|
發(fā)布時間: 2014-9-12 11:41
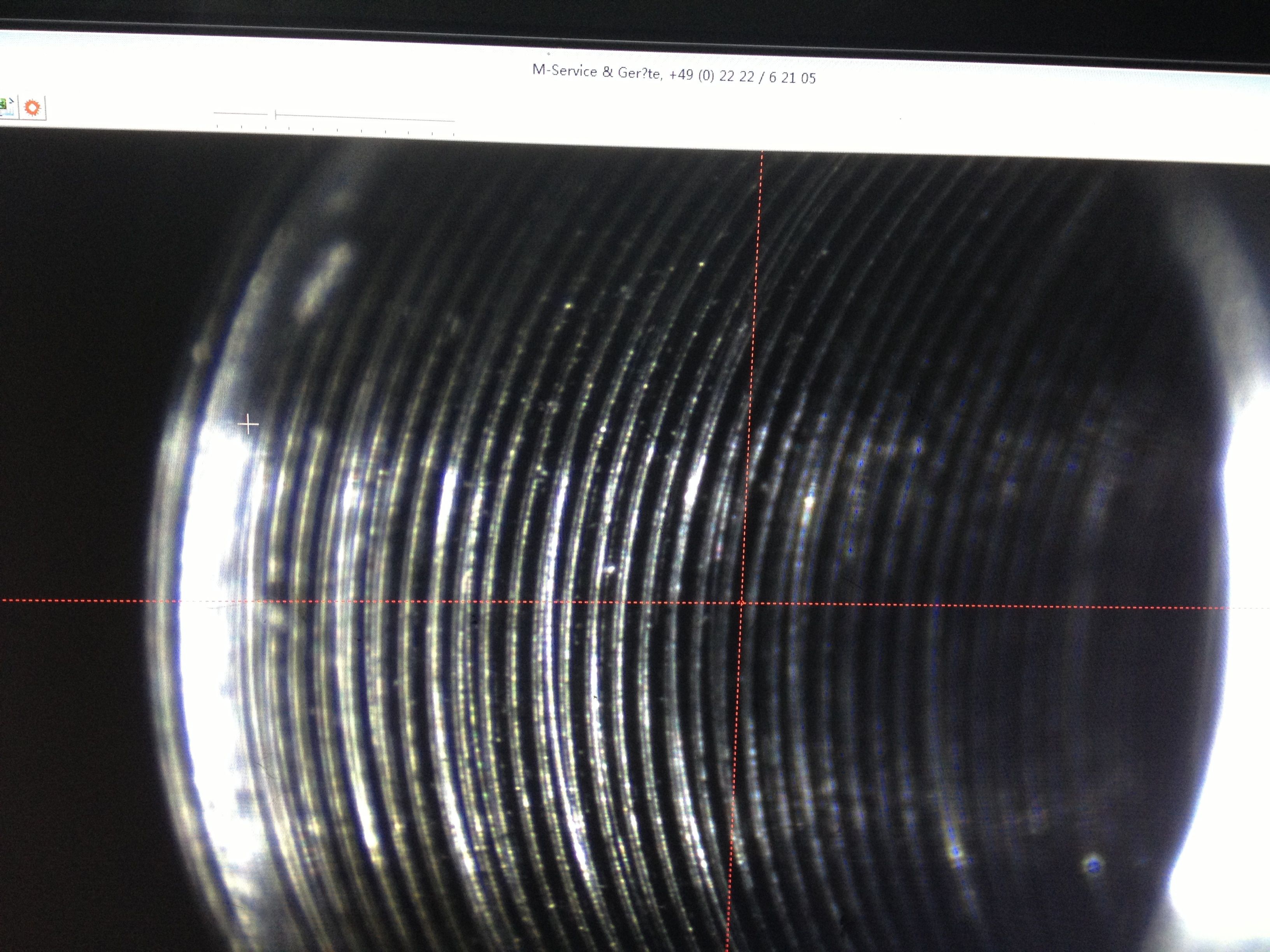
正文摘要:本帖最后由 ¤№←¤ 于 2014-9-12 11:44 編輯 2 Z! c+ K5 O1 u( k+ n. A ; T' C; z9 ^/ f9 |6 A0 m; u7 K如題,鉸孔時孔內紋路很粗糙,,單邊余量0.08,進給0.15,,請問是我倒角的后角間隙不夠,,還是什么情況導致 ... |
| 你需要從刀具公司購買一只正規(guī)的專業(yè)的絞刀,。 |
| 建議檢查一下刀具刃口,這種余量在我們廠里也有用到,,孔表面的質量也不至于像你這么差,;再就是把工況介紹更全面一點,工件材料,、硬度等等,,刀具是否選擇得當也是需要考慮的 |
|
學習了 學習了 |
| 我也遇到同樣的問題,材料硬度HRC35-45.交到壽命不好,。求解,? |
| 頂一下 |
| 有沒有可能是鉆頭加工后的光潔度不好,留量又太少所以看著表面有痕跡 |
 |
| 主要看之前鉆孔的效果,,或許是最后余量不夠 |
| 加工材料,,孔徑多大都沒說,我這一般D20以下的留余量是孔徑的1%-3%,,切削液要濃點,。 |
小黑屋|手機版|Archiver|機械社區(qū) ( 京ICP備10217105號-1,京ICP證050210號,,浙公網(wǎng)安備33038202004372號 )
GMT+8, 2025-1-11 20:53 , Processed in 0.061262 second(s), 20 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 收藏
收藏 問題專業(yè),,描述清楚
問題專業(yè),,描述清楚 伸手黨/灌水/看不懂
伸手黨/灌水/看不懂