|
發(fā)布時間: 2011-4-24 15:31
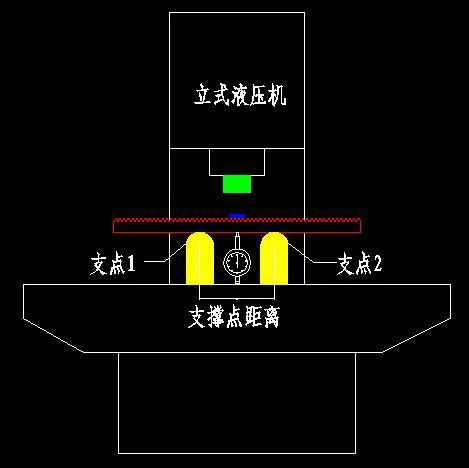
正文摘要:公司的齒條粗加工好后都會有不同情度得彎曲(工件為方鋼), 須從新校直后過磨床精磨再精插后再校直,。其中校直的質(zhì)量直接影響到齒條得精度要求,。公司現(xiàn)有校直手段是手工操作壓機校直在平臺通過透光和打表同 ... |
FSYY 發(fā)表于 2011-4-24 19:15 大佬這個項目現(xiàn)在怎么樣了 |
| 學(xué)習(xí) |
| 改一下工藝可能誤差很小,,你要的這種機器,國內(nèi)可能達不到 |
| 看看各路大神的評論,,長長見識 ,。 |
| 能否從源頭解決一下? |
| 要不工藝改一下把精插改為粗插,。然后在齒一側(cè)墊一10mm厚30mm的鋼板,。用7輥或者11輥校直機進行校直。再精磨,。 |
|
軸類的校直機,,有點印象。工件可以旋轉(zhuǎn)定位,,壓頭可以軸向移動,,兩支撐點能不能軸向移動就沒印象了。 先掃描工件的初始狀態(tài),,計算出壓點,,定位,根據(jù)經(jīng)驗數(shù)據(jù)咣咣咣好幾下,,再掃描,,反復(fù),,多次還不行就放棄了。 不知方的是否會扭轉(zhuǎn)變形,,要有,,就的確比圓的難。沒有,,那就是掃描上比軸類困難,。 俺認(rèn)為,可以通過自學(xué)習(xí)來讓機器自動積累數(shù)據(jù),,實際的機器是這樣嗎,?俺不曉得。 不破壞齒面倒不困難,,壓頭和接觸過程處理一下就可以的,。 |
小黑屋|手機版|Archiver|機械社區(qū) ( 京ICP備10217105號-1,京ICP證050210號,,浙公網(wǎng)安備33038202004372號 )
GMT+8, 2025-2-27 16:23 , Processed in 0.080506 second(s), 19 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 收藏
收藏 問題專業(yè),,描述清楚
問題專業(yè),,描述清楚 伸手黨/灌水/看不懂
伸手黨/灌水/看不懂