|
�l(f��)���r(sh��)�g: 2018-6-8 11:50
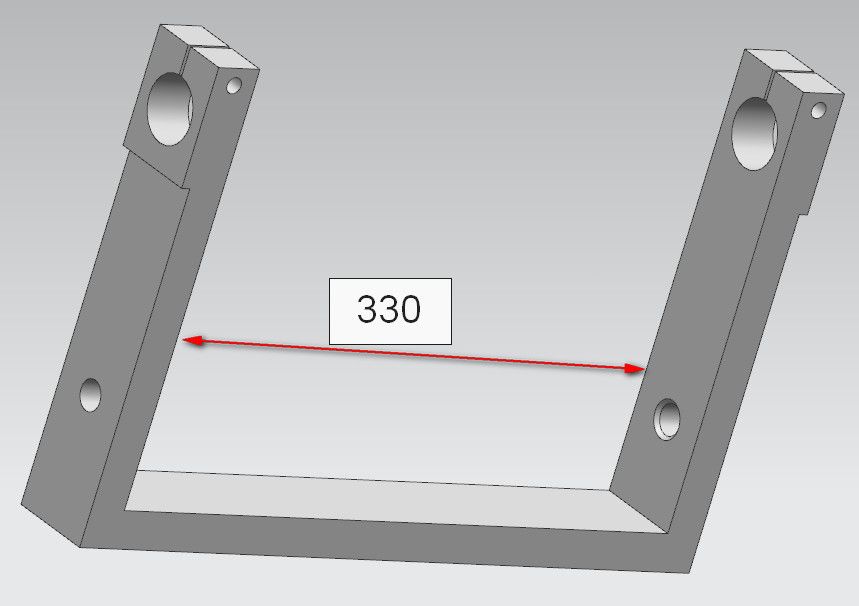
����ժҪ:��������� һչ���h �� 2018-6-8 13:58 �� ��λ�C(j��)�ӹ�����,��Ո(q��ng)��(w��n)�@�ɂ�(g��)�����ܱ��Cͬ�S�Ȇ�,���״�С��16mm 0--+0.03 �韩����ˇ�ĽoС�ܽ���� |
|
¶��(g��)��~ ����Ҫ�f(shu��),���ϸ�Ϳ��ã��ǃɂ�(g��)����,�� �μ��ͼӹ�,�����Ժϸ��Ŀ�Ķ��ԣ� 1 ���Ӽ�������Σ��D��C����(zh��n)�漰�亸�Ӻ�Ҫ��ƽ�е�������,�� 2 ��(xi��n)�и�z���A(y��)�@,���B�����ϵĿ���35���_(k��i)���i�o�����ɣ�����Ŀ����ˣ��� 3 ���� 4 �����ŵ�,���Pʽ�ӹ����ļӹ�C����(zh��n)��ƽ����,���b�A���P(gu��n)�I�� ����ֲڶ�Ҫ��,�����ǿ������z,���Ɍ������ŵ����и�C����(zh��n)��ƽ����,���b�A�Լ�ע�⼴��,�� 5 �����߶ȵľ�(xi��n)�и��C�����(zh��n)�b�A����,���и��35��,���I�ۡ��_(k��i)��,���Լ���16�ף���16�������q�ɻ����z�и,�� �Կ��Þ�Ŀ��Ԓ(hu��)׃��(sh��)�Ͷ��ˡ� ��(g��)�˸��X(ju��)�� ���IJ��c(di��n)��ᘌ�(du��)C����(zh��n)���ƽ�жȺʹ�ֱ��Ҫ��,���P�����ʡ����,�����ӹ�׃�Σ��e���ɉ����Ժ���ҪҎ(gu��)�ܣ���(xi��n)�и�ӹ�׃������(du��)С,���������ɱ���,�� ������35���I�ۺ��_(k��i)�ڣ���(xi��n)�и������x,�� ����λ���ἰ���z,��ּ�ڱ��C�ֲڶȣ����Ǿ���,�� |
|
��������� hippofox �� 2018-6-11 08:36 �� ��Ӌ(j��)��(xi��n)�и���q�ׁ�(l��i)���Cͬ�S��Ҫ��Ŀ����Դ�һЩ�� |
һչ���h �l(f��)���� 2018-6-9 09:25 �@�N߀�ǿ���(j��ng)�(y��n),����9���L(zh��ng)�Ľz�U(li��n)�S��ֱ��0.76��ƨ�](m��i)��,�,����]���m(x��)�ӹ����b��(w��n)�}���Ҷ����������,�� |
| һ����r�����@��(g��)�ߴ繫����ܱ��C���ͬ�S��Ҫ����,�� |
| �Pʽ�M�����Pʽ�ӹ����Ķ��ܸ�,�����ǻ��D(zhu��n)һ�ι����_(t��i) |
| ���D(zhu��n)�����_(t��i)���^��,��ͬ�S�ț](m��i)��(w��n)�}����(w��n)�}����M�ɂ�(g��)�a(ch��n)Ʒ����ʽ�Ͳ���,���@�^���g,���϶����У����M��,��߀����A�ߵĊA�o��ʽ��(hu��)����(hu��)׃��,�� |
toafy �l(f��)���� 2018-6-8 12:21 �](m��i)�І�(w��n)�}��,��ֱ�Ӿ�(xi��n)���Ҳ�Ǜ](m��i)�І�(w��n)�}��,���@��(g��)����Ҫ�ÿ������������׃�� |
| �@��(g��)����ӹ����ڙC(j��)���Ϝy(c��)����(y��ng)ԓ����,������ȡ��(l��i)�Ժ���߷Ń���߀�ܲ��ܺ��y�f(shu��)���������ϼӹ���(y��ng)��ጷ�,���������ܟ�������ܳ��F(xi��n)��(w��n)�} |
С����|�֙C(j��)��|Archiver|�C(j��)е��^(q��) ( ��ICP��10217105̖(h��o)-1����ICP�C050210̖(h��o),���㹫�W(w��ng)����33038202004372̖(h��o) )
GMT+8, 2025-4-8 14:45 , Processed in 0.067304 second(s), 19 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 �ղ�
�ղ� ��(w��n)�}��(zhu��n)�I(y��)���������
��(w��n)�}��(zhu��n)�I(y��)��������� �����h/��ˮ/������
�����h/��ˮ/������