|
發(fā)布時(shí)間: 2020-9-27 11:31
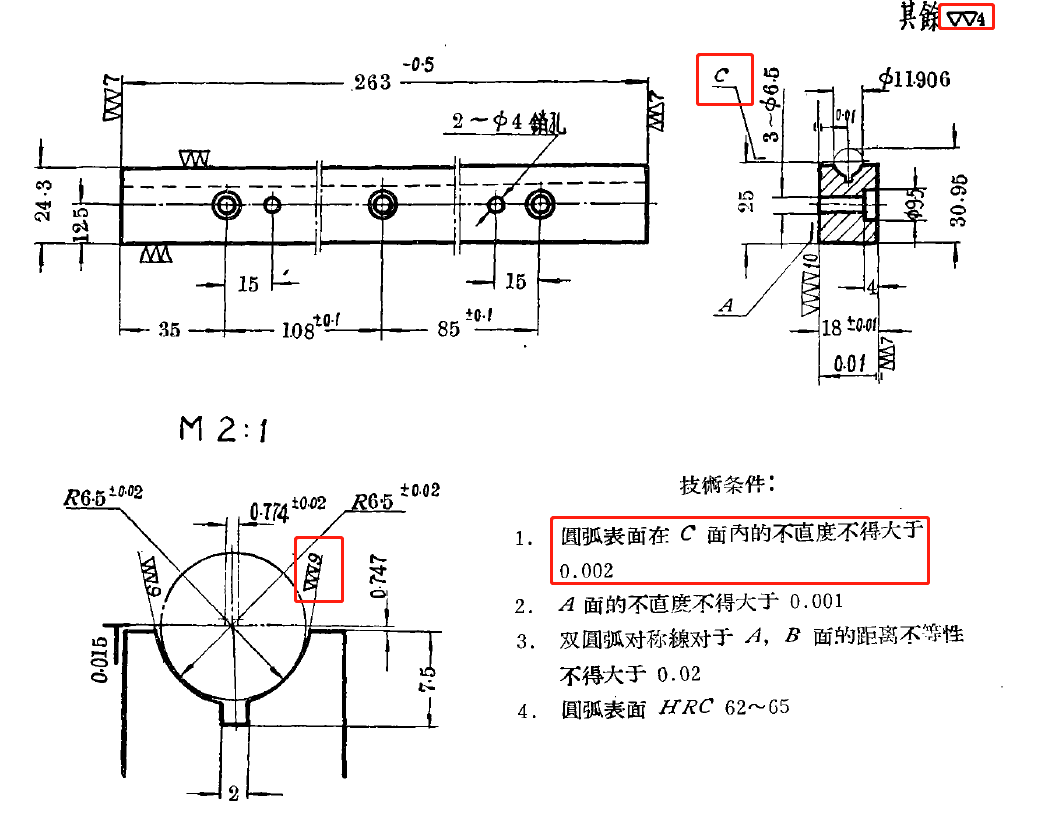
正文摘要:下面這個(gè)圖紙中,粗糙度的標(biāo)法有哪位大俠能看得懂,,另外第一條技術(shù)參數(shù)C代表哪條基準(zhǔn),,感謝賜教 |
|
本帖最后由 tsaohuan 于 2020-10-10 10:04 編輯 我覺得前面有些人把C所指的圓理解成鋼球不大妥當(dāng),。基準(zhǔn)C所指的應(yīng)該是一個(gè)測量棒的中心面(比如我們可以把它看成xy平面),。是圓柱中心面,,不是鋼球。這個(gè)是理想圓柱,。然后誤差就是和理想圓柱對比,,測量上就是打圓弧面的直線跳動,就是在可移動的跳動儀上檢測�,,F(xiàn)在可用3坐標(biāo)儀檢測,。這個(gè)2微米的精度是很高的。需要精細(xì)磨,。 |
| 能夠看懂粗糙度這幾花幾花的幾乎都退休了吧,! |
| 學(xué)習(xí)了 |
| 回想當(dāng)初的手工繪圖紙,都是用線條表示零件,、部件,、整臺機(jī)器,現(xiàn)在繪圖好輕松,。但現(xiàn)在要年輕人用CAD來設(shè)計(jì)機(jī)器,,恐怕都無處下手。因?yàn)楝F(xiàn)在基本是用三維軟件去設(shè)計(jì),,再將三維投影成二維工程圖,。老人說這樣浪費(fèi)時(shí)間,慢,!年輕人說老人落后,,呆板! |
| 當(dāng)初從幾花幾改為現(xiàn)在的標(biāo)準(zhǔn)也經(jīng)過一段時(shí)間的不適應(yīng),,當(dāng)時(shí)的不加工符號也和現(xiàn)在不一樣,,是躺倒的S,。一般要加工的起步標(biāo)一花三,,也就是現(xiàn)在的12.5。 |
| C面和¢11.9有兩條相交線,,這相交線的不直度不得大于0.002mm,,這個(gè)在當(dāng)時(shí)是要求非常高的。 |
| 車工的最大加工精度是兩花六,,到三花七就要上磨床了,。當(dāng)初就是用的這種(蘇制標(biāo)準(zhǔn))。 |
| 學(xué)習(xí)了 |
| 花式標(biāo)注第一次見到,,學(xué)習(xí)了,! |
小黑屋|手機(jī)版|Archiver|機(jī)械社區(qū) ( 京ICP備10217105號-1,,京ICP證050210號,浙公網(wǎng)安備33038202004372號 )
GMT+8, 2025-1-10 21:23 , Processed in 0.052750 second(s), 19 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 收藏
收藏 問題專業(yè),,描述清楚
問題專業(yè),,描述清楚 伸手黨/灌水/看不懂
伸手黨/灌水/看不懂