�C(j��)�^(q��)
��(bi��o)�}: ����,���ӹ��y�}ͻ�� [��ӡ���(y��)]
����: jiajoin �r(sh��)�g: 2018-2-6 14:04
��(bi��o)�}: ����,���ӹ��y�}ͻ��
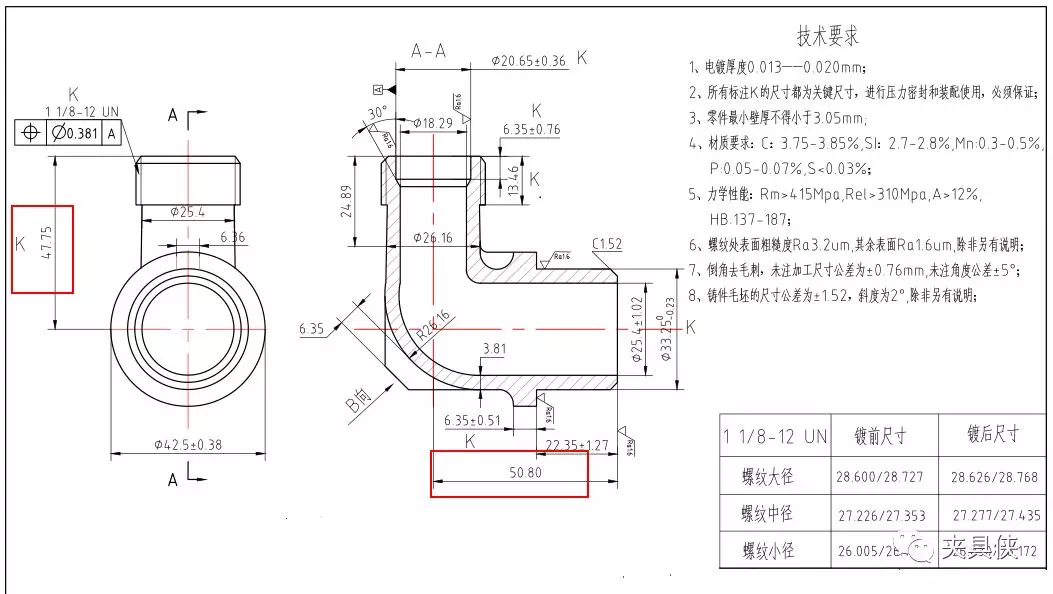
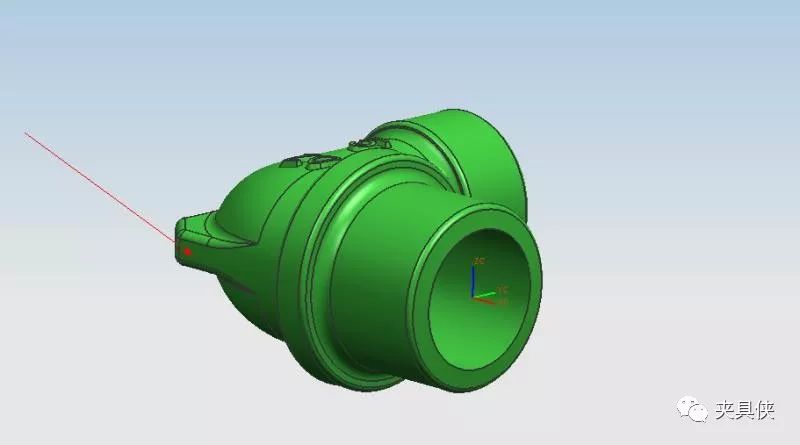
�y�}һ���ӹ����^܇(ch��)���A�߷���
���w���r
܇(ch��)���^̎����A���ݼy����������,����?y��n)�ɴ�ë�����b�A,�����^�ӹ���,����2�_(t��i)��һ�^�ĈA����3�_(t��i)���ݼy�Ĕ�(sh��)܇(ch��),���F(xi��n)�ھ������ľ��(w��n),��90�ț](m��i)�k�����C��
˼�S��ײ
A : �ڶ���(g��)op�����üӹ��涨λ,��
B : ë���H��һ�ζ�λ,��Ҫôһ�μӹ���ɣ�Ҫô�����Ѽӹ�������λ,��
C���ڼӹ��ݼy�Ŀ��P(p��n)�ϼ�һ��(g��)���D(zhu��n)�N(xi��o)�Ӿͺ���,�����ڼӹ��ݼy�Ŀ��P(p��n)�ϼ�һ��(g��)��Ͳ��λ����ǰ��ӹ��涨λ,��
Ԓ�}�����Ҵ����ڼӹ��ݼy�ĕr(sh��)��Z��λ�Ã�(n��i)����ס�Ѽӹ��ĈA��,��X����ֱ���Ã�צ�Aס,��
D��܇(ch��)�ݼy�Ŀ�צ�M���Îׂ�(g��)�c(di��n)���|,��
E����V�Ͷ�λ���](m��i)�g϶��(y��ng)ԓ���Ա��C,���ӹ��ă�(n��i)��λ���g϶������,��ƫ�Ŀ������أ���������
F��һ���Ã�(n��i)����λ,��Ч����(y��ng)ԓ����һЩ,��
�y�}�����ӹ������@45ͨ�ף�40�IJ��|(zh��),����ʲô��ʽ��Щ?
