|
發(fā)布時(shí)間: 2011-1-18 10:44
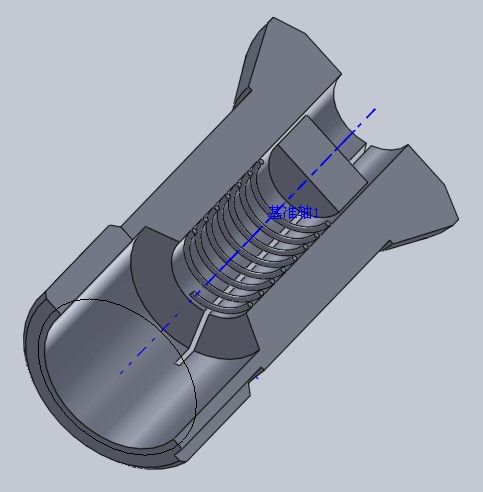
正文摘要:給全自動數(shù)控車床設(shè)計(jì)一個(gè)夾頭,為方便自動送料,各位大俠給點(diǎn)意見 形狀大概是這樣的夾頭,要夾住直徑17,長46的的銅管,這個(gè)步聚只加工內(nèi)孔.送料時(shí)有個(gè)推頭,把切好的料放在上面的,然后推到夾頭,氣夾自動夾緊,現(xiàn)在只 ... |
|
回復(fù) wucaida 的帖子 在夾頭出開個(gè)臺階口定位官料,,如果官料壁厚的話,彈簧直接定在管壁端面,,或者做個(gè)推塊,,與彈簧緊配與管動配將官料推出 |
ukeye 發(fā)表于 2011-1-24 11:34 怎樣更合理,來張草圖吧 |
| 夾頭的槽開得太少了,,至少均勻的開6個(gè),。彈簧前面再設(shè)計(jì)一個(gè)零件推工件,還有可以在夾頭上鏤空幾個(gè)大空來排屑,。只要想得到,,沒有做不到,,“動動腦筋,!”(這是我們頭和我兒子都經(jīng)常用的4個(gè)字,哈哈) |
| 這個(gè)需要圖嗎?可能我說的不明白,就是一個(gè)筒形,內(nèi)徑你的工件外徑稍大點(diǎn),軸向有切口,固定時(shí)候壓緊就可以了. |
| 環(huán)狀帶開口是怎么樣的,?有圖嗎,? |
| 用個(gè)環(huán)狀的帶開口,進(jìn)料定位壓緊,完工松開推走 |
| 跟著學(xué)習(xí)一下,觀望各位高手對策 |
葉飄零 發(fā)表于 2011-1-20 09:25 銅屑是個(gè)很大的問題,加工的次數(shù)是很多,有時(shí)是沒人看著的 |
|
彈簧前的塊要做限位,當(dāng)上料時(shí)壓縮彈簧,,使擋塊壓到限位處為止,,此時(shí)進(jìn)行加緊動作,保證每次裝夾位置一致,。 有一個(gè)問題可能 要考慮:由于是加工的銅管內(nèi)孔,,夾套內(nèi)可能會殘留銅屑,,當(dāng)夾套松開的時(shí)候夾套膨脹內(nèi)孔變大,這時(shí)候內(nèi)孔與擋塊之間就會出現(xiàn)比較大的間隙,,用氣吹的話銅屑有可能會跑到這個(gè)間隙里,,導(dǎo)致卡死影響使用。 可以考慮在擋塊中間開吹氣孔,,等加工完從后面吹氣吹出銅屑,,吹完再上料,個(gè)人意見,,供參考,。歡迎大家拍磚~ |
| 參與人數(shù) 1 | 威望 +1 | 收起 理由 |
|---|---|---|
|
| + 1 |
小黑屋|手機(jī)版|Archiver|機(jī)械社區(qū) ( 京ICP備10217105號-1,京ICP證050210號,,浙公網(wǎng)安備33038202004372號 )
GMT+8, 2025-4-9 03:30 , Processed in 0.065079 second(s), 19 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 收藏
收藏 問題專業(yè),描述清楚
問題專業(yè),描述清楚 伸手黨/灌水/看不懂
伸手黨/灌水/看不懂