|
加工中心集油、氣、電,、數(shù)控為一體,能夠?qū)崿F(xiàn)對(duì)各種盤類,、板類,、殼體、凸輪,、模具等復(fù)雜零件工件一次裝夾,,可完成鉆、銑,、鏜,、擴(kuò)、鉸,、剛性攻絲等多種工序加工,,因此是高精加工的理想設(shè)備。 ; z' U9 e7 H0 z! d O% s$ P
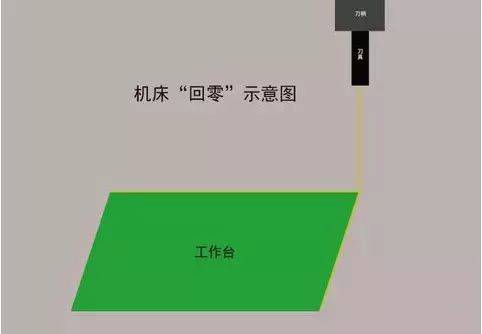
加工中心如何對(duì)刀,? 1.回零(返回機(jī)床原點(diǎn)) 對(duì)刀之前,,一定要進(jìn)行回零(返回機(jī)床原點(diǎn))的操作,以便于清除掉上次操作的坐標(biāo)數(shù)據(jù),。注意X,、Y、Z三軸都需要回零,。
. r9 S5 j" F: L3 x
, m6 r* b: T2 L* J
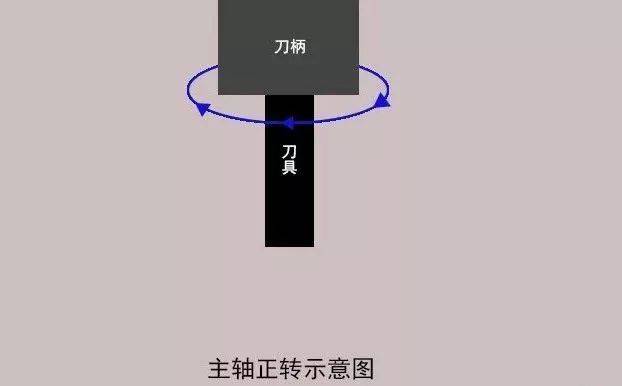
2.主軸正轉(zhuǎn) 用“MDI”模式,,通過輸入指令代碼使主軸正轉(zhuǎn),并保持中等旋轉(zhuǎn)速度,。然后換成“手輪”模式,,通過轉(zhuǎn)換調(diào)節(jié)速率進(jìn)行機(jī)床移動(dòng)的操作。
) h# C& U4 {$ V: |! C
$ g9 Q9 I% F, U, V* \
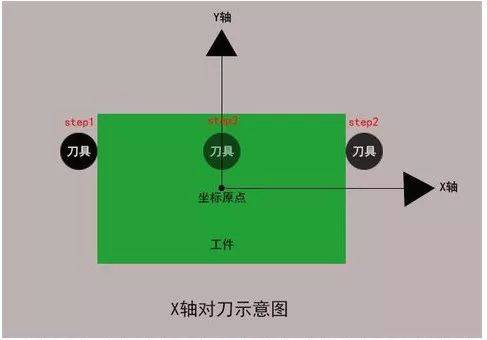
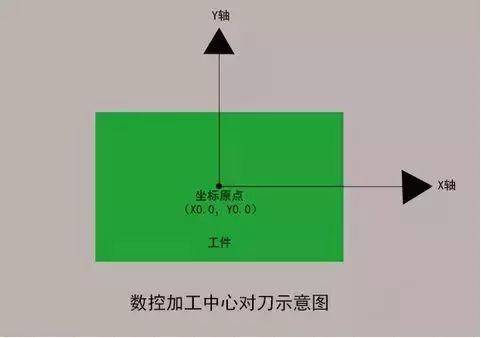
3.X向?qū)Φ?/strong> 用刀具在工件的右邊輕輕的碰下,,將機(jī)床的相對(duì)坐標(biāo)清零,;將刀具沿Z向提起,,再將刀具移動(dòng)到工件的左邊,沿Z向下到之前的同一高度,,移動(dòng)刀具與工件輕輕接觸,,將刀具提起,記下機(jī)床相對(duì)坐標(biāo)的X值,,將刀具移動(dòng)到相對(duì)坐標(biāo)X的一半上,,記下機(jī)床的絕對(duì)坐標(biāo)的X值、并按(INPUT)輸入的坐標(biāo)系中即可,。 # |6 k4 C x& g' J
! X5 o& r0 V4 P L
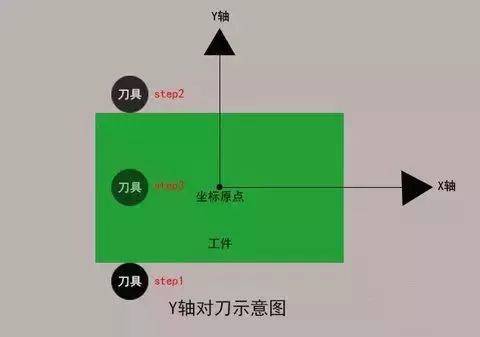
4.Y向?qū)Φ?/strong> 用刀具在工件的前面輕輕的碰下,,將機(jī)床的相對(duì)坐標(biāo)清零;將刀具沿Z向提起,,再將刀具移動(dòng)到工件的后面,,沿Z向下到之前的同一高度,移動(dòng)刀具與工件輕輕接觸,,將刀具提起,,記下機(jī)床相對(duì)坐標(biāo)的Y值,將刀具移動(dòng)到相對(duì)坐標(biāo)Y的一半上,,記下機(jī)床的絕對(duì)坐標(biāo)的Y值,、并按(INPUT)輸入的坐標(biāo)系中即可。
