|
�l(f��)���r(sh��)�g: 2023-12-9 17:30
����ժҪ:ʹ�ù��r�ǣ���ĸ�Q�o����Ҫ���Sһ���D(zhu��n)��(d��ng)��Ŀǰ��ȡ�ķ�ʽ�ǣ���ĸ�c�S����,��һ�������Ͳ��ò�,����֮ǰ����ĸ�c�S�Q��λ���@�����i�����ݽz�����P䓼�,���@�������üӹ���,�����ݽz�zҲ���m�ã�ʹ�Üض���300���� ... |
����̖(h��o)�����xȡ
|
| �A��ĸ��ֹ�ˉ|Ȧ |
roamcamel �l(f��)���� 2023-12-25 16:06 �Л]��ԇ�^14���@Щ��Ƶķ����k�� |
| +1 |
|
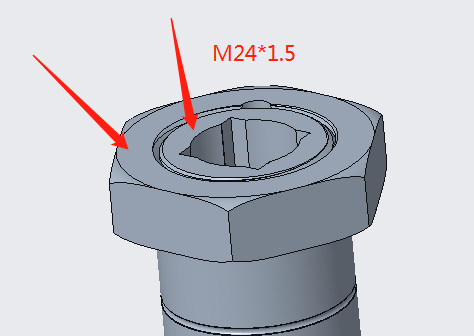
��һ��(g��)��߅��ĸ���Q������S��,�� ���D��ʾ��
���g���_����Ҫ�A(y��)�ȔQһ��(g��)M24���ݽz�M(j��n)ȥ��ס�ݼy,�����M(j��n)�о���ӹ���������A(y��)�b�ݽz��ס�ݼy��Ԓ,����ĸ�ֲ��ܟ���(hu��)�м�(x��)׃��,������֮��Q�M(j��n)�ݽz��(hu��)���^�o������ǰ��(sh��)�H���^����߅��ĸ��M20��,��M24����ĸ��(hu��)�ж��׃��,���ܲ��ܔQ�M(j��n)�ݽz���]���(y��n)�C�^��
������ɺ�,���Q�M(j��n)M24���S,���Һ�λ��֮�����@��(g��)���^������Q�oһ��(g��)M4�ݽz,����߅��ĸ��(hu��)�����]��,��M24���ݼy�͕�(hu��)�D�úܾo���ð��ֶ��Q�����ij̶�,����Ҫ���@��(g��)��߅��ĸ�ĕr(sh��)��һ��Ҫ�Ȳ�M4��С�ݽz,��Ӳ����ĸ�п��ܓp��M24�ă�(n��i)���ݼy��
��߅�@��(g��)M4�ݿ��Ǟ��˷�ֹ��߅��ĸ�����o�˺��L(zh��ng)�ĕr(sh��)�g,���a(ch��n)��������׃��,�����_�����o�ݽzҲ�������ĕr(sh��)������߅��M4�ݼy�הQ��һ��(g��)M4�ݽz,������ĸ���_�������_,����ĸ��������,������Ҫ؝����ֱ�������o�ݽz��픣��л��z���L(f��ng)�U(xi��n),���� ���M4����_�ݿ�Ҳ���z��,����ֻ����һ���ݽz�����M(j��n)�������������ˡ� �@��(g��)�O(sh��)Ӌ(j��)�ǽ�(j��ng)�^��(sh��)�H���O(sh��)���(y��n)�C�^��,�� ��(y��ng)���ڻ������b�C(j��)�Ļ����U�c��(d��ng)����֮�g���B��,�������U�̈́�(d��ng)����֮�g�Ў�ʮ�z��һ�ɺ���̓λ�g϶,��ȫ���@��(g��)��ĸ�Լ�����סλ��,��ÿһ�ι��b���@��(g��)��ĸ�ͱ��_��һ��,����ʮ���궼�] Ҋ�Ñ��f���b����̫��,�� |
| ���c�˔�(sh��) 1 | ���� +1 | ���� ���� |
|---|---|---|
|
| + 1 | ˼����̣�Ҋ���R(sh��)�V,�� |
| �ӂ�(g��)�i�|���І�,�� |
|
��������� xue428032 �� 2023-12-12 17:19 �� ���^�@�� �S�ϵ��ݼy���� ܇һȦСС�Ĝϲ� ��ĸ�����_��(g��)С�ף��i�o��,���ø��U�z ֱ��1����һ�� ����ĸ����Ŀ״��M(j��n)ȥ,���@���ݼy���S�ϵĜϲ��@һȦ��������������,�����Dz�ĕr(sh��)����^�韩,��Ҫ����Ȳ����߀�о��Dž���Û�o�ĽY(ji��)�� ���S�����ʮ�ֲ�,����Ȧ�A�o�� ��܇�ݼy�����_�� �S��(hu��)����U(ku��)�� ��һ�G�G�F�ȵ� ��ĸ�i�o��,�����S������׃�����i�o�ݼy ����,�������i�ñ��^�M(f��i)�� |
|
��D |
1702280407687.png (360.16 KB, ���d��(sh��): 411)
С����|�֙C(j��)��|Archiver|�C(j��)е��^(q��) ( ��ICP��10217105̖(h��o)-1����ICP�C050210̖(h��o),���㹫�W(w��ng)����33038202004372̖(h��o) )
GMT+8, 2025-4-21 17:23 , Processed in 0.061380 second(s), 19 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 �ղ�
�ղ� ���}���I(y��),���������
���}���I(y��),��������� �����h/��ˮ/������
�����h/��ˮ/������
