|
�l(f��)���r�g: 2018-6-2 00:22
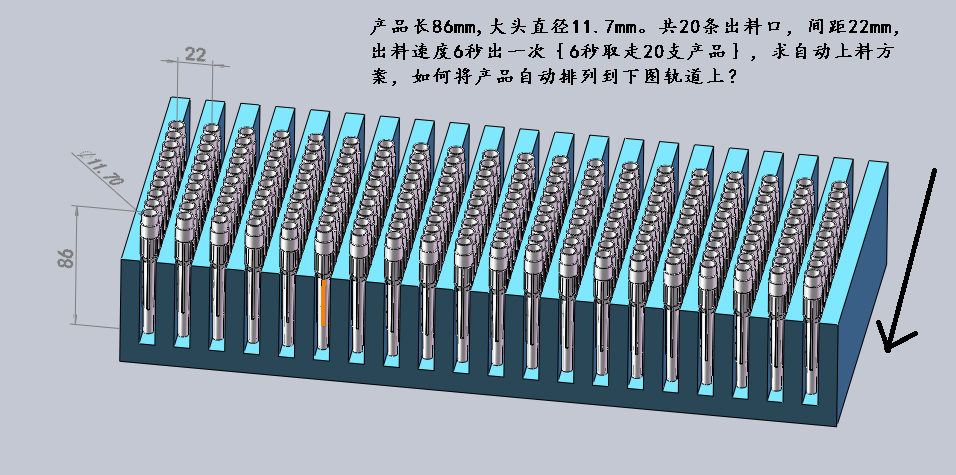
����ժҪ:ԓ�a(ch��n)Ʒ��һ���a(ch��n)Ʒ��PP���ϱ��o��,�����F(xi��n)�ԄӽM�b,����Ҫһ��ͬ�r�M�b20ֻ�a(ch��n)Ʒ��Ӌ��20�l������,���ϵ��g��22mm.��ӱP�����ٶȸ����ϣ���ʹ��4����ӱP,��ÿ����ӱP5�l����Ԓ��ӱPҲ̫����,���ٶ�Ҫ��6��ȡ��20֧�a(ch��n)Ʒ�� ... |
�ֵ��܁� �l(f��)���� 2018-6-7 20:53 �@�������ǿ��V��,�����w����ʩ��r,�� |
de0830 �l(f��)���� 2018-6-5 16:32 �A���Dz��㹤�Y,�����@�c�X�������Ϻͼӹ��M  |
de0830 �l(f��)���� 2018-6-5 16:32 Ӌ���ư匒������һ������4֧�a(ch��n)Ʒ���L��,��Ȼ���ڷֳ�4�l������һ���һ�l��50֧,��һ����ư��\��һ��,���ư�������늙C݆���������Ú��������ԓ����,�����r�fһ����Ͱ��ư�ӌ�һ�����ֻ�a(ch��n)Ʒ���a��,�� |
843702845 �l(f��)���� 2018-6-5 17:55 �ư�Ӌ�������ϵ� �����a(ch��n)Ʒ�Ą��ۑ�ԓ���Ǻܴ�,�,��͑�ֻ��Ҫ�����ۿ��������@�Ą��ۡ���Ҫ�@�������|(zh��)��PP��,��������Щ������ABS,��PC����ϡ� |
|
��������� 843702845 �� 2018-6-5 17:58 �� 1����б�ư�����С ���2����ֱ����ʎ�� ���3�����ϙC��(g��u)�������o����B(t��i)���x�_��22mm ���O(sh��)6��ѭ�h(hu��n)����,��3���Ԅ����Ϝʂ�,���AӋ��5������б�ư�C��(g��u)�͉��ˣ� ��(y��u)�ݣ�ռ����,�������,���Ͷ����,�� ���}��Ħ�����ܕ��a(ch��n)������,����֪����Įa(ch��n)Ʒ�ܷ���� �����ȫ�o�����Մ�������ֻ����ע�ܙC��ģ�r�a�����ܺж�λ��,�� |
�ֵ��܁� �l(f��)���� 2018-6-4 11:54 ����A����ܲ���,����Ĺ�(ji��)�IJ���һ��Ŀ�,�� |
|
�Ƿ����˽�Q��������·���е�һ·,���@��˼·����Ψһ��ͻ�ƿ�,�������@�����ҕ�l�Y��,�� |
�ֵ��܁� �l(f��)���� 2018-6-2 18:31 ���ϳ�һ�У����^����,��С�^����,���C��(g��u)����ǻ��ۣ� ÿ�۷e20��,���C��(g��u)��(zh��)��һ��,�������е�20ֻһ����ȡ�ߡ� ����һ�_�C���ٶ��Ƿ��_��,��������_��,�����O(sh��)Ӌ�Ƀ�ͨ��������һ��ȡ�ϙC��(g��u),�� |
���� �l(f��)���� 2018-6-4 08:42 Ӌ�����Ǝ��_�A��ݔ�͎���������,����ݔ�͎��Ϲ�����ȫ��ƽ�����ˣ����������뻬�ۺ������_�A��ɴ�ֱ�����г�һ�ţ��o����һ�ţ�,���ٷ��_����Ҫ���g��,�� Ӳ���ɱ�8K���� |
С����|�֙C��|Archiver|�Cе��^(q��) ( ��ICP��10217105̖-1����ICP�C050210̖,���㹫�W(w��ng)����33038202004372̖ )
GMT+8, 2025-4-8 15:46 , Processed in 0.053564 second(s), 18 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 �ղ�
�ղ� ���}���I(y��)���������
���}���I(y��)��������� �����h/��ˮ/������
�����h/��ˮ/������