: r. P2 K X, h4 y4 u2 t
% P& B- b7 V4 [% K% ?
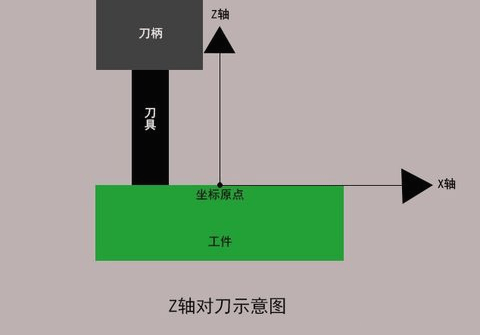
5.Z向?qū)Φ?/strong> 將刀具移動(dòng)到工件上要對(duì)Z向零點(diǎn)的面上,,慢慢移動(dòng)刀具至與工件上表面輕輕接觸,,記下此時(shí)的機(jī)床的坐標(biāo)系中的Z向值,并按(INPUT)輸入的坐標(biāo)系中即可,。
& Q, j! J& T9 b+ u: M
1 g: r* Z% N3 H/ u% [- }
6.主軸停轉(zhuǎn) 先將主軸停止轉(zhuǎn)動(dòng),,并把主軸移動(dòng)到合適的位置,調(diào)取加工程序,,準(zhǔn)備正式加工,。 - Q" p7 z0 R! [+ h
/ m( X% l. ]2 \7 B1 m
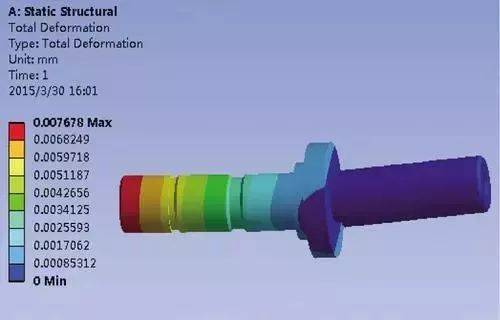
加工中心如何生產(chǎn)加工易變形零件? 對(duì)于質(zhì)量較輕,,剛性差,,強(qiáng)度弱的零件,加工過程中易受力受熱變形,,加工報(bào)廢率高導(dǎo)致成本大幅上升,。對(duì)于此類零件我們要先理解變形產(chǎn)生的原因: # _/ y# ]# N$ ^8 g9 A0 w4 A+ S( B
受力變形: 此類零件壁薄,在夾緊力的作用下,,在加工切削過程中容易出現(xiàn)薄厚不一的情況,,而彈性較差,零件外形難以自行恢復(fù),。
9 A& x4 C, S) A+ `1 v6 U' K) E% t
* J% C2 ~/ b) o9 |4 Q8 J# G2 [# V
受熱變形: 工件質(zhì)地輕薄,,切削過程中由于徑向力的作用,,會(huì)引起工件的受熱變形,,從而使工件的尺寸不準(zhǔn)確,。 " _9 Y6 k1 M2 n, F
振動(dòng)變形: 零件在徑向切削力的作用下,容易產(chǎn)生振動(dòng)和變形,,影響工件的尺寸精度,、形狀、位置精度和表面粗糙度,。
+ o. F# z5 ]$ e
易變形零件的加工方法: 以薄壁零件為代表的易變形零件,,可以采用小進(jìn)給量、大切削速度的高速加工切削形式,,降低加工中工件受到的切削力,,同時(shí)使大部分的切削熱被高速飛離工件的切屑帶走,進(jìn)而降低工件溫度,,減小工件的熱變形,。
( W. f- Z3 i/ i6 D( X8 i
