樓上說的都有道理,,感覺精度被夸大了,,再精密的工裝估計也難用到這技術要求,這孔加工非坐標磨莫屬,!或者慢走絲,!要是要加工中心干的話,這設計要就就是扯淡設計,! |
myfunction 發(fā)表于 2016-9-14 09:05 感謝大師 |
本帖最后由 myfunction 于 2016-9-14 09:08 編輯 
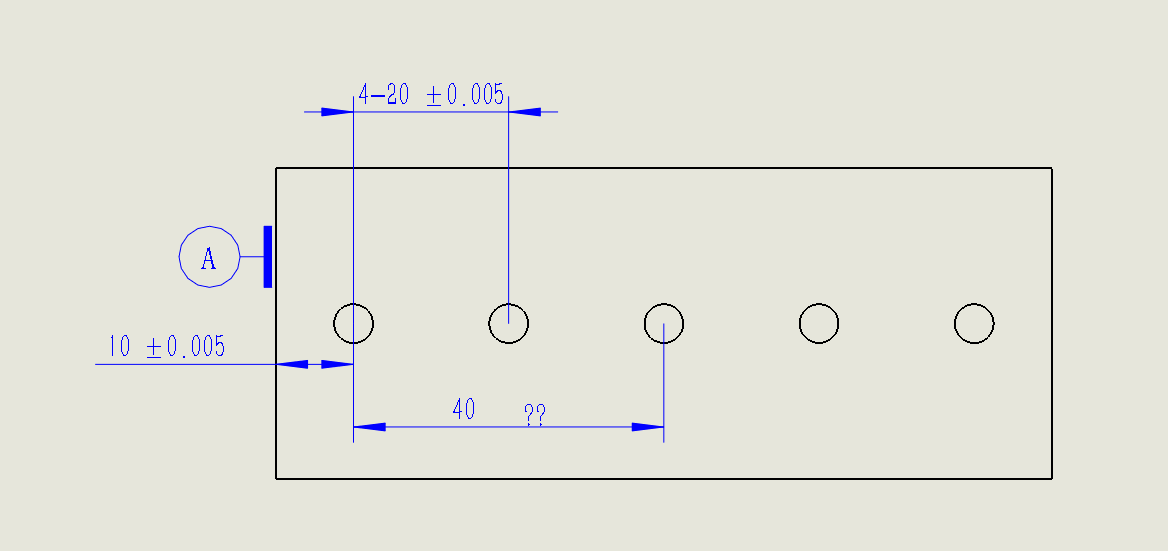
圖示給樓主參考,。(圖示應該是4×φ6±0.003) 如果該板有一定厚度(3mm以上),,建議還要加個平面基準D,然后位置度第一基準為D,,第二基準為B,,第三基準為A。 如果該組孔實際使用與A,、B并不相關,,那么就不要兩側(cè)邊做A、B基準,,尺寸10和15去掉方框,,頂邊的直線度也不要,,以其中第1孔做基準A,平面做基準D,,其余孔標注位置度,,位置度基準變成D和A。 |
| 我覺得其實那個4-20 ±0.005已經(jīng)標注了四個孔的位置的尺寸公差值,,四個孔的圓心組成的一條直線對基準A可以標注一個垂直度,。 |
|
1. LZ的設計基準是什么?坐標原點,,是側(cè)面,?還是某個孔 2. 如果檢驗方法是三坐標投影出來的話,定好坐標原點后,,直接寫一句話,,所有孔位置公差在+-xxxx 這個對于以前做幾十個孔甚至上百個探針孔,我都是這樣標注的 |
| 這個工具精度這么高,,可否看一下具體用途,,學習一下 |
|
這么標是要上天嗎? 9#的建議好好想想 |
|
怎么標不重要,。重要的是怎么做,,怎么查,。 |
|
孔的外形尺寸公差和孔的位置尺寸公差誰的要求更高,? |
小黑屋|手機版|Archiver|機械社區(qū) ( 京ICP備10217105號-1,京ICP證050210號,,浙公網(wǎng)安備33038202004372號 )
GMT+8, 2025-1-16 23:59 , Processed in 0.059878 second(s), 18 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 收藏
收藏 問題專業(yè),,描述清楚
問題專業(yè),,描述清楚 伸手黨/灌水/看不懂
伸手黨/灌水/看不懂