|
發(fā)布時(shí)間: 2014-8-12 11:30
正文摘要:加工鋁合金,加工直徑20深130的孔,,公差為H8,,表面粗糙度為Rz8,在臥式加工中心上加工,,工藝為首先用19.5直槽中冷鉆打底孔,,再用19.4立銑刀找直孔,最后用20的鉸刀加工,,加工下來總是偏小,,必須手工絞一下才能達(dá)到要 ... |
| 孔的粗糙度還行的 |
| 感覺這個(gè)鉸刀的槽型不應(yīng)該選這種左旋的,孔又不是完全的通孔應(yīng)該選右旋的,。我猜想這個(gè)空的粗糙度肯定不好,! |
| 二步改善:鉸刀采用內(nèi)冷。進(jìn)給放慢,。 如果能幫你解決了問題,,請(qǐng)你幫我做個(gè)小廣告啊 常州市艾塔工具有限公司QQ447395064(注明:機(jī)械社區(qū)) |
noobiam09 發(fā)表于 2014-8-16 23:10 尺寸差了四五絲,,臥加是沒立加剛性好,,但不會(huì)差這么多,精度我們也打了,,沒問題,, |
|
機(jī)床上加工完,尺寸差了多少,?! P7 N6 H$ b( n 熱膨脹不會(huì)有這么大的因素,。 你臥式加工中心,主軸的剛性肯定沒有立式的好,。 你看看是不是軸線偏了 |
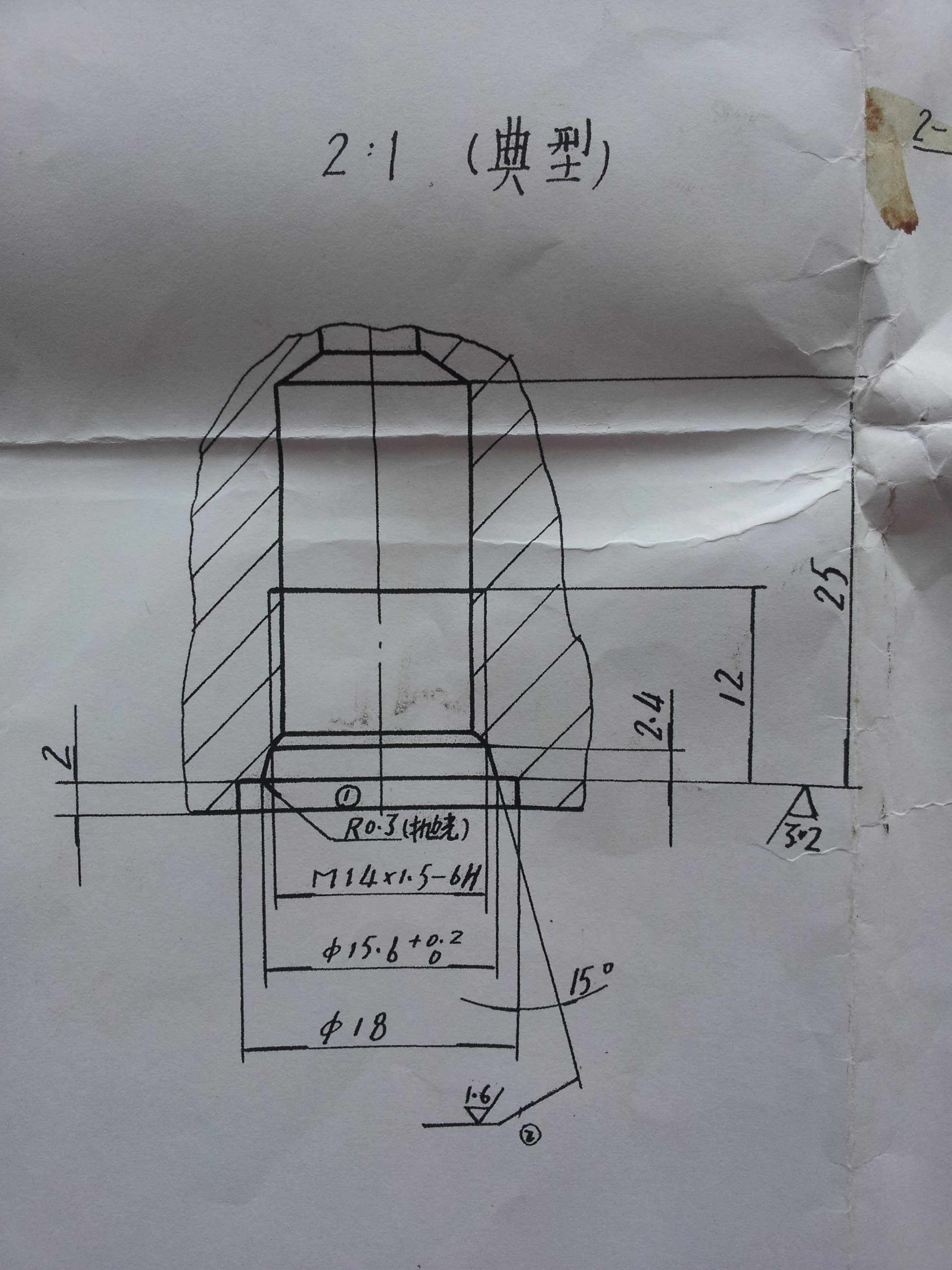
| 孔口那幾個(gè)倒角可以嘗試著乛把成型刀,,最后那個(gè)18的地方做個(gè)忽刀,忽平面與倒角地方正好可以做一個(gè)R0.3圓角處理,,至于孔小,,可以把鉸刀的刃帶變窄一點(diǎn)增大切削力,或者把公差加大點(diǎn),! |
| 圍觀 |
| 坐等大神回復(fù) |
¤№←¤ 發(fā)表于 2014-8-15 23:36 刀具的刃口不是絕對(duì)鋒利的,,由于刀具材料,、前角后角大小及刀面表面精度等因素影響形成刃口圓弧(或稱切削刃鈍圓),,它的數(shù)值很小,,一般精密超精密加工刀具需要測(cè)量控制的參數(shù),如金剛石刀具,。 |
小黑屋|手機(jī)版|Archiver|機(jī)械社區(qū) ( 京ICP備10217105號(hào)-1,,京ICP證050210號(hào),浙公網(wǎng)安備33038202004372號(hào) )
GMT+8, 2025-1-13 02:33 , Processed in 0.076659 second(s), 20 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 收藏
收藏 問題專業(yè),,描述清楚
問題專業(yè),,描述清楚 伸手黨/灌水/看不懂
伸手黨/灌水/看不懂