加工中心刀具為什么要進(jìn)行鈍化處理? 數(shù)控刀具不是越快越好,,為什么要進(jìn)行鈍化處理呢,?其實(shí),刀具鈍化并不是大家字面理解的意思,,而是提高刀具使用壽命的方式,。通過平整、拋光,、去毛刺等工序提高刀具質(zhì)量,。這其實(shí)是刀具在精磨之后,涂層之前的一道正常工序,。
+ v# d6 W9 A- B' ]
+ N2 I1 U% d3 { W3 ]$ }* U) s; I! T( x
▲刀具鈍化對(duì)比
9 I4 s, u: h+ W1 g F
刀具在成品前會(huì)經(jīng)過砂輪刃磨,,但是刃磨加工會(huì)造成不同程度的微觀缺口。加工中心在進(jìn)行高速切削的同時(shí)微觀缺口會(huì)極易擴(kuò)展,,加快刀具的磨損和損壞�,,F(xiàn)代的切削技術(shù)中對(duì)刀具的穩(wěn)定性和精密性都有了嚴(yán)格要求,因此數(shù)控刀具在涂層前必須經(jīng)過刀口的鈍化處理,,才能保證涂層的牢固性和使用壽命,。刀具鈍化的好處有:
) `8 v9 u0 Y- m8 D8 b5 C+ Q x
1.抵抗刀具物理磨損 在切削過程中刀具表面會(huì)被工件逐漸耗損,切削過程中切削刃在高溫高壓下也易發(fā)生塑性變形,。刀具的鈍化處理可以幫助刀具提高剛性,,避免刀具過早喪失切削性能。
" N# u0 L5 H9 r- p9 \
2.保持工件的光潔度 刀具刃口有毛刺會(huì)導(dǎo)致刀具磨損,,加工工件的表面也會(huì)變得粗糙。經(jīng)鈍化處理后,,刀具的刃口會(huì)變得很光滑,崩刃現(xiàn)象也會(huì)相應(yīng)減少,,工件表面光潔度也會(huì)提高,。 # M* k3 E, ]8 W, v# L' U O& _
3.方便凹槽排屑 對(duì)刀具凹槽拋光處理可以提高表面質(zhì)量和排屑性能,凹槽表面越平整光滑,,排屑就越好,,就可實(shí)現(xiàn)更連貫的的切削加工。加工中心的數(shù)控刀具在經(jīng)過鈍化拋光后,,表面會(huì)留下許多小孔,,在加工時(shí)這些小孔可以吸附更多的切削液,使得切削時(shí)產(chǎn)生的熱量大大減少,,極大地提高切削加工的速度,。
9 Q7 E5 ]" x' E+ e6 T. p6 e
加工中心如何降低工件表面粗糙程度? 零件表面粗糙是數(shù)控加工中心常見的問題之一,,這直接反應(yīng)了加工質(zhì)量,。如何做到控制零件加工的表面粗糙程度,我們要首先深入分析表面粗糙的原因所在,,主要包括:銑削加工過程中造成的刀痕,;切削分離時(shí)造成的受熱變形或塑形變形;刀具和加工表面間的摩擦,。
, ~* i" i' I: m: E/ O- p8 m