���w���r
25��,���ּӹ����](m��i)�й���,��ԇ�^(gu��)�����@,���C(j��)�����Բ��У����,��
˼�S��ײ
A��U�@ֱ�Ӽӹ����ߴ�,��ʹ���D����������(sh��)��������BT40���S��(y��ng)ԓ���ܝM��Ҫ��,�����߀�ӹ�����,��ֻ���xСһЩ��U�@��Ȼ������㊵��U(ku��)��
B���փɰ�U�@��,���p����������,��Ҫô���@�ּӹ����������ӹ�������,��45ֱ�ӵ�λ��(du��)�C(j��)�����Ժ͵�Ƭ���ǿ��(y��n),��
C�����Բ��ã������@���^���m,��
�y�}�����_(t��i)�Qʹ���й����܄�(d��ng)
���w���r
��ͨ�õ��_(t��i)�Q,�����(d��ng)�K�������b�A�r(sh��)�����A�o�a(ch��n)Ʒ�^(gu��)���д�ñ��Ĺ��������܄�(d��ng)����ô�ܽ�Q�Ա��C�A�o�r(sh��)��������(d��ng),��
˼�S��ײ
A������ϸ�ԭ����ȱ��һ��(g��)������,����(du��)�A���׳��F(xi��n)�ϸ��F(xi��n)��������Ȳ��ߵ�Ԓ����ԇ����ȡ�N��Q��ʽ��
1.���(d��ng)�K�ײ�����(g��)��β��
2.�ѻ��(d��ng)�K����(l��i)���и���2���б��
3.�p�ٽ��|��e
�(l��i)����б������ʽ���P(p��n)�Ą�(d��ng)��,��
2 c, g! }3 `( ?% J- z4 \, i4 H
����: ����ɽ�� �r(sh��)�g: 2018-2-6 14:49
�����҂���˾�Įa(ch��n)Ʒ,�����^(gu��)�҂����X��
����: �n��11 �r(sh��)�g: 2018-2-6 20:45
�Ã�צ�ӹ����ɣ�ע�צ�c�����Ľ��|��Ҫ�ӹ���,���M���N�����^������
����: �|��fyh126 �r(sh��)�g: 2018-2-6 20:52
��������� �|��fyh126 �� 2018-2-6 20:59 ��
& l6 L, f! d7 R3 a9 W# W- W3 `$ d1 D" A( [3 Q
�ֶȿ��P(p��n)������,����,��,��һ���b�A����A�ݼyһ���Լӹ�����(l��i),���Ͼ�������Һ���ֶȿ��P(p��n)�ӹ��y��1-�Ƽ�ҕ�l-�Ѻ�ҕ�l http://my.tv.sohu.com/us/221659623/71317487.shtml
����: ֻ�п옷(l��) �r(sh��)�g: 2018-2-6 21:21
�_��(sh��)��Ҫ˼�S����ײ���뷨��֧��,��
����: xiaobing86203 �r(sh��)�g: 2018-2-6 21:25
���涼���ϼӹ���С㊵�
����: yyjj77 �r(sh��)�g: 2018-2-6 21:40
ֵ�����룬��μӹ���?
����: δ��(l��i)��һվ �r(sh��)�g: 2018-2-6 23:16
2 t0 ?1 L; s: z+ f
�Ĵ_�ǂ�(g��)���e(cu��)���x��
! q& ?6 C0 w/ T
| �gӭ���R �C(j��)е��^(q��) (http://97307.cn/) |
Powered by Discuz! X3.4 |