|
發(fā)布時(shí)間: 2018-12-12 13:15
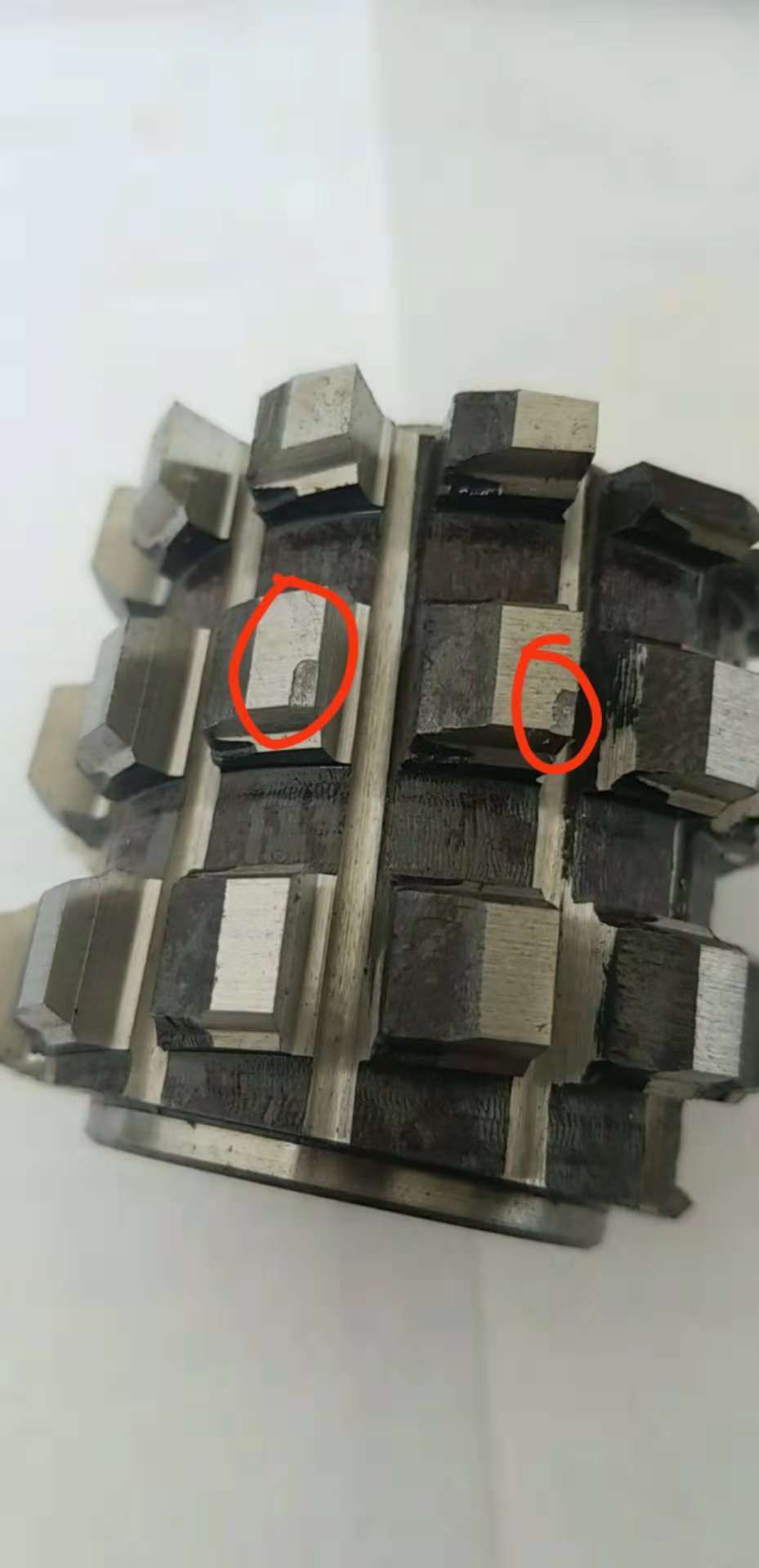
正文摘要:請(qǐng)教各位老師傅,,圖片里滾刀有出現(xiàn)崩角的,,這個(gè)怎么修可以繼續(xù)使用啊,。$ h# D, B2 s: r4 z- | |
| 還有那么多個(gè),,應(yīng)該影響不大吧 |
| 找個(gè)氬弧焊高手補(bǔ)一下,再打磨下就好了 |
| 需要返廠修磨,,估計(jì)要小一號(hào)才能使用 |
|
你可真敢說( n% P$ g! a+ B0 K( Q |
| 采用焊后打磨 |
|
我們每次修磨滾刀一般在0.15mm以內(nèi),,磨損量基本控制在0.1-0.15mm以內(nèi),就要修刀,。這樣刀具整體壽命有保證,。你算吧,1把刀就算有5mm修磨量,每次0.15mm,,能修多少次,?33次吧。 我看到過上汽齒的滾刀,,我插,,刀修磨的厚度是0.75mm還能用,格里森的滾刀,。太牛逼了,。那把刀修了不止30次。估計(jì)在40-50次了,。這樣一算成本就低了,。 那幾把刀,要不就對(duì)付用,,效率低就低了吧,。要不扔了吧,要修返原廠修,,相當(dāng)于在生產(chǎn)重磨一遍,,和新刀價(jià)差不多了。哈哈哈哈 刀具要好好管理,。 |
|
一看就是小廠的刀,,建議 1,要根據(jù)工件,,刀具估算出來刀具加工數(shù)量,,到數(shù)量后強(qiáng)制換刀,。查找原因,,以后盡量杜絕此類事情發(fā)生。我們單位也有類似情況發(fā)生,,滾變速箱齒輪的,,要強(qiáng)制換刀,最大齒輪直徑約200mm,,一把粉末冶金高速鋼的能滾400件,,這時(shí)磨損均勻,一切可以控制,。到400件,,機(jī)床報(bào)警換刀。但是,,有的操作工把數(shù)據(jù)清0接著干,。前幾十件還可以,往后刀具嚴(yán)重磨損,+崩刃,,基本直接費(fèi)了,。一把刀16000吧。你們估計(jì)也差不多,,靠經(jīng)驗(yàn)瞎干,,不強(qiáng)制換刀。最后就是這個(gè)結(jié)果,。 2,,小廠的刀,不好說了,,可能刀具材料就有問題,,熱處理也有問題。畢竟刀具便宜,,人家也不能保證什么,。保證刀具質(zhì)量基本靠嘴說。 |
| 矩形花鍵滾刀,,要么一直修磨到那兩個(gè)齒完整,,要么不摸,串刀可以 |
cuiwu 發(fā)表于 2018-12-14 09:253 x6 S6 E8 Z# }3 y0 @( ~ 操作員機(jī)加工悟性不大啊,,只知道加工,,不知道維護(hù) |
小黑屋|手機(jī)版|Archiver|機(jī)械社區(qū) ( 京ICP備10217105號(hào)-1,京ICP證050210號(hào),,浙公網(wǎng)安備33038202004372號(hào) )
GMT+8, 2025-1-26 05:48 , Processed in 0.061588 second(s), 18 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 收藏
收藏 問題專業(yè),,描述清楚
問題專業(yè),,描述清楚 伸手黨/灌水/看不懂
伸手黨/灌水/看不懂