工件表面粗糙度在選用時(shí),,應(yīng)該既要滿足零件表面功用要求,又要考慮經(jīng)濟(jì)合理性,。在滿足切削功用的前提下,,應(yīng)盡量選用較大的表面粗糙度參考值,以降低生產(chǎn)成本,。刀具作為切削加工中心的執(zhí)行者要注意做好日常的保養(yǎng)及時(shí)修磨,,避免因刀具過鈍造成的表面粗糙程度不合格。
6 ?, }- \# r0 f2 N
加工中心干完活以后應(yīng)該怎么辦,? 加工中心傳統(tǒng)機(jī)床加工工藝規(guī)程從總體上說是大致相同的,,其中最主要的區(qū)別在于加工中心是通過一次裝夾,連續(xù)自動(dòng)加工完成所有切削工序,,所以加工中心在完成數(shù)控加工后要進(jìn)行一些“善后工作”,。
7 P, P5 p+ ~) n9 N+ \
1.進(jìn)行清潔處理,加工中心完成切削任務(wù)后要及時(shí)清除切屑,、擦拭機(jī)身,,使用機(jī)床與環(huán)境保持清潔狀態(tài)。
0 k6 C. t. E, @ Z' S2 |: M M
2.配件的檢查和更換,,首先要注意檢查導(dǎo)軌上的擦油板,,如果發(fā)生磨損要及時(shí)更換,。檢查潤(rùn)滑油、冷卻液的狀態(tài),,若發(fā)生渾濁現(xiàn)象應(yīng)該及時(shí)更換,,低于刻度水位要進(jìn)行添加。
5 [( y1 t' c1 ^# s5 [% r2 X
3.關(guān)機(jī)程序要規(guī)范,,應(yīng)該依次關(guān)掉機(jī)床操作面板上的電源和總電源,。在沒有特殊情況和特殊要求的條件下應(yīng)遵循先回零、手動(dòng),、點(diǎn)動(dòng)、自動(dòng)的原則,。加工中心運(yùn)行也應(yīng)先低速,、中速、再高速,。低速,、中速運(yùn)行時(shí)間不得少于2-3分鐘無異常情況后,方可開始工作,。
8 ?; k4 p3 t3 l/ c
4.規(guī)范操作,,不能在卡盤上、頂尖處敲打,、矯正,、修正工件,必須確認(rèn)工件和刀具夾緊后方可進(jìn)行下一步操作,。機(jī)床上的保險(xiǎn)和安全防護(hù)裝置不得任意拆卸和移動(dòng),。最高效的加工其實(shí)就是安全加工,加工中心作為高效的加工設(shè)備關(guān)機(jī)時(shí)的操作一定要合理規(guī)范,,這樣既是對(duì)當(dāng)前完成工序的保養(yǎng),,又是對(duì)下次開工做準(zhǔn)備。 | 

 發(fā)表于 2022-5-7 10:15:43
發(fā)表于 2022-5-7 10:15:43