|
發(fā)布時間: 2012-9-1 17:27
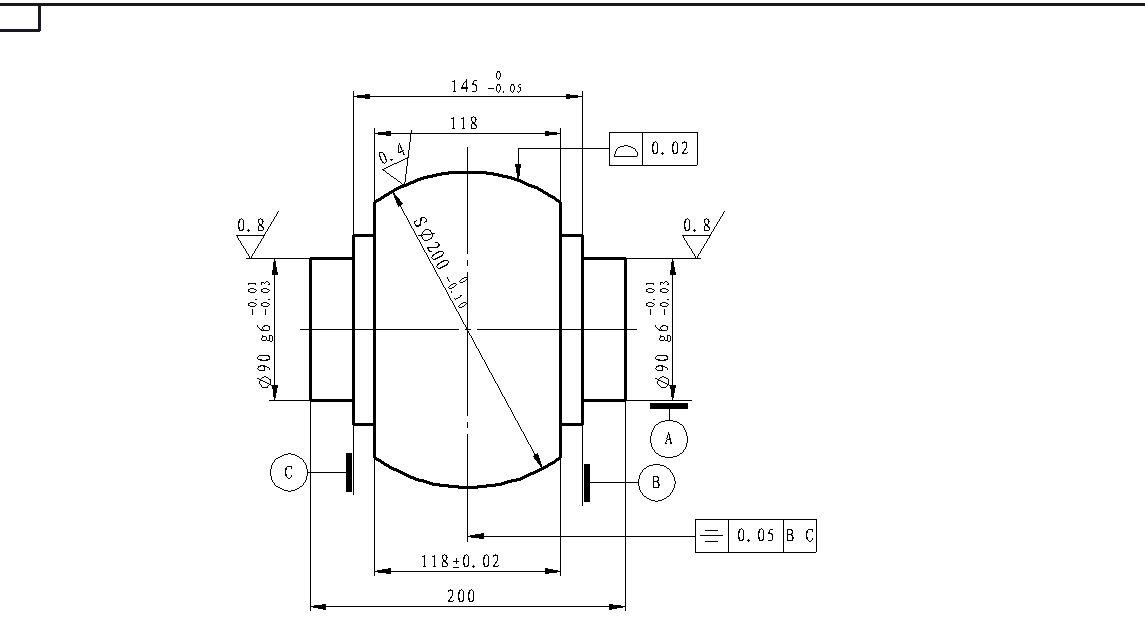
正文摘要:一個產(chǎn)品,請見圖,,現(xiàn)在這個零件最后一個工序是球面磨削,,在一臺專機(jī)上進(jìn)行成型球面磨削。 在磨削中,,需要進(jìn)行在線檢測兩個公差,,分別為對稱度和曲面輪廓度,,在磨削的過程中如果發(fā)現(xiàn)有偏差,,我們可以通過調(diào)整砂輪 ... |
 |
| 考慮下視覺相機(jī)檢測, |
|
對稱度,,我現(xiàn)在已經(jīng)做了一個工裝來檢測,,可以保證了。 曲面輪廓度,,我只要通過手感來判斷了,,痛苦中! |
zhuxiaohua 發(fā)表于 2012-9-3 20:18 哦,看來是用圓弧修整裝置了,。 檢測,,通常還是線下檢測了,現(xiàn)場級的,,還是用專用量具用透光法來粗判斷吧,。 非要在線,,那成本就高了。 視覺,,精度有沒問題還兩說呢 接觸式測頭,,進(jìn)口設(shè)備上常見,但設(shè)備本身的精度要求就很高了,。 |
螺旋線 發(fā)表于 2012-9-1 19:03 得先分析這誤差是什么導(dǎo)致的,,這樣才能考慮如何解決,。 比如,是滾輪來成型修砂輪,,那輪廓度由滾輪保證,。 倘若滾輪和砂輪在軸向上是固定的,那對稱度誤差主要是由中心孔偏移導(dǎo)致的,,可以采用軸向定位測頭來消除這個誤差,。 我們做這個產(chǎn)品是批量的, 現(xiàn)在主要困難是:在磨削過程中怎么檢測對稱度和曲面輪廓度,? 至于檢測到對稱度不好,,我們可以通過調(diào)整砂輪修整器在砂輪主軸方向小位移就可以保證對稱度了,實(shí)際上就是把凹型球面砂輪向左或向右移動小距離,,就可以保證對稱度了,。 至于檢測曲面輪廓度,如果發(fā)現(xiàn)曲面輪廓度不好,,我們就需要通過砂輪修整器上面的砂輪筆來精修砂輪來保證曲面輪廓度了,。 現(xiàn)在我們暫時沒有想到好的辦法,只能通過三坐標(biāo)檢測,,那么上下裝配幾次,,一天磨削不到2條。痛苦,! 現(xiàn)在主要問題,,怎么在線檢測這兩個公差。 |
| 不懂,,同求路過的高手解惑 |
| 可以用CCD的方式,,臥式的,,退出來后還在裝夾位上就可以檢測,不過還是有點(diǎn)貴的,,如果不是大批量生產(chǎn),,而且有一定的利潤空間,就不適宜增加 |
| 坐等學(xué)習(xí),。 |
mixin0756 發(fā)表于 2012-9-1 22:24 能否說說,主動檢測裝置怎么去檢測,,需要通過那個途徑去檢測,,謝謝! |
小黑屋|手機(jī)版|Archiver|機(jī)械社區(qū) ( 京ICP備10217105號-1,,京ICP證050210號,,浙公網(wǎng)安備33038202004372號 )
GMT+8, 2025-3-12 01:05 , Processed in 0.072144 second(s), 23 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 收藏
收藏 問題專業(yè),,描述清楚
問題專業(yè),,描述清楚 伸手黨/灌水/看不懂
伸手黨/灌水/看不懂