|
�l(f��)���r(sh��)�g: 2018-1-29 08:36
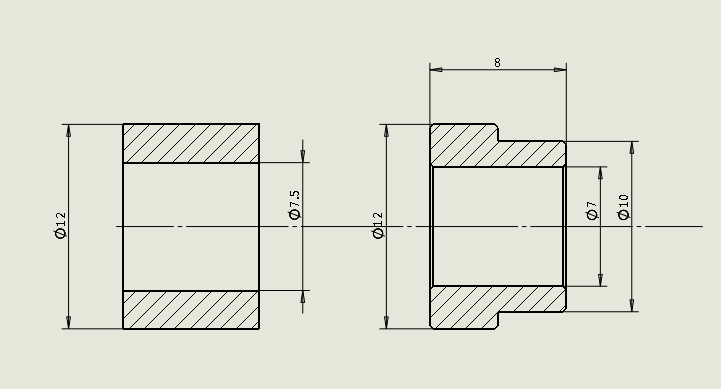
����ժҪ:�D������ë���ߴ�,�������dz�Ʒ�ߴ�,���F(xi��n)�ڵĆ��}�ǣ� 1 u k5 S8 r- ~6 k�ӹ��⏽�r(sh��)�ߴ綼�Ǻõ�,�����ӹ���(n��i)���r(sh��),��ÿ��3��(g��)������ߴ�͕�С0.01mm,��Ո���?gu��)�æ����һ����ʲôԭ����ɵ�,���x�x��6 O. e4 ` ... |
whlucy �l(f��)���� 2018-3-8 06:47+ C5 @/ x8 F+ e5 g �������7 ?8 B! V$ v) ]0 ], ]& U6 a( e3 N |
|
1,����С�ɲ�ȡ�@,���q��ˇ 2�����߱������˻�,����ĥ��������ע����s c- R: A& [9 C9 i9 @ 3,��Ҫ�е���ǣ�0.1��0.2mm 4,���ӹ���ע��ʹ����sˮ$ c; d. C$ Q# ]6 P) w 5,�����Ӿo�ɿ��p������L��,�����ӄ���5 \# f: v+ |* {3 O, e 6,���p�پ��ӹ�����" Q0 Z. o5 r0 a 7���O(sh��)�侫�� |
| �@����ô��ĥ����,����䓵��в���Ӳ��ȫ�w��,�� |
|
һ��(g��)������Ć��}�������]�������,��Ҳ�]���ˆ���2 C0 B g! B& `0 v ��(n��i)��ֱ����7,�������Ƕ��٣�7 t, V% i. l+ `8 A7 I" g% @1 G ��ͬ�ĈD��Ҫ��,���ӹ���ˇҲ��ͬ,��0 U1 n# _! Q: C8 i ; O% T! p- w4 C ���������H7�����h�ýg��,�� |
| ̫�h����,�����UҲ��ô��(x��)������ |
|
�@ô��Ҏ(gu��)��,��ÿ3��(g��)С0.01mm,��1 L* g+ _$ M G! c4 F# p1 ~! t ' `/ Q) A5 t, V' M ����������r��(y��ng)ԓ�ǵ���ĥ�p��(d��o)�µġ� |
| ������Ҫ̫��Ҫ���^0.2.��?y��n)�����^�h��һ��02�ǵ���ֻ��0.1-0.2����,��߀�о��ǵ������ĸ߲������ӄ�ĥ�p,�� |
|
���õ����u䓵��U�ǷN�C(j��)�A������܇������0.14 n$ ~) U/ T, {/ U( b/ A һ�ٶ���(g��)����0.015���a(b��) a2 C; }2 ^0 V. `2 {. C* t" D . X9 s. ]; O- W! m7 T$ g$ p4 M& S ����ߴ�����׃���㿴���Dz��ǙC(j��)���Ľz�U������,�� |
| ����J(r��n)�鵶��ĥ�p��,�����Ԝy������ĥ�p��,�� |
С����|�֙C(j��)��|Archiver|�C(j��)е��^(q��) ( ��ICP��10217105̖-1,����ICP�C050210̖,���㹫�W(w��ng)����33038202004372̖ )
GMT+8, 2025-1-11 11:57 , Processed in 0.074229 second(s), 20 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 �ղ�
�ղ� ���}���I(y��),���������
���}���I(y��),��������� �����h/��ˮ/������
�����h/��ˮ/������