,�����ӕr(sh��)�͕�(hu��)��?y��n)�����ܟ�����γɏ���׃��,�����Ծ���Ҫ���?j��)������L�ȡ����Ϻ�ȣ����_�߶ȣ����Π����ǰ��׃�εķ��������,�����Ե�������ĺ���׃��,���@�(xi��ng)������Ҫ��(j��ng)�(y��n)�S���Ĺ��̼��g(sh��)�ˆT���g(sh��)���˸���(j��)��(j��ng)�(y��n)�����Д࣬���ù��b���߹̶����,�����ӹ���ɺ��ٸ���(j��)��(sh��)�HЧ�������{(di��o),��
& s' q i2 ^ _6 G5 Z/ ^8 f
����: �㿂���f������ �r(sh��)�g: 2019-7-23 15:15
��ʩ�ģ����(d��ng)�r(sh��)Чȥ��(y��ng)�����ҵ��ϱ��б�횓���λ�� ��: J" G5 E& j3 |/ Y4 e0 Y' S
��: J" G5 E& j3 |/ Y4 e0 Y' S
�e�Dz��P������������̼ͨ�������ӣ����P䓌�(d��o)��ϵ��(sh��)��̼�С,������,����Ûϵ��(sh��)Ҳ��̼䓴����Բ��P䓵ğ���f��,����׃��Ҳ��(hu��)����,����ʹ����ӹ���ɺ���濴����׃�β����@���ڽ������\(y��n)ݔ,��ʹ���^����Ҳ��(hu��)��?y��n)���?d��ng),���Ó���ض�׃�����l(f��)��׃����ֱ��Ӱ���������^,���ߴ��ʹ��Ч��,�������^��������e�Dz����^���_�߶ȸߡ��۳ش�,�������^������,���ڼӹ���ɺ�һ��Ҫ�M(j��n)�Б�(y��ng)��������& [' G! R: u* s5 j L' Q E
, Y! E+ g3 _+ o
7 D$ e) | W3 U* x1 ^[attach]485693[/attach]
$ A6 e' S9 N$ ]' B' e6 e! x3 C0 O. P3 _
���(d��ng)�r(sh��)Ч�ǹ��̲��ϳ��õ�һ�N�������(n��i)��������(n��i)��(y��ng)���ķ���,����ͨ�^���(d��ng),��ʹ������(n��i)������ă�(n��i)��(y��ng)����ɵ�����׃�ε��Ԝp�p���Ķ��_(d��)��������(y��ng)����Ŀ��,������ԭ���nj�һ��(g��)����ƫ���؉K��늙C(j��)ϵ�y(t��ng)���������������ژ�(g��u)����,��������(g��u)������Ƥ�|�ȏ������w֧��,��ͨ�^����������(d��ng)늙C(j��)���{(di��o)��(ji��)���D(zhu��n)�٣�ʹ��(g��u)��̎�ڹ����B(t��i),����(j��ng)20��30min�����(d��ng)̎�������_(d��)���{(di��o)����(n��i)��(y��ng)����Ŀ��,��һ����Ӌ(j��)���(d��ng)�r(sh��)�g����(y��ng)���^40min���˷������ӹ�����Ҫ���,����������,��������(sh��)���S�����A�����(d��ng)�r(sh��)Ч�O(sh��)�䡣
6 x' X/ L C$ Y5 v t0 N, x( T
����: �㿂���f������ �r(sh��)�g: 2019-7-23 15:16

����: 384432485 �r(sh��)�g: 2019-7-23 15:35
�˂�(g��)��,��
����: �h(yu��n)�� �r(sh��)�g: 2019-7-23 21:38
��׃�κ��y���Ƶ�,��Ҳ���y��(sh��)�F(xi��n)���F(xi��n)�еĺ��ӹ��b���õ���ˮ�䷽�����L(f��ng)�䷽��,��
����: �㿂���f������ �r(sh��)�g: 2019-7-25 08:38
8 }, R' u0 r# v" r$ r$ D5 m�еIJ��m�ϟ�̎�� 7 N8 m6 o2 n; Y6 W
����: �㿂���f������ �r(sh��)�g: 2019-7-25 08:39
* z4 a* \- W& f( z1 p
��׃�εĽ�(j��ng)�(y��n)Ҫ��ܸߵ� ����׃�εĵط��ͷ�׃��������Ҫ# z0 `7 {& i3 p7 T8 S8 s# b' ~5 [
����: �㿂���f������ �r(sh��)�g: 2019-8-6 14:41
��֪����������^����M(j��n)�Б�(y��ng)�������ě]��,��( m/ M# t: n& v) j' ^1 y) h$ X( \& h2 A
����һ����䓎�չ�_�ƽ �M(j��n)�Б�(y��ng)������ ��׃��
����: Ո����Mr_Su �r(sh��)�g: 2019-9-7 00:42
���Թ̶�����
����: �㿂���f������ �r(sh��)�g: 2019-9-30 10:40
���˽��˽��
����: ��һĨ�ǿ� �r(sh��)�g: 2019-12-5 13:07
�x�x,���W(xu��)��(x��)��
����: aqmnv03 �r(sh��)�g: 2020-5-22 08:15
�W(xu��)��(x��)��
����: ching00978 �r(sh��)�g: 2021-9-4 09:57
�x�x����
����: xjhuan1010 �r(sh��)�g: 2022-2-8 15:12
���x����
| �gӭ���R �C(j��)е��^(q��) (http://97307.cn/) |
Powered by Discuz! X3.4 |