|
發(fā)布時間: 2017-6-7 11:53
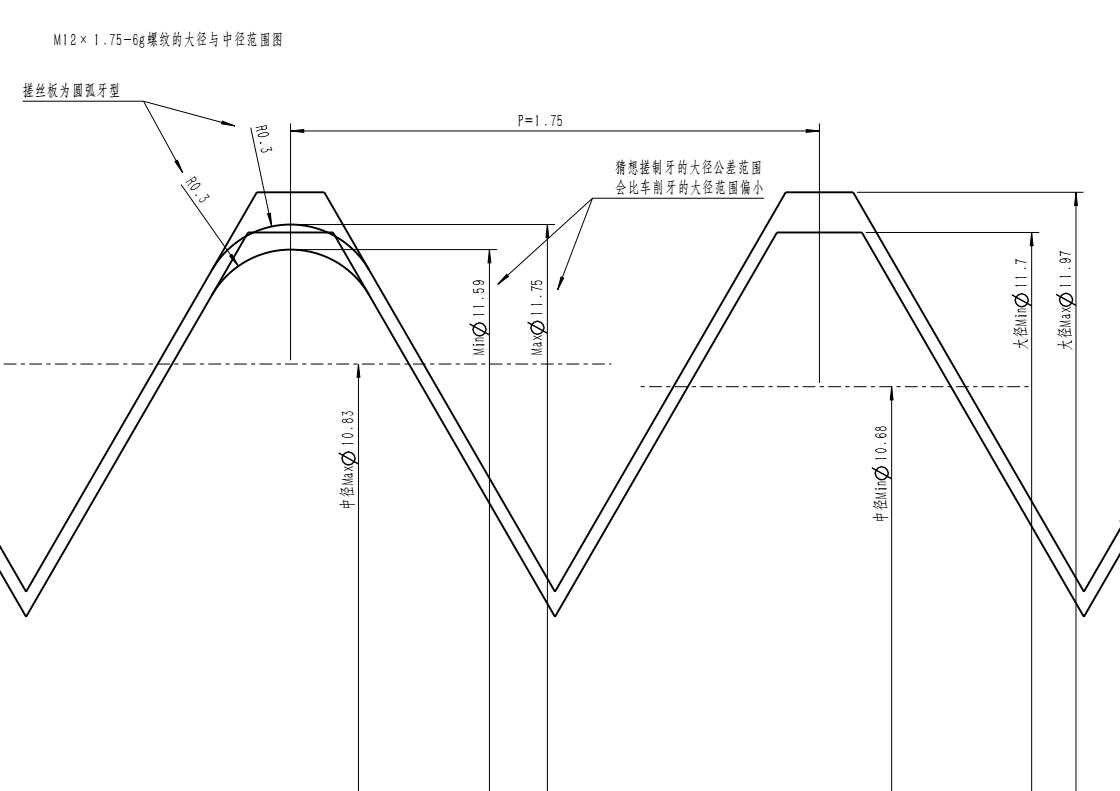
正文摘要:目前正在仔細分析一個關于牙紋的問題,,按照《公制,、美制和英制螺紋標準手冊 (第三版)》這本書上可以輕松的繪制出最大實體狀態(tài)和最小實體狀態(tài)下的M12×1.75-6g的螺紋,也就得 ... |
| 最基礎的問題,,已經(jīng)沒人關心咯,,ISO中有詳細的規(guī)定,看基本牙型圖就明白了,,外螺紋牙型(牙型角60)高度,,基本高度是3/4H,輪廓上限是14/16H ,,輪廓下限高度13/16H,,溝槽半徑不小0.1螺距,,基本上螺紋的所有參數(shù)大徑,,小徑,公差等都和螺距有直接的數(shù)學關系,,H=0.866P等,,知道公稱直徑和螺距,其它都可以計算出來,。 |
farewellll 發(fā)表于 2017-6-7 22:52. R) h5 z& Z, H) A( j( t 公差是不清楚,就是各種螺絲,,生產(chǎn)線旁隨便量了十幾個,,從M5~M12的都有 《螺紋聯(lián)接的理論與計算》 (日) 這本書里有承載相關計算部分,,可以參考 |
淡然 發(fā)表于 2017-6-8 09:33 是應該有這樣一個良好的探討的氛圍才對,只是上班忙很少想到在論壇里面多交流一會,。 |
farewellll 發(fā)表于 2017-6-7 23:033 U2 i4 ^2 [3 ~1 ` c" N/ n& @ 原本您是來請教的,,但反而我們從您那里學到了很多知識,。如果提問者都如您這般知無不言,,大家都可以有更多的收獲。謝謝,。5 D, P& E9 Y/ P% u0 T |
| 看來大家對工藝都沒深入的了解過,。要做出合格的產(chǎn)品,這太重要了 |
淡然 發(fā)表于 2017-6-7 21:13 熱浸鍍鋅的螺絲,,因為鋅層厚度一般就有0.04-0.1厚,所以對于螺桿就有6az的一個公差選用,,這是采用螺桿縮小的方式,,還有一種就是螺母擴孔為6AZ的公差,螺桿就不用縮小,,都是能查到的,,不過這種熱鍍鋅的工藝很不穩(wěn)定,厚度很難掌握,,生產(chǎn)過程全靠底層工人把控,,一個大的鋅液池子,產(chǎn)品在金屬網(wǎng)兜里面,,雖然有工藝指導具體多少時間,,前后處理等等都有理論指導,但是具體工人是不是按這個執(zhí)行,,也會因人而異,,產(chǎn)品加多加少直接影響鋅液的溫度,之后的離心甩鋅時間間隔也決定了熱浸鍍鋅產(chǎn)品的質量,,低端的產(chǎn)品鍍鋅廠喜歡做,,但是要求稍微高點,,鋅層厚度把控嚴格一點,產(chǎn)品外觀要求高一點,,螺紋上鋅瘤要求高一點,,就不愿意做了,目前所了解的熱浸鍍鋅的現(xiàn)狀就是如此的,,而且熱浸鍍鋅也和環(huán)保直接掛鉤,,現(xiàn)在有環(huán)保資質的大型鍍鋅廠不太好找了,小型的基本都過不了環(huán)保,,最近就查的特別嚴,。 |
小黑屋|手機版|Archiver|機械社區(qū) ( 京ICP備10217105號-1,京ICP證050210號,,浙公網(wǎng)安備33038202004372號 )
GMT+8, 2025-3-4 06:18 , Processed in 0.075452 second(s), 23 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 收藏
收藏 問題專業(yè),,描述清楚
問題專業(yè),,描述清楚 伸手黨/灌水/看不懂
伸手黨/灌水/看不懂